Известны машины для изготовления упа овочных контейнеров из термонластичных листовых материалов, формовочн з1е матрицы и нодвижиые формующие онрав и с нуансонами. Известные магиины обеспечива от из отовление отдельных частей контейнеров, име О1дих просту о конф1 гураци о, а носледующая сборка и сварка этих частей в контейнер сложной конфигурации может быть выполнена лишь на отдельном устройстве. Это приводит к дополнительным затратам времени и энергии необходимости повторпо о нагрева свариваемых участков изготовленных частей контейнеров, остывших после их формования.
Предлагаемая отличается тем, что она снабжена устройством подачи гильз, а формовочные матрицы установлены на двух поворотных крестови ах, враш,аемых в различных направлениях и периодически сближаемых приводом, и снабжены по периметру формовочной полости сварочными электродами. Устройство для подачи гильз состоит из питателя гильз и поворотной крестови з1. Пуансоны форму ощих оправок снабжены каналами для подвода воздуха.
Это обеспечивает производство контейнеров сложной конфигурации, выполненных сборными, из нескольких частей.
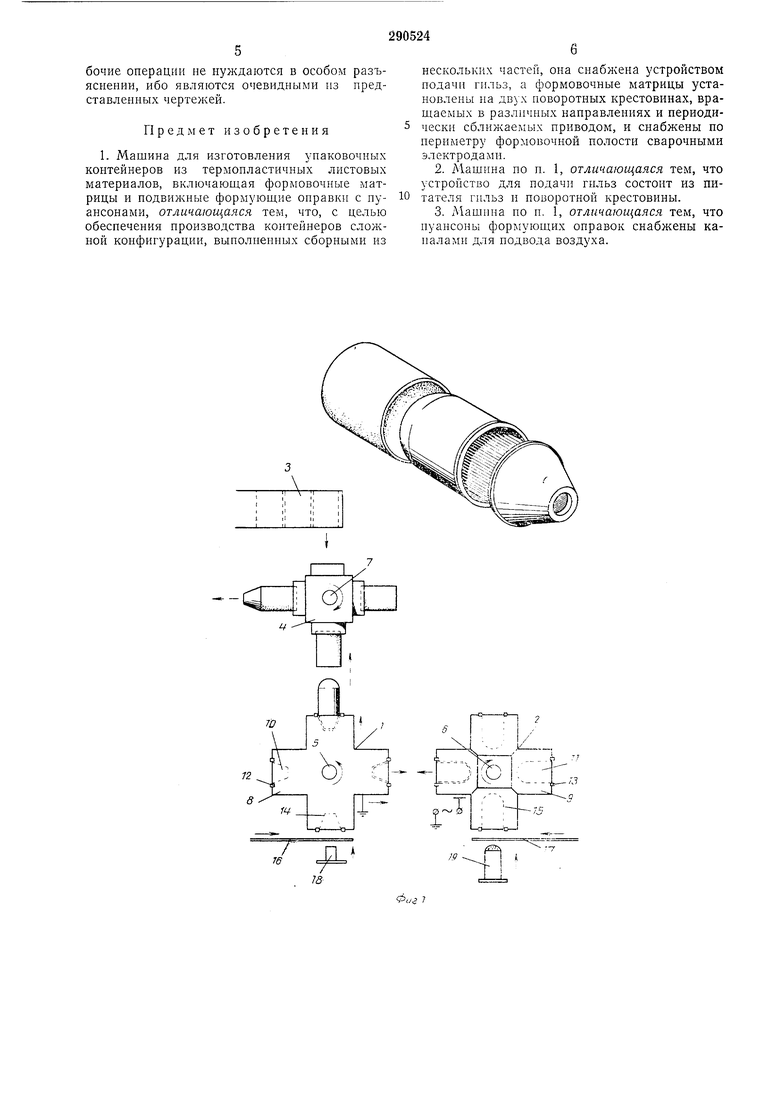
Констру ция предлагаемой машины поясняется чертежами, -де на фиг. 1 изображен схематическ Й ее и составные части изготавливаемого контейнера; на фиг. 2 - обший
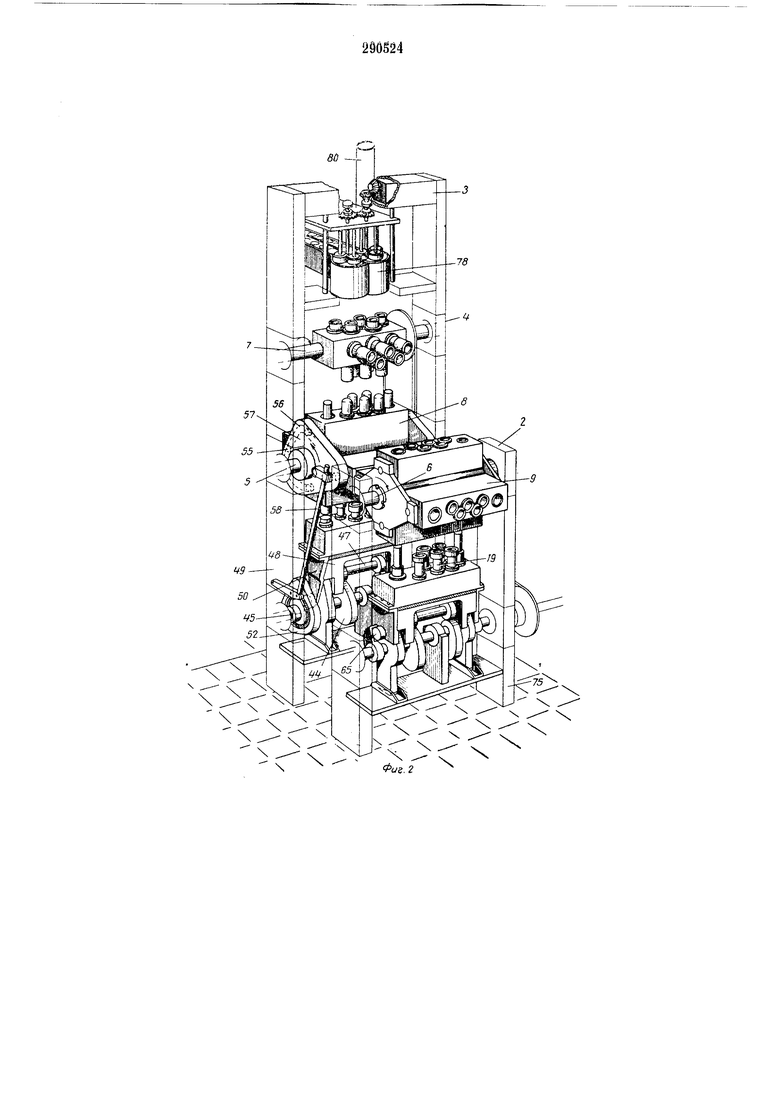
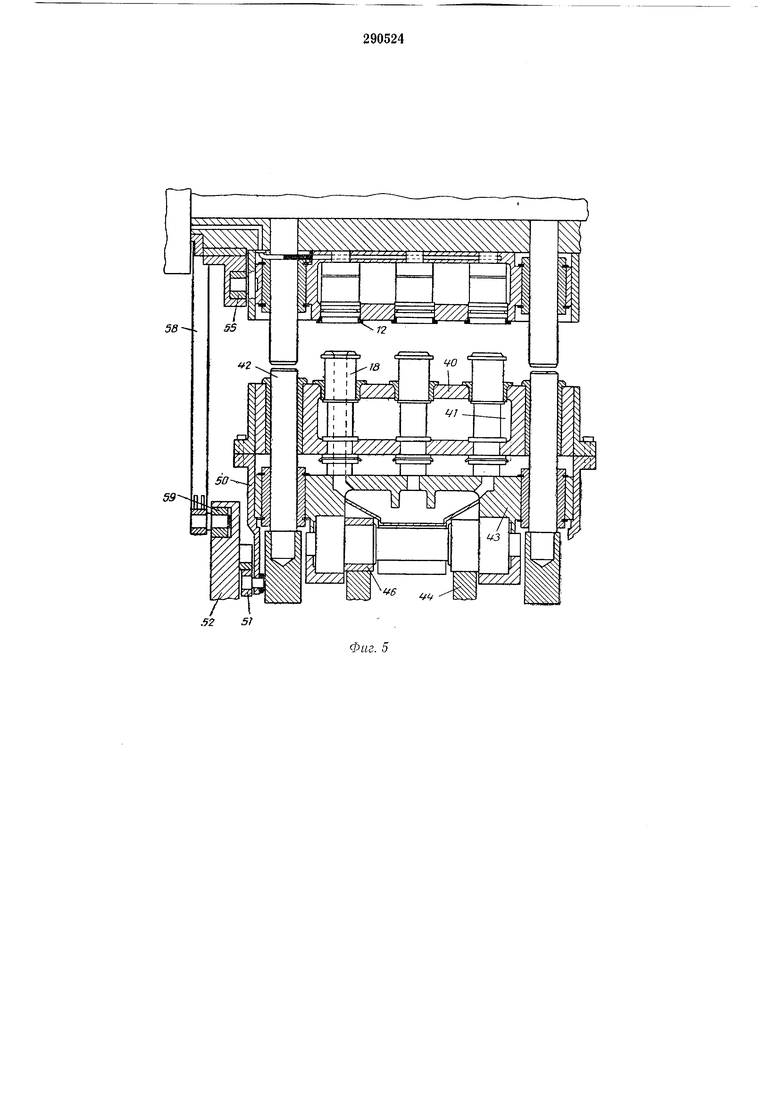
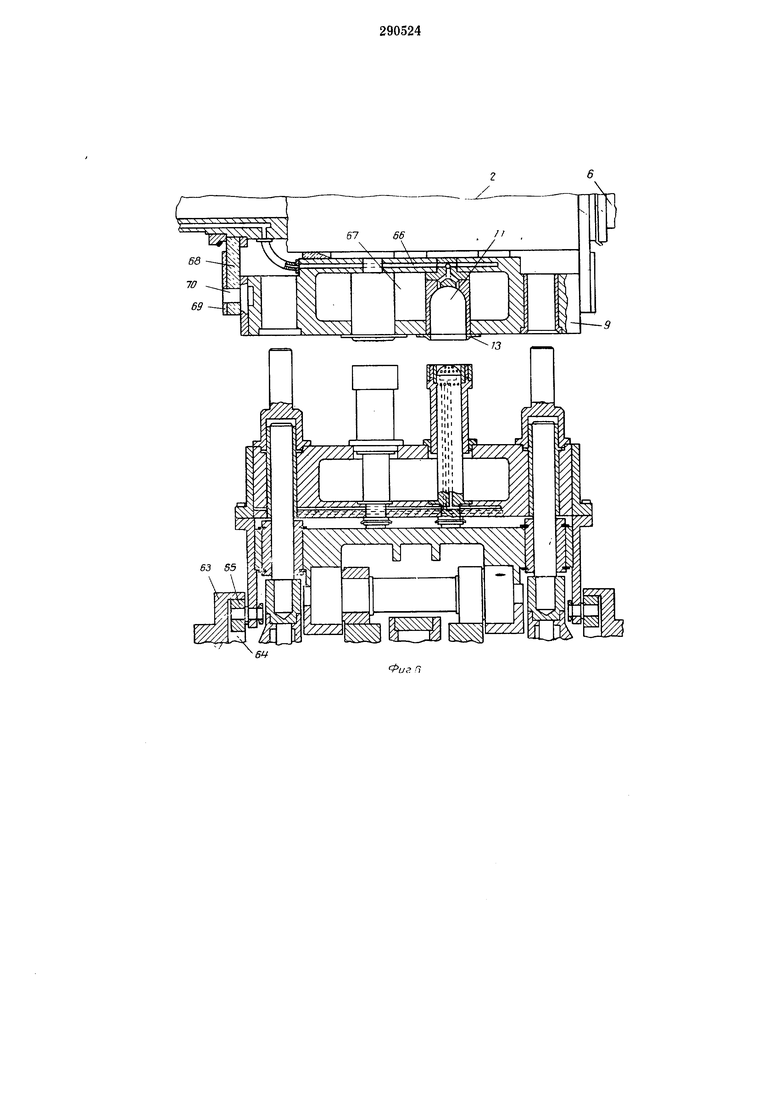
машины; на фиг. 3, 4-формовочный инстру; ент для изготовления верхней и нижней частей контейнера; на фиг. 5, 6-вертикальный разрез деталей машины для формовки верхней и частей контейнера; иа фиг. 7-
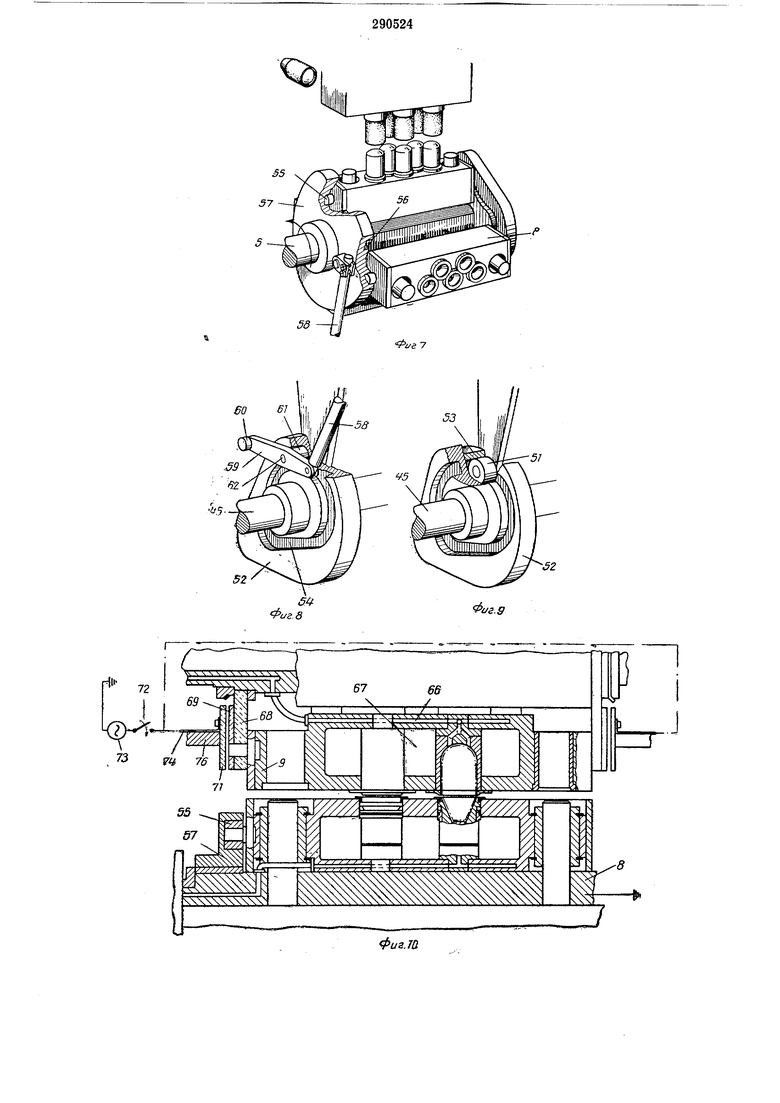
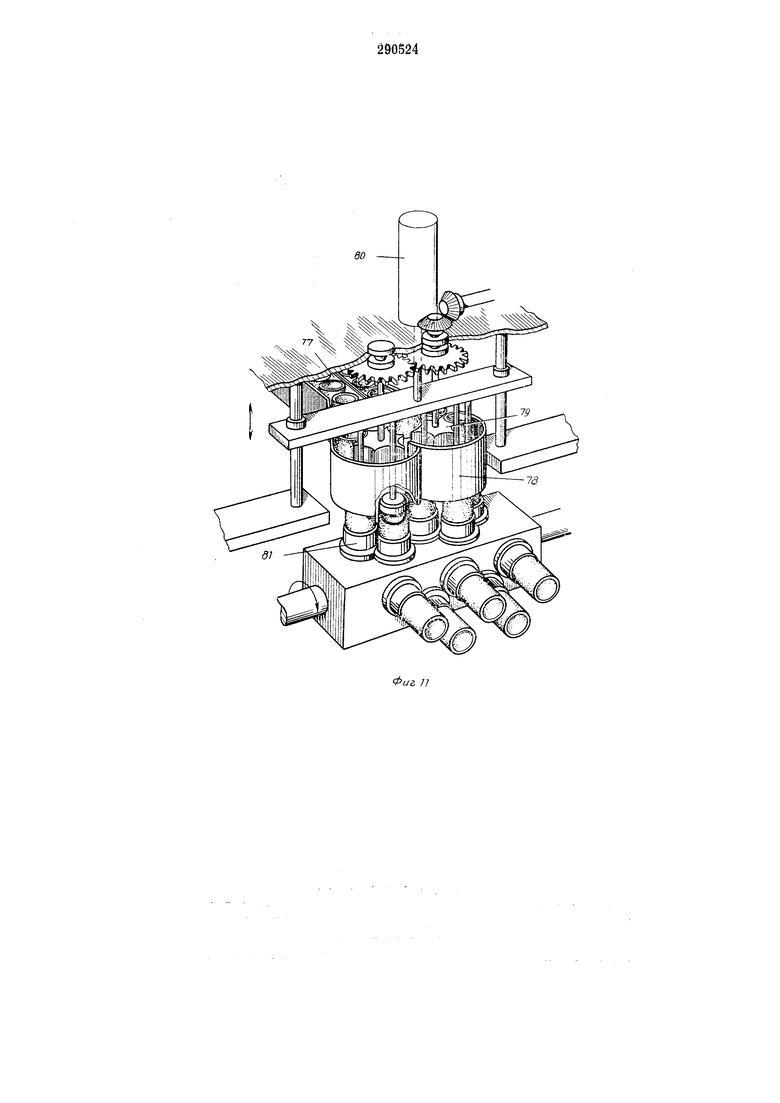
поворотная крестовина для формовки верхней части контейнера; иа фиг. 8, 9 - детали кулачкового механнзма привода; иа фиг. 10- разрез пресс-формы в положении сварки частей контейнера; ia фиг. 11 - устройство для
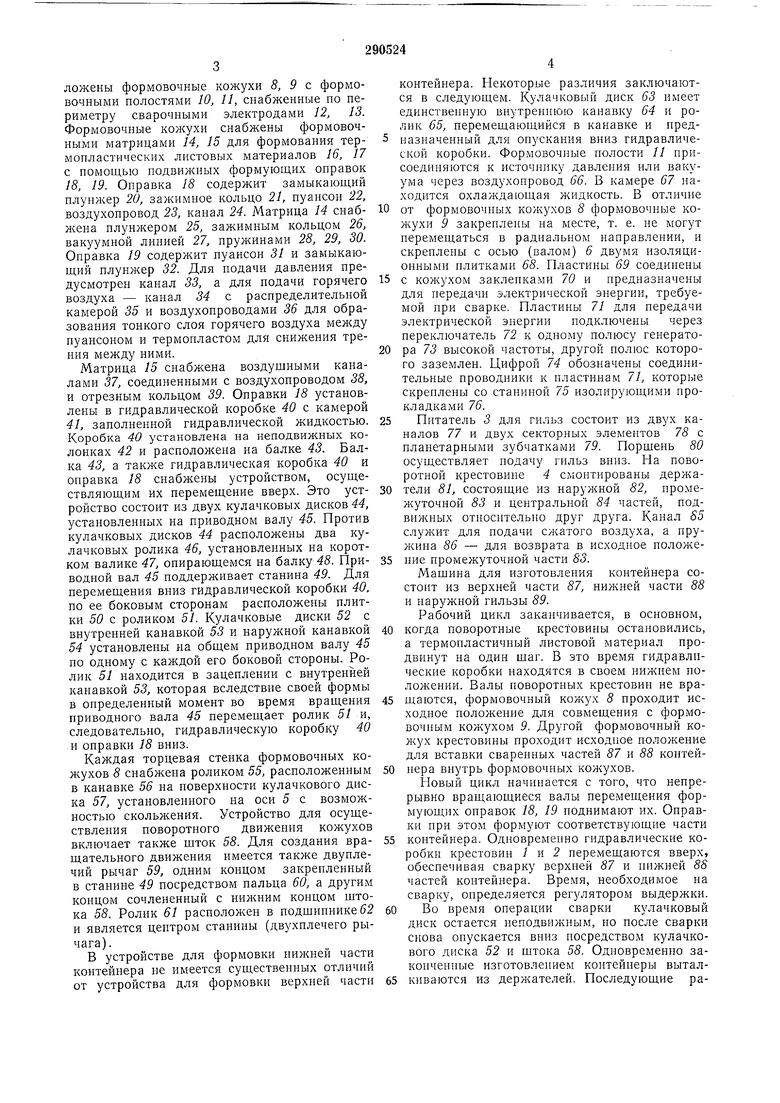
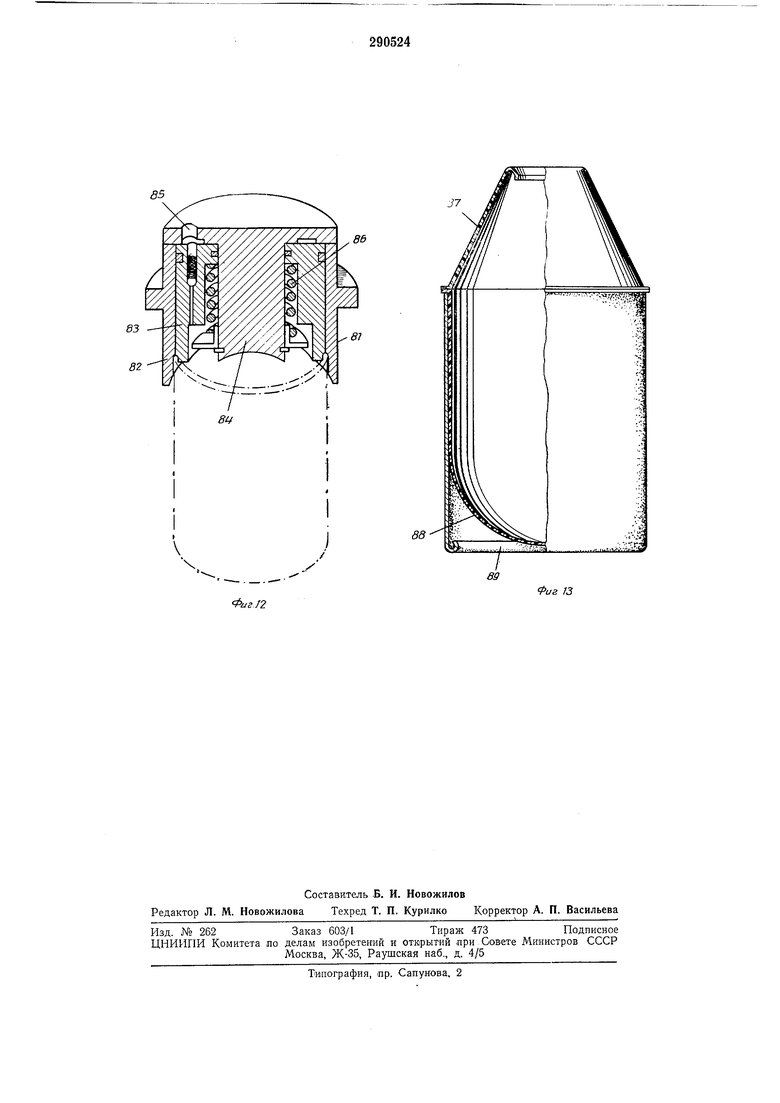
иодачи гуильз; на фиг. 12 - державка для гильз, в разрезе; на фиг. 13 - упаковочный , 1зготовленнь Й предлагаемой машиной. Машииа для изготовления упаковочных контейиеров из тер опластических листовых матер алов состоит из поворотной крестовины 1 для из -отовления верхней части контейнера, поворот ой крестовины . 2 для из -отовления нижней части ко тейнера и устройства для
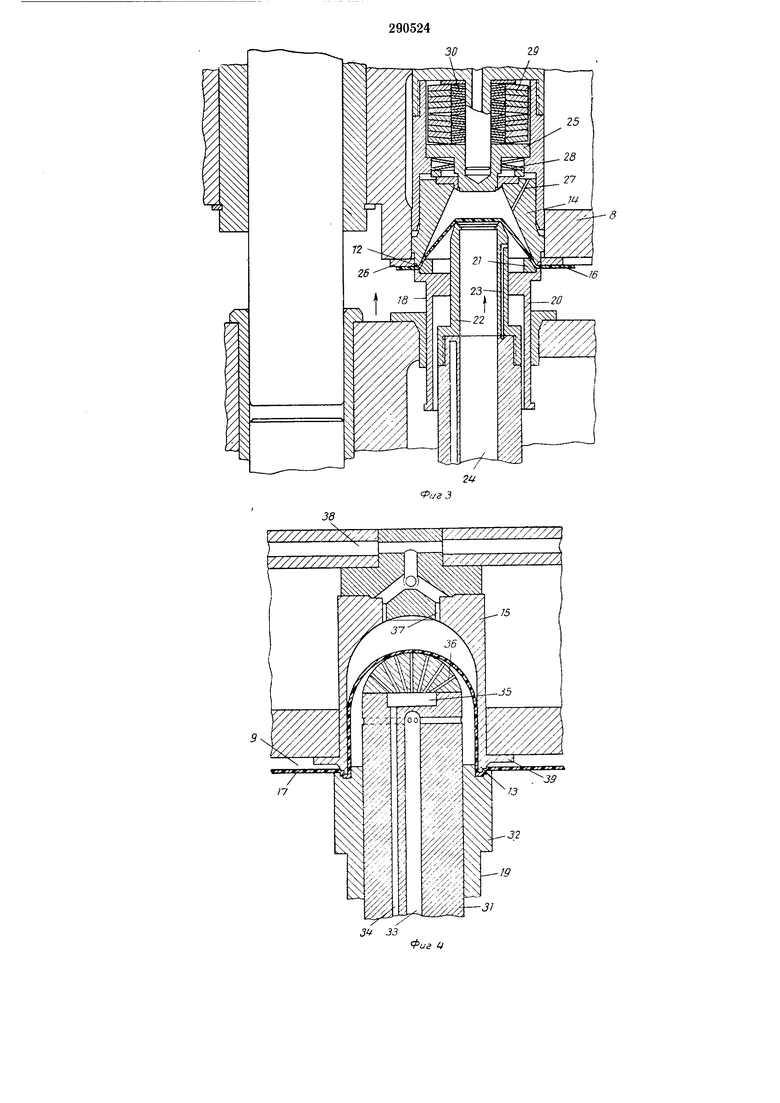
подач гильз, вкл Оча Ощего питатель 3 для I поворот ую крестовииу 4. крестовина выполнена поворотной вокруг осей 5, 6, 7, причем каждый шаг поворота крестовин соответствует четверти полного оболожены формовочные кожухи 8, 9 с формовочными полостями 10, 11, снабженные по периметру сварочными электродами 12, 13. Формовочные кожухи снабжены формовочными матрицами 14, 15 для формования термопластических листовых материалов 16, 17 с помощью недвижных формующих оправок 18, 19. Оправка 18 содержит замыкающий плун/кер 20, зажимпое кольцо 21, пуансон 22, воздухопровод 23, капал 24. Матрица 14 снабл ена плунжером 25, зажимным кольцом 26, вакуумной линией 27, прул инами 28, 29, 30. Онравка 19 содержит пуансон 31 и замыкающий плунжер 32. Для подачи давления предусмотрен канал 33, а для нодачи горячего воздуха - канал 34 с распределительной камерой 35 и воздухонроводами 36 для образования тонкого слоя горячего воздуха меледу пуансоном и термопластом для трения между ними.
Матрица 15 снабжена воздущными каналами 37, соединенными с воздухопроводом 38, и отрезным кольцом 39. Оправки 18 установлены в гидравлической коробке 40 с камерой 41, заполненной гидравлической жидкостью. Коробка 40 установлена на неподвижных колонках 42 и располол :ена на балке 43. Балка 43, а гидравлическая коробка 40 и оправка 8 снабжены устройством, осуществляющим их перемещение вверх. Это устройство состоит из двух кулачковых дисков 44, установленных на приводном валу 45. Против кулачковых дисков 44 распололсены два кулачковых ролика 46, установленных на коротком валике 47, опирающемся на балку 4S. Приводной вал 45 поддерл ивает станина 49. Для перемещения вниз гидравлической коробки 40. по ее боковым сторонам расположены плитки 50 с роликом 51. Кулачковые диски 52 с внутренней канавкой 53 и нарул ной канавкой 54 установлены на общем приводном валу 45 по одному с каждой его боковой стороны. Ролик 51 находится в зацеплении с внутренней канавкой 53, которая вследствие своей формы в онределенный момент во время вращения приводного вала 45 перемещает ролик 51 и, следовательно, гидравлическую коробку 40 и оправки 18 вниз.
Каждая торцевая стенка формовочных колчухов 8 снабжена роликом 55, расположенным в канавке 56 на поверхности кулачкового диска 57, установленного на оси 5 с возмолсностью скольлсения. Устройство для осуществления поворотного кожухов включает также щток 58. Для создания вращательного движения имеется также двуплечий рычаг 59, одним концом закрепленный в станине 49 посредством пальца 60, а другим концом сочлененный с нил{ним концом штока 58. Ролик 61 располол ен в подшипнике 62 и является центром станины (двухплечего рычага).
контейнера. Некоторые различия заключаются в следующем. Кулачковый диск 63 имеет единственную внутреннюю канавку 64 и ролик 65, перемещающийся в канавке и нредназначенный для опускания вниз гидравлической коробки. Формовочные полости 11 нрисоединяются к источнику давления или вакуума через воздухопровод 66. В камере 67 находится охлаждающая л идкость. В отличие
от формовочных 8 формовочные 9 закренлены на месте, т. е. не могут неремещаться в радиальном направлении, и скреплены с осью (валом) 6 двумя изоляционными плитками 68. Пластины 69 соединены
с кол :ухом закленками 70 и предназначены для передачи электрической энергии, требуемой при сварке. Пластины 71 для передачи электрической энергии подключены через переключатель 72 к одному полюсу генератора 73 высокой частоты, другой полюс которого заземлен. Цифрой 74 обозначены соединительные проводники к пластинам 71, которые скреплены со станиной 75 изолирующими прокладками 76.
Питатель 3 для гильз состоит из двух каналов 77 и двух секторных элементов 78 с планетарными зубчатками 79. Порщень 80 осуществляет подачу гильз вниз. Па поворотной крестовине 4 смонтированы дерл атели 81, состоящие из нарул :ной 82, нромелсуточной 83 и центральной 84 частей, подвилсных относительно друг друга. Канал 55 слул-сит для подачи сл атого воздуха, а нрул ина 86 - для возврата в исходное нолол :ение промежуточной части 85.
Машина для изготовления контейнера состоит из верхней части 87, части 88 и наружной гильзы 89. Рабочий цикл заканчивается, в основном,
когда поворотные крестовины остановились, а термопластичный листовой материал продвинут на один шаг. В это время гидравлические коробки находятся в своем положении. Валы поворотных крестовин не вращаются, формовочный кожух 8 проходит исходное положение для совмещения с формовочным 9. Другой формовочный крестовины проходит исходное положение для вставки сваренных частей 87 и 88 контейнера внутрь формовочных кол :ухов.
Новый цикл начинается с того, что непрерывно вращающиеся валы перемещения формующих оправок 18, 19 поднимают их. Онравки при этом формуют соответствующие части
коптейнера. Одновременно гидравлические коробки крестовин 1 н 2 перемещаются вверх, обеспечивая сварку всрхпей 87 и пижней 88 частей коптейнера. Время, необходимое на сварку, определяется регулятором выдержки.
Во время операции сварки кулачковый диск остается неподвил ным, но после сварки снова опускается вниз посредством кулачкового диска 52 и штока 5S. Одновременно закончепные изготовлением контейнеры выталбочие операции ие нуждаются в особом разъяснении, ибо являются очевидными пз представленных чертежей.
Предмет изобретения
1. Машина для изготовления зпаковочных контейнеров из термопластичных листовых материалов, включающая формовочные матрицы и подвижнЕзШ формующие онравки с пуансонами, отличающаяся тем, что, с целью обеспечения производства контейнеров сложной конфигурации, выполненных сборными из
нескольких частей, она снабжена устройством нодачн гнльз, а формовочные матрицы установлены на двух новоротных крестовинах, вращаемых в различных направлениях и периодически сближаемых приводом, и снабжены по периметру формовочной полости сварочными электродами.
2.Мащина по н. 1, отличающаяся тем, что устройство для подачн гнльз состоит из питателя гильз и поворотной крестовины.
3.Машина по п. 1, отличающаяся тем, что нуансоны формующих оправок снабжены каналами для подвода воздуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления заполнителя трубчатой формы | 1978 |
|
SU747592A1 |
| Станок для изготовления и укладки в пазы статоров электрических машин изоляционных гильз | 1977 |
|
SU658670A1 |
| ВЫДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 1998 |
|
RU2163194C2 |
| Карусельная автоматическая формовочная машина Набокина | 1982 |
|
SU1031634A1 |
| Пресс для производства торфяных брикетов | 1973 |
|
SU543663A1 |
| Листогибочная валковая машина | 1987 |
|
SU1523213A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ ТРУБНЫХ ЭЛЕМЕНТОВ | 1970 |
|
SU264321A1 |
| АВТОМАТ ДЛЯ ОТРЕЗКИ И ГИБКИ ПРОВОЛОЧНЫХДЕТАЛЕЙ | 1972 |
|
SU433944A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
п
Фиг. 2
31
5д 60 61
--.
л
8889
Фиг J3
