Изобретение относится к гибке и закалке стеклянных листов, а конкретнее, к усовершенствованию способа и устройству для пресс-огибки и закалки тонких стеклянных листов для застекления транспортных средств. "Пресс-огибка" означает способ формирования, при котором стеклянный лист, нагретый до температуры размягчения, прессуют между взаимно дополняющими противоположными формующими поверхностями, которые имеются на частях пресса, как, например, формах.
При производстве закаленных искривленных оконных стекол для окон транспортных средств, как, например, автомобилей требуется одновременно удовлетворять ряду требований. Во-первых, требованиям безопасности, как, например, ECE R43 в Европе, которые определяют утвержденный характер образования трещин в целях уменьшения ранений, наносимых в случае разрушения стекла. Оконное стекло должно также иметь правильные размер и форму, соответствующие окну в транспортном средстве, для установки в которое оно предназначается. Оно должно быть также свободным от поверхностных дефектов и обладать достаточными оптическими свойствами, чтобы можно было видеть через окно без искажений. Кроме того, стоимость оконного стекла должна быть приемлемой для потребителя - изготовителя транспортных средств.
Для пресс-огибки стеклянные листы обычно транспортируют через нагревательную печь для нагрева до температуры размягчения до подачи к месту пресс-огибки, где каждый лист формуют прессованием между взаимно дополняющими формующими поверхностями. Эти поверхности обычно являются поверхностями форм, причем для производства каждого по-иному формуемого оконного стекла требуется другая пара форм. Если само место пресс-огибки не расположено в нагретой среде, то формы оказываются холодными, когда их вновь устанавливают в начале производственного процесса. В прошлом в течение определенного периода времени после начала работы производили стекло, которое из-за множества дефектов, связанных с холодными формами, пользовалось незначительным спросом или вообще не имело его. В этот период горячие стеклянные листы нагревали формы до их рабочей температуры, на что могло потребоваться от 15 до 40 минут в зависимости от продолжительности цикла и толщины и температуры стекла. Такая производственная потеря нежелательна, особенно при коротких производственных процессах, так как это прибавляет расходы.
Более того, такие пресс-огибочные системы при производстве закаленного оконного стекла должны работать при сравнительно короткой максимальной продолжительности цикла, иначе гнутый стеклянный лист чрезмерно охлаждался бы между гибкой и закалкой, что приводило бы к недостаточной степени закалки, т. е. к характеру образования трещин, который не удовлетворял бы соответствующему стандарту. Хотя короткая продолжительность цикла и желательна с точки зрения снижения производственных затрат, она может не представлять достаточно времени для гибки стеклянного листа в желаемую форму без внесения оптического искажения. Это особенно верно в отношении сложных профилей, т.е. тех, которые имеют кривизну в двух направлениях под прямыми углами одно к другому. Для удовлетворительного производства закаленного оконного стекла с современными сложными профилями важно иметь достаточное время для стадии гибки в цикле и тем не менее еще поддерживать достаточно высокую температуру стеклянного листа, чтобы он был соответствующим образом закален при резком охлаждении.
Все эти трудности складываются при гибке и отжиге тонкого стекла, так как тонкие стеклянные листы охлаждаются быстрее, чем толстые. В прошлом для автомобилей обычно использовали стекло толщиной 5 или 6 мм. Однако вследствие оказываемого давления с целью снизить вес транспортных средств автомобилестроители стали оговаривать в заказе номинальную толщину 4 мм и затем 3 мм для закаленного автомобильного стекла. С учетом допусков на изготовление закаленного стекла термин "тонкое стекло" охватывает диапазон толщин вплоть до 4,2 мм (обычно, но необязательно от 2,8 мм до 4,2 мм).
Известны пресс-огибочные системы с обогревом места пресс-огибки, т.е. оно также расположено в печи. Хотя это устраняет вышеописанные потери, связанные с пуском в работу, и исключает напряженность во времени при гибке, такие системы являются дорогостоящими в отношении как капитальных, так и эксплуатационных затрат. Во избежание таких расходов было бы желательно смягчить вышеупомянутые недостатки более дешевых гибочных систем, в которых не производится обогрев места пресс-огибки.
Одной из возможностей является нагрев форм, а не всего места пресс-огибки. В патенте США 3.753.673 описывается пресс-огибочная система, в которой стеклянные листы вертикально подвешены на захватах. На дату приоритета - 1968 г. стекло, использовавшееся в автомобилях, имело толщину 5 или 6 мм и, как установлено, после гибки стеклянного листа происходило дальнейшее изменение формы гнутого листа. Это явление, известное как "отдача", происходило в результате различного охлаждения двух главных поверхностей гнутого листа, которое имело место при деформации листа между формами, особенно если они имели непохожую конструкцию. Это отчасти устраняли путем нагрева одной или обеих форм с целью уменьшения различного охлаждения.
В современных пресс-огибочных системах стеклянные листы в ходе всего процесса поддерживают по существу горизонтально, включая стадию гибки, а форма гнутого листа удерживается благодаря силе тяжести на его поверхность после гибки. Более того, поскольку в настоящее время стеклянные листы обычно несколько тоньше, то теплопроводность уменьшает любой перепад температур между двумя главными поверхностями листа, а так как лист больше не подвешивают в неестественном состоянии, то отдача не является проблемой.
В заявке WO 93/14038 целью является создание усовершенствованного способа установления заданной эпюры температур в сравнительно тонком стеклянном листе, способствующей правильной гибке. В нем описывается верхняя форма, снабженная нагревательными элементами, которые могут быть использованы или для контроля скорости рассеяния тепла от стеклянного листа, или для его повторного нагрева. В первом случае на формующей поверхности создаются температуры от 371 до 427oC, в то время как в последнем случае требуются несколько более высокие температуры от 538 до 649oC.
До сих пор такие сравнительные высокие температуры формующей поверхности в нагретых формах считались необходимыми для достижения соответствующей закалки тонких стеклянных листов, перенесенных с места пресс-огибки к месту закалки при умеренных продолжительностях цикла. Как оказалось, неожиданно даже тонкие стеклянные листы могут быть закалены после переноса с места пресс-огибки, в котором листы были формованы между взаимно дополняющими противоположными формующими поверхностями, поддерживаемыми при значительно меньших температурах.
В настоящем изобретении предлагается способ гибки и закалки тонкого стеклянного листа, включающий в себя:
- нагрев тонкого стеклянного листа в печи до температуры размягчения,
- транспортировку листа из печи к месту пресс-огибки, оснащенному формами, имеющими взаимно дополняющие противоположные формующие поверхности, с нагревом, по крайней мере, одной из поверхностей,
- формование листа прессованием его между указанными противоположными формующими поверхностями, в то время как он по существу является горизонтальным,
- перенос гнутого стеклянного листа с места пресс-огибки к месту резкого охлаждения,
- закалку указанного листа путем резкого охлаждения поверхностей листа,
- удаление гнутого и закаленного стеклянного листа из места резкого охлаждения,
отличающийся тем, что нагретую формующую поверхность поддерживают при температуре в интервале от 200 до 350oC.
Обогреваемую формующую поверхность можно поддерживать при температуре в желаемом интервале с помощью наружного обогрева (т.е. подводом тепла непосредственно к формующей поверхности снаружи формы), например, горелками или струями горячего воздуха или газа. Такие наружные нагревательные средства предпочтительно работают прерывисто, с тем чтобы повторно нагревать формующую поверхность между операциями прессования одного стеклянного листа и последующего.
Обогреваемую формующую поверхность предпочитается поддерживать при желаемой температуре путем выделения тепла внутри формы, на которой находится эта поверхность. Такие выделения тепла могут быть результатом пропуска электрического тока через электронагревательные элементы, проходящие через форму.
Выделение тепла внутри формы альтернативно или дополнительно может быть достигнуто пропуском горячей среды через каналы, проходящие через форму.
Формующую поверхность поддерживают при заданной температуре в интервале от 220oC до 300oC, предпочтительнее при температуре около 250oC.
Время, затрачиваемое на перенос гнутого стеклянного листа из печи к месту резкого охлаждения, предпочтительно составляет 5-8 секунд.
Хотя любое стекло толщиной вплоть до 4,2 мм считается тонким стеклом, настоящий способ особенно подходит для стекла толщиной между 2,8 мм и 3,7 мм.
После прессования гнутый лист можно успешно удерживать в соприкосновении с нагревающей формующей поверхностью посредством перепада в давлении воздуха между двумя сторонами листа.
В настоящем изобретении предлагается также устройство для гибки и закалки тонкого стеклянного листа, включающее в себя:
- печь для нагрева листа до температуры размягчения,
- узел пресс-огибки, оснащенный формами, имеющими противоположные взаимодополняющие формующие поверхности для формования по существу горизонтального листа, причем, по меньшей мере, одна из поверхностей обогревается,
- средства для транспортировки листа из печи к узлу пресс-огибки,
- узел для резкого охлаждения поверхностей гнутого стеклянного листа в целях его закалки,
- средства для транспортировки гнутого стеклянного листа из узла пресс-огибки и в узел резкого охлаждения,
отличающееся тем, что включает нагревательное устройство для поддержания обогреваемой формующей поверхности формы при заданной температуре в интервале от 200 до 350oC.
Нагревательное устройство может быть целиком снаружи формы, имеющей обогреваемую формующую поверхность с тем, чтобы подводить тепло непосредственно к формующей поверхности снаружи формы. Примерами таких наружных средств могут быть горелки, нагреватели лучеиспусканием или струи горячего воздуха или газа. Горячий стеклянный лист не считается наружным нагревательным средством, даже если лист и может передавать тепло форме.
Форма альтернативно или дополнительно может быть снабжена внутренними нагревательными средствами, т.е. средствами для выделения тепла внутри формы с тем, чтобы проводить тепло к формующей поверхности изнутри формы. Однако первоначальный источник энергии может быть вне формы. Как понятно специалисту, при внутреннем нагревании энергии (в виде тепла или нет) подводится в форму и выделяется как тепло внутри формы.
Существует несколько различных средств для внутреннего нагрева. Одним таким средством являются энергонагревательные элементы, расположенные в форме, как, например, резисторные элементы, находящиеся в расположенных с интервалом отверстиях во всей форме или в части ее и контролируемые посредством соответствующих цепей регулирования температуры. Другим внутренним нагревательным средством являются каналы, проложенные через форму, по которым пропускают горячую теплообменную среду. Каналы соединены с внешним источником нагретой среды, например, с контуром, включающим в себя средство нагрева среды, а средой может быть жидкость, например масло или газообразная среда, например воздух. Температурный контроль можно осуществлять путем регулирования температуры среды или ее массового расхода.
Форму с обогревом теплообменной средой можно быстрее нагревать из холодного состояния, причем она в общем более чувствительна к любому изменению температуры, которую желательно достигнуть на формирующей поверхности. Необходимо, чтобы температура среды была лишь приблизительно на 50-100oC выше этой желаемой температуры формующей поверхности, в то время как электронагревательные элементы обычно имели бы температуру почти на 200oC выше желаемой температуры формующей поверхности. Этот уменьшенный перепад температур способствует контролю и позволяет достигнуть более равномерных температур по формующей поверхности. Эти преимущества усиливаются, когда форма изготовлена из материала с высокой теплопроводностью, как, например, алюминиевых сплавов, описанных ниже.
Если существует возможность того, что температура формующей поверхности может достигнуть максимальной поверхности температуры материала, использованного для изготовления формы, например, если имеет место очень большая производительность по горячему стеклу, то нагрев с применением теплообменной среды обладает дополнительным преимуществом в том, что среда может быть использована также для охлаждения формы, если в контур циркуляции среды включено устройство для охлаждения среды.
Предпочтительно, чтобы обогреваемая формующая поверхность была полноценной формующей поверхностью, т.е. поверхностью, которая распространяется по всей лицевой стороне стеклянного листа. Форма, имеющая такую полнолицевую формующую поверхность, соответственно известна как полнолицевая форма. Полнолицевые формы позволяют точно формировать весь лист, а не только его периферию. Так как такие формы имеют более высокую теплоемкость, чем, например, контурная или кольцевая форма, то они требуют более длительного прогрева, если нет внутреннего обогрева.
Формующие поверхности предпочтительно располагать на паре форм, составляющих верхнюю форму и нижнюю форму. Из этой пары форм обогреваемую формующую поверхность предпочтительно иметь на верхней форме. Еще более предпочтительно, чтобы эта поверхность была на выпуклой форме. Нижняя форма предпочтительно является контурной или кольцевой формой с формующей поверхностью, имеющей периферийный формующий борт, который соприкасается с периферией нижней лицевой стороны листа, причем сама нижняя форма может внутренне обогреваться.
Формы для гибки стекла изготавливают из самых различных металлических и неметаллических материалов. Предпочтительными материалами для формы по настоящему изобретению являются жаропрочные алюминиевые сплавы или керамика, включая керамику, поддающуюся механической обработке. Эти материалы могут быть литейными, что облегчает включение в них внутренних нагревательных средств.
Обогреваемую формующую поверхность предпочтительно снабжают изолирующей крышкой. Как установлено, она полезна для поддержания температуры стеклянного листа, особенно при работе при температуре формующей поверхности, близкой к нижнему пределу заявленного интервала.
Верхняя форма предпочтительно является вакуумной формой, т.е. такой формой, в которой может быть уменьшено давление воздуха у формующей поверхности с тем, чтобы стеклянный лист присасывался к формующей поверхности формы в результате перепада в давлении воздуха между обеими лицевыми сторонами листа. Это может способствовать формованию стеклянного листа, особенно когда необходимая форма гнутого листа включает в себя участок с обратной кривизной, т. е. вогнутой участок в вообще выпуклом листе. Эта также полезно потому, что позволяет посредством разрежения удерживать на верхней форме гнутый стеклянный лист при его перемещении, например, на опорное кольцо качающегося контейнера для дальнейшей транспортировки.
Хотя такую форму называют вакуумной формой, к формующей поверхности обычно прикладывают давления выше, а также ниже атмосферного давления, например, с целью обеспечить принудительное отделение стеклянного листа от верхней формы при высвобождении листа.
Это изобретение также включает в себя стеклянный лист, гнутый и закаленный способом и на устройстве в соответствии с описанным здесь изобретением.
Теперь в качестве неограничивающих примеров будут описаны предпочтительные варианты осуществления изобретения со ссылкой на прилагаемые чертежи, на которых:
Фиг. 1 - весь схематический общий вид сверху пресс-огибочного и закалочного устройства.
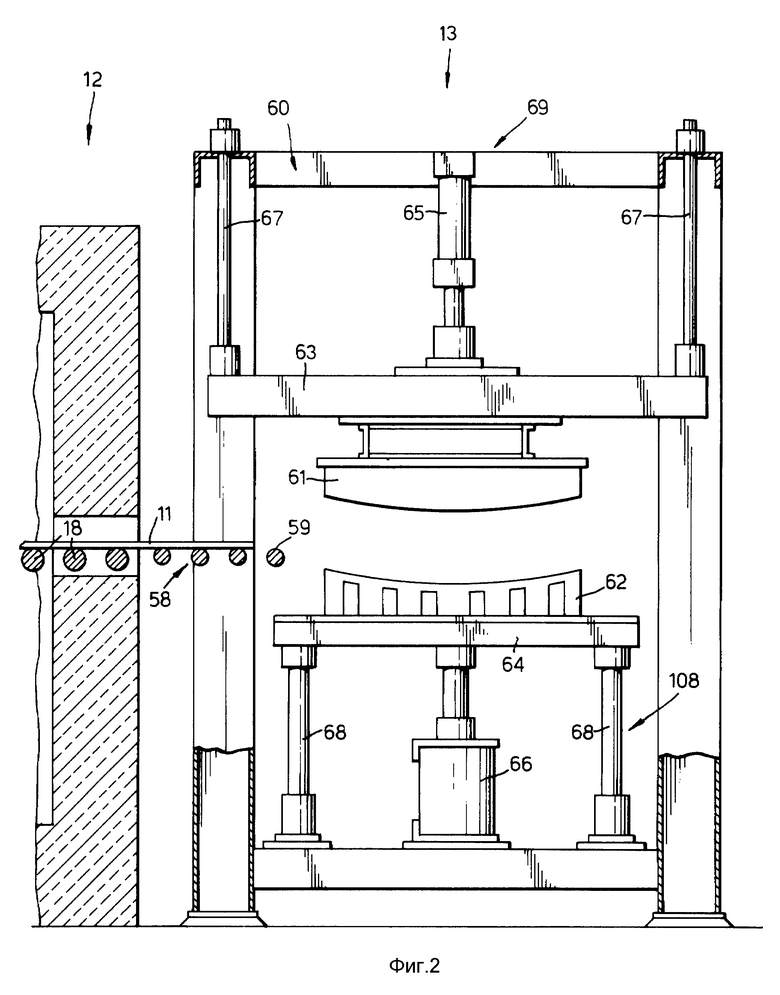
Фиг.2 - вид сбоку (частично в разрезе) части пресс-огибочного устройства на фиг.1.
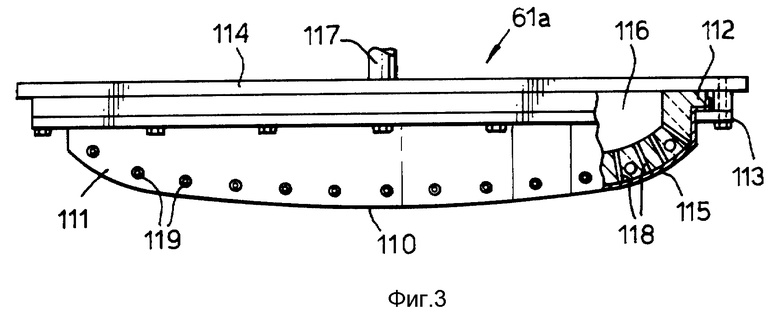
Фиг.3 - вид сбоку (частично в разрезе) верхней формы, которая может быть использована в описанных здесь пресс-огибочных устройствах.
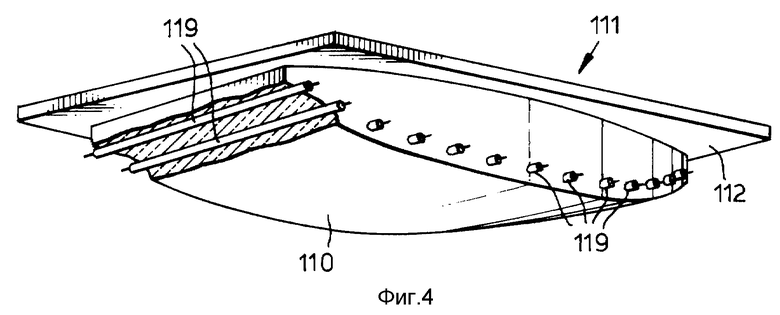
Фиг.4 - аксонометрическое изображение (частично в разрезе) части верхней формы на фиг.3.
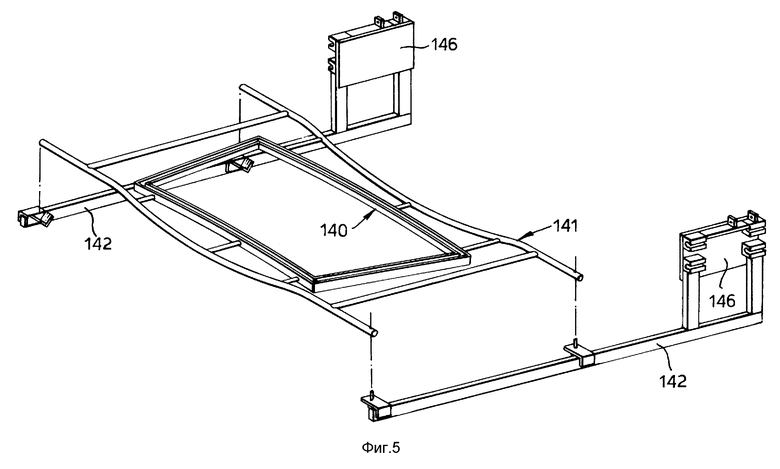
Фиг. 5 - аксонометрическое изображение части качающегося устройства, которое может быть включено в устройство на фиг.1.
Фиг.6 - вид сбоку верхней формы, альтернативной той, которая показана на фиг.3 и 4.
Фиг.7 - вид сверху формы на фиг.6.
Фиг.8 - аксонометрическое изображение формы на фиг.6 и 7.
Фиг. 9 - аксонометрическое изображение нижней формы, которая может быть использована в описанных здесь пресс-огибочных устройствах.
На фиг. 1 показано пресс-огибочное и закалочное устройство, содержащее первый или подающий конвейер 10, который подает стеклянные листы 11 на вход печи 12. Печь 12 включает в себя второй конвейер 18, который транспортирует листы 11 через печь 12 и подает их к пресс-огибочному узлу 13, где стеклянные листы, нагретые до температуры размягчения, прессуют между взаимодополняющими формующими поверхностями, имеющимися на прессовых элементах в виде форм. В пресс-огибочном узле 13 находится третий конвейер (не показан). Гнутые листы затем транспортируют через узел резкого охлаждения 14, где их закаливают, и к разгрузочному узлу 15, где гнутые и закаленные листы перемещают обычным образом на четвертый конвейер 19. Транспортировка между пресс-огибочным узлом 13 и разгрузочным узлом 15 предпочтительно осуществляется посредством опорного кольца качающегося конвейера, т.е. способом, известным специалистам, или на роликах. Устройство имеет центральную линию 17.
На фиг. 2 показаны последняя часть печи 12 и пресс-огибочный узел 13 с прессом 69, имеющим, как описано выше, противоположные прессовые элементы в виде форм. Пресс, в общем, известен из ряда источников, включая WO 93/14038, которая соответствует патенту США 5 279635, описание которого дано здесь для сведения. Пресс содержит раму 60 с верхней формой 61 и нижней формой 62, установленной для противоположного возвратно-поступательного движения в раме. Формы 61, 62 установлены каждая на плитках соответственно 63, 64, которые совершают вертикальное возвратно-поступательное движение, направляющими элементами 67, 68. Подъемное устройство 108 для нижней плиты 62 выполнено в виде исполнительного цилиндра 66. Имеется также исполнительный цилиндр 65 для верхней формы 61. Пресс 69 снабжен третьим конвейерным устройством 58 в виде роликов 59 для подачи стеклянного листа 11 на нижнюю форму 62, но для ясности из прессового узла 13 исключено большинство роликов. Стеклянный лист 11 предпочтительно прессуют нижней формой 62, поднимая ее до верхней формы 61 с тем, чтобы лист соприкасался одновременно с обеими формами и формовался прессованием между ними. Альтернативно прессование можно успешно выполнять в результате опускания верхней формы 61 к нижней форме 62.
В описанных здесь предпочтительных вариантах осуществления изобретения обогреваемую формующую поверхность нагревают нагревательными средствами. Поэтому верхняя форма 61 является формой с внутренним нагревом и предпочтительно вакуумной формой. На фиг. 3 и 4 показана одна возможная конструкция вакуумной верхней формы 61а, которую нагревают резисторными электронагревательными элементами и которая известна из WO 93/14093, которая соответствует патенту США 5279635. Форма 61а - сплошная и непрерывная имеющая непрерывную (и полнолицевую) формующую поверхность 110, которая взаимодополняет поверхность нижней формы. Поверхность 110 имеется на корпусе 111 формы, который образован из любого подходящего материала, способного противостоять повышенным температурам, которым он подвергается, и могущего с пользой быть, например, жаропрочным материалом, как, например, керамическим материалом. Предпочтительно по всему периметру корпуса 111 формы выполнен заодно с ним выступающий наружу фланец 112, который взаимодействует с множеством L-образных кронштейнов 113 для крепления корпуса формы к опорной пластине 114, присоединенной соответствующим образом к верхней плите 63. Для обеспечения упругой неабразивной поверхности соприкосновения со стеклянным листом, нагретым до температуры размягчения, и для создания изоляции формующую поверхность 110 покрывают одним или двумя листами 115 прочной термостойкой ткани, как, например, тканой или вязаной стеклоткани и т.п. Каждый лист ткани 155 туго натягивают на формующую поверхность 110 и подходящими средствами удерживают на месте.
В корпусе 111 формы может быть образована камера 116, служащая в качестве распределителя давления воздуха выше или ниже атмосферного давления в целях способствования формованию и перемещению стеклянных листов. С этой целью формующая поверхность 110 снабжена множеством воздушных каналов 118, сообщающихся с камерой 16, а корпус 111 формы снабжен трубой 117, также сообщающейся с камерой 116 и вакуум-насосом или источником сжатого воздуха. Воздушные каналы 118 могут быть в виде отверстий, которые могут быть просверлены, или для корпуса формы может быть выбран пористый или менее плотный жаропрочный материал, т. е. материал, содержащий небольшие каналы, который допускал бы поток воздуха через формующую поверхность в камеру или без нее без необходимости в просверленных каналах. Каналы заканчиваются отверстиями в формующей поверхности, которая, несмотря на сделанные в ней отверстия, является полнолицевой формующей поверхностью. Таким образом может быть создано отрицательное давление воздуха или разрежение у формующей поверхности верхней формы 61 в целях способствования удерживанию листа на ней или прилеганию к ней. Затем разрежение может быть использовано для поддержки листа, когда нижняя форма 62 опущена, а опорное кольцо качающегося устройства передвинуто в положение для транспортировки листа из узла прессования.
На фиг.5 показана часть качающегося устройства. Оно содержит опорное кольцо 140, по очертанию и подъему соответствующее периферии гнутого стеклянного листа. Кольцо 140 закреплено в раме 141, которая поддерживается на планках 142. Качающиеся планки 142 скользяще установлены на направляющих (не показаны) с помощью скользящих пластин 146 и передвигаются по направляющим с помощью приводного устройства (не показано). Эта конструкция позволяет качающемуся опорному кольцу 140 совершать поступательно-возвратное движение между узлом прессования 13, узлом резкого охлаждения 14. Когда опорное кольцо 140 находится в положении под верхней формой 61, последняя опускается в положение несколько выше кольца. Давление воздуха в отверстиях резко повышается до уровня выше атмосферного давления с тем, чтобы гнутый лист принудительно отделялся от верхней формы 61 без какой-либо тенденции к наклону и точно помещался на опорное кольцо. При этом способе устанавливается риск оставления следов на листе в результате его падения с большого расстояния и исключаются проблемы, связанные с изменением формы листа вследствие его неточного размещения на опорном кольце. Опорное кольцо затем перемещает гнутый лист к узлу резкого охлаждения.
Возвращаемся к фиг.3 и 4, на которых верхняя форма 61 снабжена множеством нагревательных элементов 119, которые являются электрическими элементами резисторного типа, пригодными для применения в жаропрочном корпусе 111 формы. Сами элементы могут достигать температур порядка 600oC, создавая температуры вплоть до 400oC на формующей поверхности. Однако, к удивлению, обнаружено, что хорошие оптические свойства и надлежащая закалка могут быть достигнуты при таких низких температурах формующей поверхности, как 200oC. Нормальный интервал рабочих температур на формующей поверхности составляет 200-300oC, причем предпочитаются температуры 220-300oC, особенно около 250oC.
Элементы 119 могут быть заделаны в корпусе 111 формы путем его отливки вместе с элементами на месте или в нем могут быть выполнены отверстия (например, сверлением), в которые вставляют элементы. Элементы 199 обычным образом соединены с подходящим контрольным устройством (не показано) для регулирования мощности. Элементы могут быть подсоединены для отдельного контроля или сгруппированы по зонам с раздельным контролем. В корпусе 111 формы вблизи формующей поверхности могут быть также помещены термопары (не показаны) для снятия температурных показателей в соответствующих точках, чтобы можно было контролировать температуры по формующей поверхности. Дополнительный способ внутреннего нагрева вакуумной формы заключается в пропуске горячего воздуха или газа через вакуумную систему (т.е. трубу 117, камеру 116 и каналы 118), с тем чтобы горячий воздух или газ выходили из отверстий в формующей поверхности, тем самым нагревая ее.
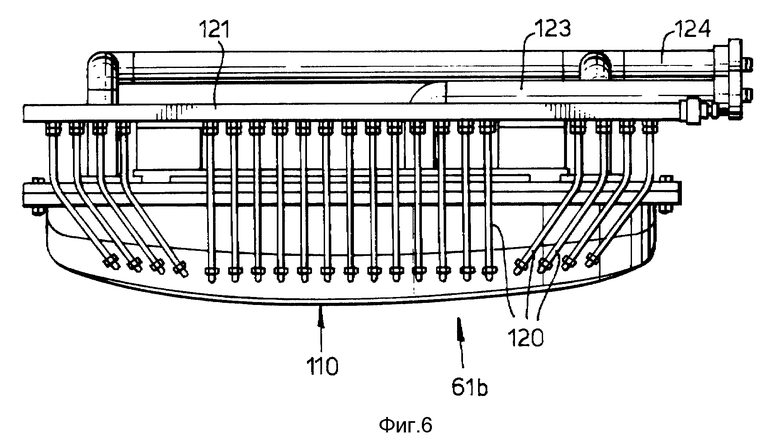
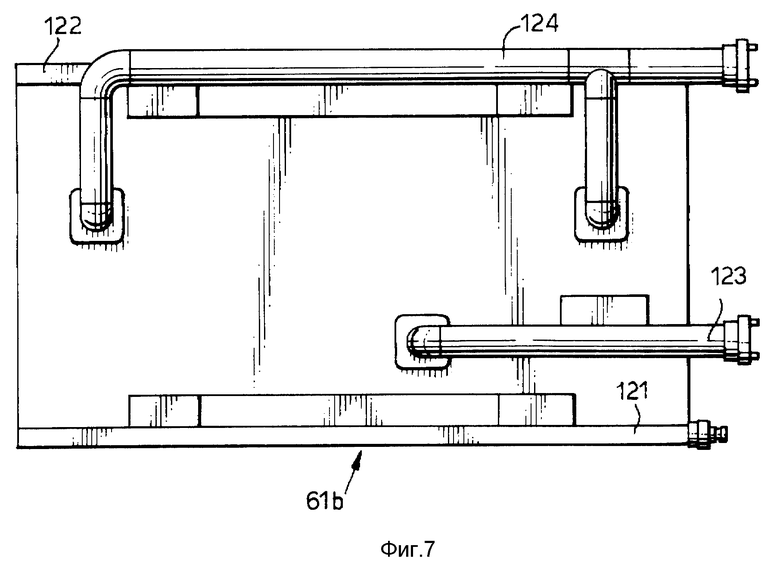
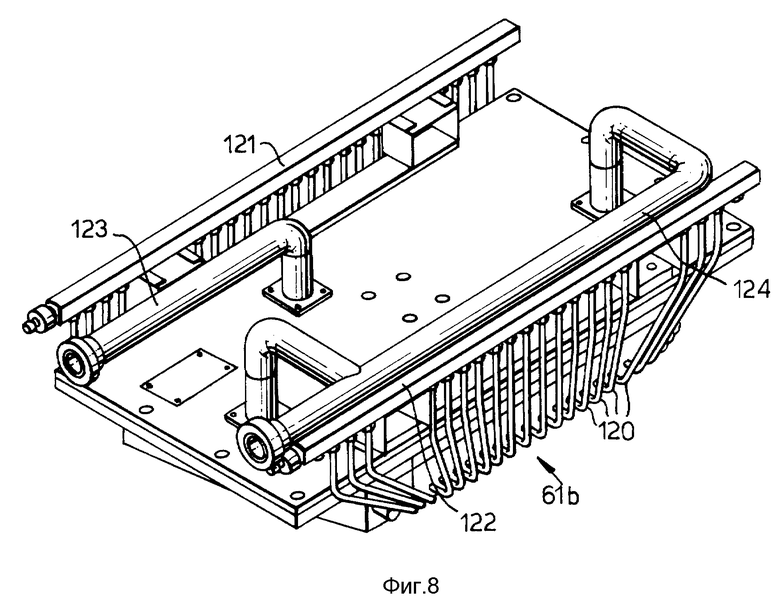
На фиг.6-8 показана альтернативная верхняя форма 61b. Как и верхняя форма 61a, эта форма также является вакуумной формой с внутренним нагревом, но нагрев осуществляется новым способом - пропуском горячей среды через каналы в форме, например, в виде отверстий. Форма отлита из алюминиевого сплава, стойкого к высоким температурам, и содержит отверстия, которые при виде сверху пересекают форму по ее ширине. Отверстия соединены с трубками 120, которые могут быть из стали, или альтернативно трубки 120 могут проходить прямо через форму, будучи залитыми в форму. На одной стороне формы трубки 120 объединены с впускной распределительной трубой 121, а с другой стороны соединены с выпускной коллекторной трубой 122, при этом горячая среда циркулирует через каналы в форме, распределительную и коллекторную трубы и трубки. К подходящим средам относятся минеральные или синтетические масла, которые имеют низкую испаряемость при 300oC и удельную теплоемкость в 1,5-2,5 кДж/кг. Используя такие масла при 300oC, можно при внутреннем диаметре трубок 120 в 8-10 мм и расходе среды около 1 дм3/с достигнуть на формующей поверхности 110 температур в 200-250oC. Температуру формующей поверхности можно контролировать, регулируя либо температуру, либо расход среды.
Как и верхняя форма 61a, форма 61b может быть снабжена внутренней камерой, соединенной с источником разряжения или избыточного давления и сообщающейся с отверстиями в формующей поверхности. В действительности конкретная форма, показанная на фиг.6-8, снабжена тремя камерами: центральной камерой и двумя крайними камерами, расположенными по длине формы. Центральная камера соединена с трубопроводом 123 для создания разряжения и подачи сжатого воздуха, а крайние камеры также соединены с трубопроводом 124 для создания разряжения и подачи сжатого воздуха. Эта многоканальная конструкция делает возможным, например, обеспечить иные степени присасывания на крайних участках формующей поверхности по сравнению с серединой, что является полезным для определенных профилей. Эта конструкция не ограничивается применением на форме типа 61b, но может быть также использована на форме типа 61a.
Важные различия между двумя типами верхней формы заключаются в средствах нагрева и в используемых материалах. Каждый тип материала имеет преимущества при различных ситуациях. Жаропрочная форма 61a более долговечна, причем материал формы практически не накладывает каких-либо ограничений на рабочую температуру. Однако алюминиевый сплав формы 61b имеет такое тепловое расширение, что при нагревании от окружающей до своей рабочей температуры в 200-250oC он расширяется почти на такую же величину, как и стеклянный лист при нагревании от окружающей среды до его температуры гибки около 600oC. Это означает, что форму можно обрабатывать на станке в соответствии с профилем гнутого листа, необходимым при окружающей температуре, без какой-либо компенсации на тепловое расширение. Так как материал поддается обработке на станке, то могут быть сделаны изменения в форме, требующие удаления материала, в то время как новую жаропрочную форму нужно было бы отливать, если не была использована современная механическая обрабатываемая керамика. Максимальная температура, при которой форма 61b может работать, зависит от конкретного используемого материала. Разрабатываются высокотемпературные сплавы, которые могут позволить работать при температурах, близких к 300oC. Хотя и предпочитается, чтобы форма с нагревом теплообменной средой была изготовлена из алюминиевого сплава, а форма с электрическим нагревом - из керамики, инженер, конечно, может использовать различные сочетания материалов форм и способов нагрева.
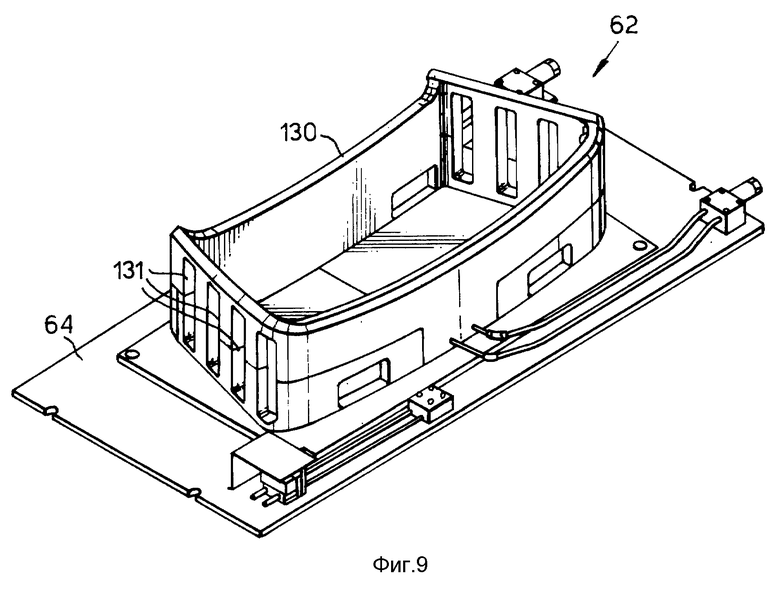
На фиг.9 показана нижняя форма 62, которая имеет вогнутую форму и содержит формующую поверхность в виде непрерывного формующего борта 130, который является взаимодополняющим по отношению к периферии полнолицевой формующей поверхности 110 верхней формы 61. Торцевые стенки формы снабжены вертикальными прорезями 131 для помещения опор и приводных валов для роликов 59 (не показаны на фиг.9), если необходимо поднять нижнюю форму 62 относительно роликов. Альтернативно нижняя форма может принять вид формующей перекладины, опирающейся на вертикальные стержни, между которыми могут быть помещены опоры и привода роликов.
Форма на фиг. 9 не нагревается изнутри, но также могла бы нагреваться, например, с применением способов электронагрева или нагрева маслом, описанных в связи с фиг.3, 4, 5 и 7. Нижняя форма предпочтительно нагревалась бы тогда, когда она была полнолицевой нижней формой, используемой, возможно, с верхней формой контурной или кольцевой конфигурации.
После гибки лист перемещают к узлу резкого охлаждения, где он может быть соответствующим образом закален обычными средствами, например, струями воздуха, несмотря на то что он был согнут при низкой температуре. Гнутый и закаленный лист затем удаляют из узла резкого охлаждения и выгружают обычными средствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКАЛКИ ЛИСТА СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2025468C1 |
| СПОСОБ ПЕРЕДАЧИ СТЕКЛЯННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2092460C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СТЕКЛЯННЫХ ЛИСТОВ | 1991 |
|
RU2036861C1 |
| УСТРОЙСТВО ДЛЯ ПРИЖИМНОЙ ГИБКИ РАЗМЯГЧЕННОГО ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2009108C1 |
| ПРЕССОГИБОЧНОЕ УСТРОЙСТВО ДЛЯ ГИБКИ СТЕКЛЯННОГО ЛИСТА | 1990 |
|
RU2031864C1 |
| ШТАМП ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2069647C1 |
| ПЕЧЬ И СПОСОБ НАГРЕВА ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2090523C1 |
| ПЕЧЬ И СПОСОБ ИЗГИБАНИЯ СТЕКЛА | 1994 |
|
RU2137723C1 |
| НЕЙТРАЛЬНОЕ СТЕКЛО С НИЗКИМ КОЭФФИЦИЕНТОМ ПРОПУСКАНИЯ | 1994 |
|
RU2129101C1 |
| ЗЕЛЕНОЕ СТЕКЛО | 1990 |
|
RU2067559C1 |
Изобретение относится к пресс-огибке и закалке стеклянных листов, особенно для использования в качестве остекления в транспортных средствах. Способ гибки и закалки тонкого стеклянного листа включает прессование по существу горизонтального листа между формами, имеющими противоположные взаимно дополняющие формующие поверхности, причем, по крайней мере, одна из указанных формующих поверхностей поддерживается при температуре 200-350°С, и последующее резкое охлаждение поверхностей листа. Охарактеризовано устройство для реализации способа. Достигаемый технический результат: упрощение технологии гибки и закалки тонкого стеклянного листа при высоком качестве изделия. 2 с. и 16 з.п. ф-лы, 9 ил.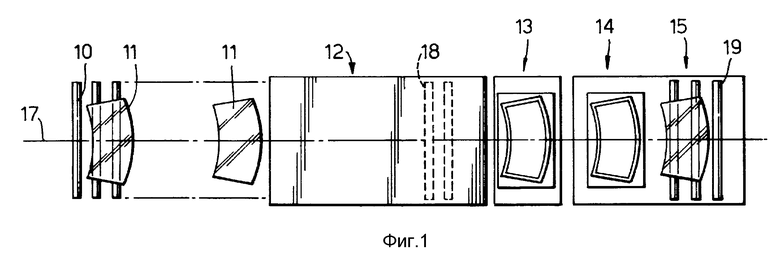
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| DE 4208219 C1, 06.05.93 | |||
| ПРОИЗВОДНЫЕ ЗАМЕЩЕННОГО ПУРИНИЛА, ОБЛАДАЮЩИЕ ИММУНОМОДУЛЯТОРНОЙ АКТИВНОСТЬЮ, ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ И СПОСОБ ЗАМЕДЛЕНИЯ РОСТА ОПУХОЛИ | 1995 |
|
RU2191189C2 |
| УСТРОЙСТВО ДЛЯ ПРИЖИМНОЙ ГИБКИ РАЗМЯГЧЕННОГО ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2009108C1 |
| СПОСОБ ПЕРЕДАЧИ СТЕКЛЯННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2092460C1 |
| RU 95105792 A1, 27.01.97. | |||
