Изобретение относится к способу обработки стекла и устройству для осуществления этого способа.
Вид обработки стекла по данному изобретению представляет собой нанесение декоративного покрытия на поверхность стеклянного основания для придания стеклу требуемого видимого (декоративного) внешнего вида.
Стеклянное основание поэтому обеспечивает необходимую прочность изделию из композиционного материала (основание плюс декоративное покрытие), а единственным требованием декоративного покрытия является то, что оно может оставаться скрепленным с поверхностью стеклянного основания на протяжении всего срока службы изделия и может выдерживать любые воздействия окружающей среды, которым оно может подвергаться при использовании и которые могут иметь тенденцию к отделению покрытия от основания. Другими словами, требуется прочное декоративное покрытие для стеклянного основания, которое может наноситься на стеклянное основание простым и надежным способом, не оказывая неблагоприятного воздействия на конструктивную целостность основания.
Настоящее изобретение было разработано первоначально в связи с покрытием стеклянного основания для использования в архитектуре, например для окон зданий, и в этом случае покрытие обычно будет наноситься на внутреннюю поверхность основания. В альтернативном варианте, для иного назначения, например для душевых перегородок, покрытие будет обычно располагаться на внешней поверхности основания. Другие возможные варианты назначения будут включать в себя использование в автомобильной промышленности.
Конечно хорошо известно нанесение декоративных листов на бумажной или виниловой основе на стеклянное основание при использовании подходящих адгезивов, что может быть приемлемым для использования в помещении, но такие листы непрочны и могут соединяться со стеклянным основанием только на некоторое время.
Для наружного применения на зданиях декоративный эффект на листах профильного стекла может быть получен на коммерческой основе посредством дорогостоящих процедур подкрашивания, при которых подходящий красящий материал вносят в состав компонентов материала, из которого получают стекло. Это требует тщательного контроля за процессом смешивания, чтобы достичь преимущественно равномерного окрашивания стекла, и, кроме того, что этот процесс является дорогостоящим, он не обеспечивает возможности разнообразия декоративных эффектов помимо равномерного окрашивания всего стекла. В альтернативном варианте требуемый декоративный эффект может быть получен путем печати на поверхности стекла керамическими или эмалевыми красителями. Однако вследствие проблем, связанных с совмещением, печать с использованием более одного цвета является очень сложной.
Известно также нанесение прочных покрытий на стеклянные листы, которые вставляют в стену (или стены) корта для игры в сквош (или подобные игры), где расположенные на расстоянии друг от друга точки керамической краски наносят на поверхность листов таким образом, чтобы (1) для игроков на корте внутренняя поверхность стены казалась непрозрачной, и (2) для зрителей, наблюдающих за игрой снаружи корта, стена казалась прозрачной.
Использование стен из прозрачно-непрозрачного стекла на спортивных кортах оказалось коммерчески очень выгодным и позволило большому количеству зрителей наблюдать за спортивными соревнованиями, что было невозможно ранее. Покрытие должно наноситься на стеклянное основание таким образом, чтобы оно было прочным, поскольку оно будет испытывать постоянные удары мяча, а иногда и удары игроков о стену.
Необходимое множество точек наносят способом печати, при котором точки керамической краски наносят на копировальную бумагу или бумагу для слайдов с водной основой, а затем переносят их на поверхность стекла. Погружение бумаги в воду позволяет переносить точки краски на поверхность стекла как переводную картинку, и они на какое-то время остаются прикрепленными к стеклу в нужном положении, что достигается исключительно ручной операцией.
Чтобы получить прозрачно-непрозрачное стекло, печать наносят в виде рисунка из перемежающихся прозрачных и белых точек размером 1 мм, причем сзади белых точек печатается черная точка. Это создает тот эффект, что внутри корта при ярком свете, направленном на белые точки, внутренняя поверхность кажется игроку непрозрачной, тогда как зрителю, смотрящему из темноты на ярко освещенный корт через напечатанные прозрачные точки и черную сторону белых точек, стена кажется прозрачной.
После переведения и временного закрепления точек на поверхности стекла стеклянное основание подвергают обычному процессу закалки такого типа, какой используют для получения закаленного стекла. Способ закалки стекла хорошо известен специалистам в области технологии стекла и не нуждается в подробном описании.
Ключевым моментом этого способа (прочное покрытие стеклянного основания) является то, что "точки" керамической краски, перенесенные на стеклянную поверхность, сплавляются со стеклом при последующем процессе закалки, которому необходимо подвергать основание, принимая во внимание факторы нагрузки, которым оно должно будет противостоять в процессе использования.
Однако, хотя этот способ стал пользоваться большим успехом и оказался коммерчески выгодным для заказчиков, имеется определенная специфика нанесения прочных покрытий на стеклянное основание, связанная с необходимостью применения значительного количества ручного труда, и качество покрытия зависит от того, насколько внимательно относится работник к поставленной перед ним задаче. Это допустимо для данного конкретного случая применения, но не может быть приемлемым для крупномасштабного нанесения декоративных покрытий на стеклянное основание, к которому относится данное изобретение.
Так, использование переводных изображений на водной основе требует ручных операций и будучи допустимым для многократного переноса небольших участков изображения, является неприемлемым для крупномасштабного производственного процесса. Кроме того, в данное время производительность ограничивается размером отдельных листов, составляющим примерно 60•80 см.
Методика использования напечатанных на основе водных переводных изображений используется также на протяжении многих лет при изготовлении керамических и фарфоровых изделий (для нанесения переводных изображений, которые затем скреплялись с изделием в процессе обжига), и необходимость применения ручного труда является приемлемой в этом производстве для обеспечения качественной работы. И техника нанесения точек керамической краски на стеклянные стены кортов была позаимствована из этого производства, являясь в то же время уникальной, так как водные переводные изображения наносились на закаленные стеклянные изделия.
Однако в качестве первоначальной попытки расширить концепцию переведения точек керамической краски и последующего сплавления их с поверхностью стекла в процессе закалки имеет место существующая технология, эффективно обеспечивающая печать "в цвете", которую применяют для окон как, в сущности, постоянное декоративное покрытие, и в этой технологии используют водное переводное изображение или "переводную картинку", а также используют последующий процесс закалки, причем сначала наносится сплошное изображение, т.е. имеет место полное покрытие стеклянного основания, а затем изображение последовательно перфорируют, обеспечивая получение отверстий размером 1 мм (чтобы можно было смотреть через окна изнутри). Затем перфорированное изображение переносят на основание вручную, используя технологию водного слайда. Обладая недостатками, присущими концепции печатания, этот способ имеет то преимущество, что в нем отсутствует проблема совмещения нескольких цветов поверх друг друга, поскольку сначала может быть отпечатан сплошной цветовой фон, в котором затем производят перфорацию, чтобы можно было видеть сквозь стекло.
Однако, хотя эта технология, применяемая для кортов, получила распространение и была принята крупными производителями стекла и является приемлемой в коммерческом отношении, она все же основана на переводных изображениях и поэтому требует ручного труда, что является недостатком, поскольку увеличивает время производства и затраты на рабочую силу.
Таким образом, существует очевидная необходимость в более усовершенствованном процессе обработки стекла с нанесением прочных декоративных покрытий автоматизированным способом при сохранении надежности и точности нанесения отпечатанных изображений на основание. Желательно также использовать листы с изображением шириной не менее 2,2 метров и в виде непрерывной петли, как это имеет место при печати на ткани.
Настоящее изобретение направлено на эту задачу и использует уникальное сочетание способа и устройства для достижения этой задачи.
Поэтому в данном изобретении используется другой тип переноса нужного изображения (изображений), которое может быть нанесено на стеклянное основание и скреплено с ним до закалки стекла таким способом, который позволяет автоматизировать процесс, чтобы повысить производительность при сохранении удовлетворительного качества изображения после его переноса и последующего сцепления со стеклянным основанием вследствие процесса тепловой обработки.
В соответствии с первым аспектом данного изобретения обеспечивается автоматический способ нанесения декоративного покрытия на поверхность плоского стеклянного листа, включающий в себя следующие стадии:
непрерывную подачу стеклянных листов и отделяющихся под действием тепла переводных изображений на носителе переводных изображений в припрессовочную установку;
подачу тепла к носителю переводных изображений для одновременного отделения переводного изображения от носителя и нанесения его на подведенную поверхность соответствующего листа стекла, непрерывно проходящего через припрессовочную установку;
непрерывное перемещение стеклянных листов с переведенным изображением к закрепляющей изображение накопительной печи;
медленное нагревание стеклянных листов до заданной температуры для удаления всех связывающих веществ с переводного изображения и прикрепления изображения к стеклянным листам для их декорирования.
Предпочтительно, заданную температуру выбирают такой, чтобы произошло сцепление переводных изображений со стеклянными листами посредством их сплавления и отверждение переводных изображений с приобретением красками глянца.
Способ может включать в себя следующие стадии:
медленное охлаждение декорированных листов в закрепляющей изображение печи;
непрерывную подачу декорированных стеклянных листов в закалочную печь и быстрое нагревание и охлаждение декорированных стеклянных листов для их закалки, сплавление переводных изображений со стеклянными листами и отверждение переводных изображений с приобретением красками глянца.
Предпочтительно, способ включает в себя стадию предварительного нагревания стеклянных листов, чтобы они имели заданную температуру при нанесении на них переводных изображений для улучшения сцепления переводных изображений со стеклянными листами.
Переводные изображения, нанесенные на стеклянные листы, могут быть перфорированы таким образом, чтобы декорированное стекло стало, в сущности, прозрачным при взгляде на него в одном направлении и, в сущности, непрозрачным при взгляде на него в противоположном направлении.
Переводные изображения на носителе могут быть перфорированными. Предпочтительно, переводные изображения на носителе не являются перфорированными и становятся таковыми, когда они удалены с носителя и нанесены на стеклянные листы.
Способ может включать стадию покрытия стеклянного листа промежуточным слоем отделяющегося под действием тепла вещества по заданному шаблону, на который наносят переводное изображение, так что при нагревании стеклянного листа в закрепляющей изображение печи отделяющееся под действием тепла вещество предотвращает сплавление части переводного изображения со стеклянным листом, чтобы получить декорированный стеклянный лист, являющийся, в сущности, прозрачным при взгляде на него в одном направлении и, в сущности, непрозрачным при взгляде на него в противоположном направлении.
Предпочтительно, отделяющееся под действием тепла вещество активируют теплом для удаления части переводного изображения после его сплавления путем испарения через сплавленное переводное изображение. Предпочтительно, используют отделяющееся под действием тепла вещество, позволяющее удалить часть переводного изображения после сплавления посредством предотвращения сцепления переводного изображения непосредственно с поверхностью стеклянного листа. Предпочтительно, часть переводного изображения удаляют посредством растворения отделяющегося под действием тепла вещества.
Предпочтительно, отделяющееся под действием тепла вещество представляет собой воск, температура плавления или испарения которого выше температуры сплавления переводного изображения.
Способ может включать в себя стадию обеспечения переводных изображений, имеющих промежуточный слой отделяющегося под действием тепла вещества, нанесенного по заданному шаблону, так что при отделении переводного изображения от носителя под действием тепла только часть всего переводного изображения, помещенного на носителе, переходит на стеклянный лист, и после нанесения на стекло переводного изображения стеклянный лист становится, в сущности, прозрачным при взгляде на него в одном направлении и, в сущности, непрозрачным при взгляде на него в противоположном направлении.
В соответствии со вторым аспектом данного изобретения обеспечивают автоматизированную линию по производству декорированных стеклянных листов для декорирования поверхности стеклянного листа, содержащую:
средство подачи стекла для последовательной подачи стеклянных листов к припрессовочной установке;
средство подачи переводных изображений для подачи отделяющихся под действием тепла переводных изображений на носителе в припрессовочную установку;
нагревательное устройство, установленное в указанной припрессовочной установке для приема указанного носителя переводных изображений и каждого стеклянного листа и обеспечивающее одновременное отделение переводного изображения от носителя под воздействием тепла и нанесение переводного изображения на подведенную поверхность каждого соответствующего стеклянного листа;
промежуточное средство подачи стекла для подачи листов с нанесенным на них переводным изображением в закрепляющую изображение печь и
нагревательное средство в указанной закрепляющей изображение печи для медленного нагревания каждого листа с нанесенным переводным изображением до заданной температуры для удаления всех связывающих веществ с переводного изображения и прикрепления изображения к соответствующему стеклянному листу для его декорирования.
Заданная температура поверхности стекла может быть не выше чем примерно 520oС. Предпочтительно, заданная температура поверхности стекла является достаточной для сплавления переводного изображения со стеклянными листами и отверждения переводного изображения с приобретением красками глянца. Заданная температура поверхности стекла может быть примерно 570oС.
Производственная линия может иметь закалочную печь, установленную после указанной закрепляющей изображение накопительной печи и имеющую нагревательное средство для нагревания декорированных стеклянных листов до температуры закаливания для закалки декорированных стеклянных листов, сплавления переводного изображения со стеклянными листами и отверждения переводного изображения с приобретением красками глянца.
Производственная линия может иметь установленную в своем начале печь предварительного нагрева для непрерывного приема стеклянных листов и нагревания их до температуры предварительного нагрева и выгрузки предварительно нагретых стеклянных листов на средство перемещения стекла, при этом температура предварительного нагрева выбирается таким образом, чтобы улучшить сцепление переводных изображений со стеклянными листами. Предпочтительно, температура предварительного нагрева стеклянных листов составляет примерно 120oС.
Нагревательное устройство, установленное в припрессовочной установке, может представлять собой валик. Этот валик может быть покрыт кремнием.
Производственная линия выполнена с возможностью декорирования стеклянных листов шириной примерно 2,2 м.
Предпочтительно, закрепляющая изображение накопительная печь имеет несколько различных уровней, а производственная линия снабжена подъемным устройством, расположенным перед закрепляющей изображение накопительной печью с подъемником, выполненным с возможностью непрерывного приема стеклянных листов с нанесенными изображениями и переноса их к одному из нескольких различных уровней в закрепляющей изображение накопительной печи.
Далее будет описан предпочтительный вариант изобретения со ссылкой на следующие прилагаемые чертежи:
фиг. 1 представляет собой вид в перспективе автоматизированной линии по производству декорированных стеклянных листов в соответствии с данным изобретением;
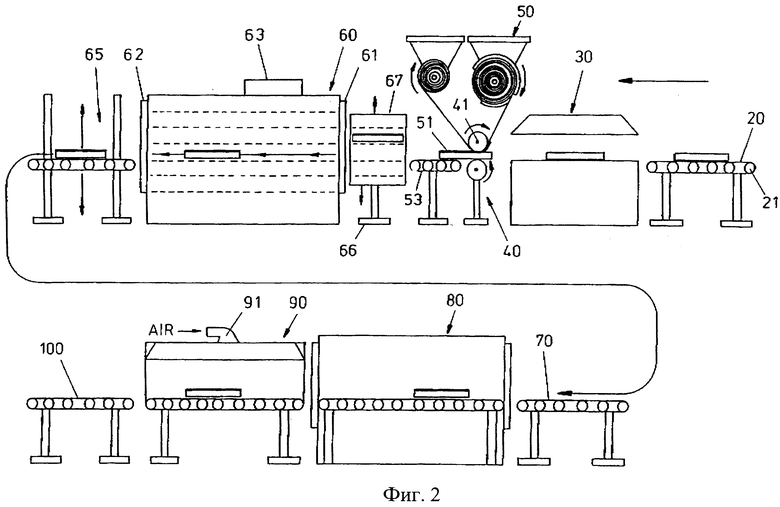
фиг. 2 - схематическое изображение с частичным сечением производственной линии по данному изобретению;
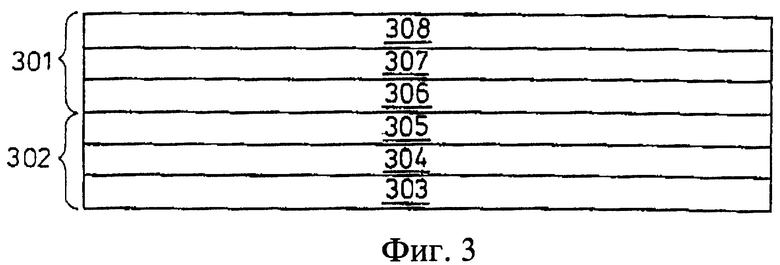
фиг. 3 - схематически изображенное поперечное сечение без соблюдения масштаба, иллюстрирующее отделяющееся под действием тепла переводное изображение на носителе для использования в настоящем изобретении;
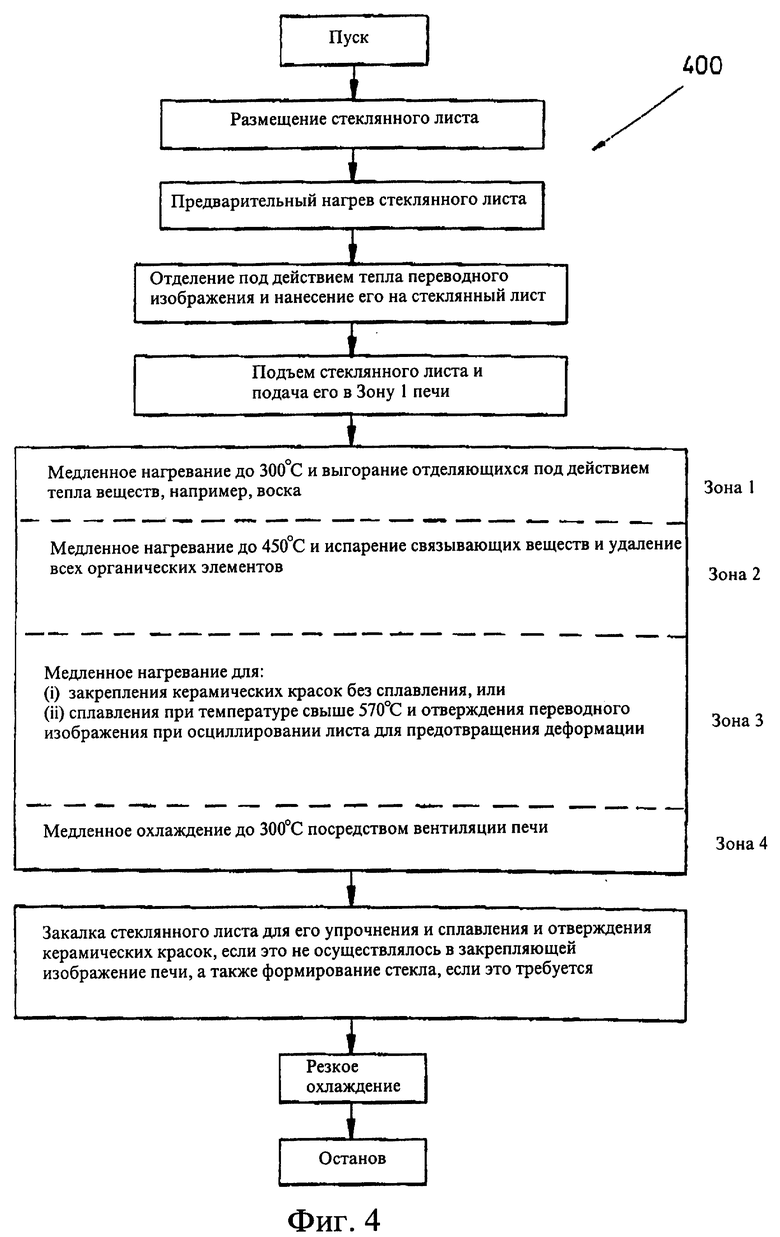
фиг. 4 представляет собой схему последовательности операций, иллюстрирующую автоматизированный способ декорирования стеклянных листов по данному изобретению.
На фиг.1 и 2 показана автоматизированная линия по производству декорированных стеклянных листов, обозначенная позицией 10. Производственная линия 10 действует в направлении справа налево на фиг.1. Предпочтительно, производственная линия рассчитана на обработку стеклянных листов шириной до 2,2 м и длиной до 4 м. Одинаковые позиции на различных фигурах относятся к одним и тем же деталям.
Производственная линия имеет средство подачи стекла в виде загрузочного стола 20 длиной примерно 2-4 м для приема стеклянных листов, подлежащих декорированию. Загрузочный стол имеет установочное средство 21, обеспечивающее правильное расположение стеклянных листов. Предпочтительно, установочное средство имеет опоры в форме резинов роликов для облегчения размещения стеклянного листа, хотя на фиг.1 показаны просто ролики. Средство подачи стекла может иметь приводное транспортирующее средство (не показано) для автоматической подачи стеклянных листов на производственную линию.
Эта производственная линия затем имеет печь 30 предварительного нагрева длиной примерно 4 м. Печь предварительного нагрева имеет средство инфракрасного нагрева и устройство температурного контроля, чтобы стекло, выходящее из печи, имело заданную температуру предварительного нагрева. Температура предварительного нагрева выбирается таким образом, чтобы улучшить сцепление переводного изображения с поверхностью соответствующих стеклянных листов, как это будет описано ниже.
После печи предварительного нагрева расположена припрессовочная установка. Ее длина составляет примерно 0,5 м, и она имеет нагревательное устройство 41 в виде нагретого валика с кремниевым покрытием. Имеется также средство подачи переводных изображений, но оно не показано на фиг.1 из соображений лучшей наглядности. Средство подачи переводных изображений имеет переводные изображения 51 на носителе 52 и подробно описано ниже. Промежуточное средство 53 подачи стекла в виде приводного роликового стола длиной примерно 2-4 м принимает декорированные стеклянные листы от припрессовочной установки.
Закрепляющая изображение накопительная печь 60 расположена после промежуточного средства подачи стекла. Подъемное устройство 66, не показанное на фиг. 1, расположено между промежуточным средством 53 подачи стекла и закрепляющей изображение накопительной печью. Накопительная печь имеет длину примерно от 4 до 16 м. Закрепляющая изображение печь имеет входную дверцу 61, выходную дверцу 62 и вытяжное средство 63 для удаления газов, вырабатываемых при операции закрепления изображения. Накопительная печь имеет последовательно расположенные четыре зоны с различными температурами. Каждая зона имеет нагревательное средство и соответствующее устройство регулирования температуры, чтобы регулировать температуру в каждой зоне при соответствующих заданных температурах с тем, чтобы нагревать поверхность стеклянных листов до заданной температуры. Каждая из четырех зон имеет стеллаж с шестью уровнями, каждый из которых представляет собой поверхность, состоящую из приводных роликов, которая может принимать стеклянный лист с нанесенным на него изображением. Ролики первой, второй и четвертой зон имеют, предпочтительно, хромовое покрытие, а в третьей зоне они, предпочтительно, выполнены из керамического материала. Четыре зоны накопительной печи могут быть модульными, так что зоны могут быть исключены или добавлены, чтобы накопительную печь можно было применять для конкретных целей или для работы со стеклянными листами различной длины.
Обычно количество ломаного стекла в ходе его обработки составляет порядка 2-3%. Для удаления поломанных стеклянных листов из накопительной печи каждый уровень каждой зоны снабжен поддоном, чтобы каждый уровень каждой зоны мог независимо выводиться из печи для удаления поломанных стеклянных листов без каких-либо помех со стороны других обрабатываемых стеклянных листов и без необходимости их удаления.
Подъемное устройство 66 имеет подъемник 67 с шестью уровнями из приводных роликов, подобными уровням в накопительной печи. Путем соответствующего регулирования положения подъемника в подъемном устройстве и регулирования приводных роликов на различных уровнях в зонах декорированные переводными изображениями стеклянные листы могут приниматься из промежуточного средства подачи стекла и обрабатываться в нужном цикле нагрева при прохождении через накопительную печь. Таким образом, накопительная печь действует в качестве буфера, чтобы стеклянные листы с нанесенным переводным изображением могли непрерывно приниматься и проходить через закрепляющую изображение печь в процессе обработки, не рассчитанном на одноразовую загрузку.
Декорированные стеклянные листы поступают из закрепляющей изображение печи на промежуточный стол 65 длиной примерно 1,5-4 м, который регулируется по высоте, чтобы принимать декорированные стеклянные листы с различных уровней накопительной печи. Дополнительное средство 70 подачи стекла длиной примерно 1,5-4 м расположено после закрепляющей изображение печи. В производственной линии имеется также закалочная печь 80, расположенная после закрепляющей изображение накопительной печи, в которую автоматически подаются декорированные стеклянные листы дополнительным средством подачи стекла. Закалочная печь имеет нагревательное средство и устройство регулирования температуры (не показано), чтобы регулировать температуру стеклянных листов, проходящих через закалочную печь. Зона 90 резкого охлаждения следует за закалочной печью и имеет охлаждающее средство 91 в виде центробежного вентилятора для резкого охлаждения декорированного стекла после его выхода из закалочной печи. Наконец, предусмотрен разгрузочный стол 100 для окончательного контроля декорированных закаленных стеклянных листов.
Вся производственная линия имеет соединенное с ней регулирующее устройство (не показано), чтобы обеспечить полную автоматизацию и непрерывность процесса декорирования и закалки. От загрузочного стола 20 и до промежуточного стола 65 все устройства имеют механизированные средства перемещения стекла, так что стекло проходит эти стадии со скоростью примерно 3 м/мин (0,05 м/с). Общая длина декорирующей секции производственной линии составляет примерно от 14 до 40 м. Общая длина закалочной секции от дополнительного средства 70 подачи стекла до разгрузочного стола 100 составляет примерно 20 м. Следует отметить, что накопление стеклянных листов в закрепляющей изображение печи обеспечивает буферный эффект, позволяющий отдельным стеклянным листам находиться в неподвижном состоянии в закрепляющей изображение печи при поддержании постоянного потока через декорирующую секцию производственной линии со средней скоростью 3 м/мин.
До описания автоматизированного способа декорирования стеклянных листов переводное изображение и носитель переводного изображения будут описаны со ссылкой на фиг.3. Хотя на фиг.2 показан рулон носителя переводного изображения, в качестве альтернативы могут быть использованы также и отдельные листы носителя. Отдельные листы носителя изображения могут быть соединены встык для получения рулона носителя. Специалисту должно быть понятно, как приспособить показанное на чертеже средство подачи переводных изображений для отдельных листов носителя переводных изображений.
Переводное изображение 301 на носителе 302 схематично показано в поперечном разрезе на фиг.3 и в целом обозначено позицией 300. Носитель 302 переводных изображений представляет собой отделяемую основу и содержит три слоя. Нижний бумажный слой 303 выбирается с соответствующими свойствами, например с толщиной, допускающей проникновение сквозь нее тепла, и с соответствующей стабильностью размеров. Первое покрытие 304, или барьерный слой, на бумаге, и слой отделяющегося под действием тепла вещества 305. Барьерный слой делает эту сторону бумаги менее пористой, а следовательно непроницаемой для отделяющегося под действием тепла вещества. Барьерный слой может быть в виде герметичного покрытия, такого как крахмальный казеин, клей, силикат щелочного металла, жидкое стекло или другие силикаты щелочных металлов с диспергированным в них наполнителем. Материал барьерного слоя должен быть устойчивым и относительно невосприимчивым к температурным изменениям. Барьерный слой имеет своим результатом также более ровный и однородный слой отделяющегося под действием тепла вещества.
Предпочтительно, отделяющееся под действием тепла вещество представляет собой воск растительного или минерального происхождения с относительно высокой точкой плавления. Более приемлемым воском является полиэтиленгликоль (PEG), имеющий высокий молекулярный вес, составляющий, как минимум, 1000, например соединения CARBOWAX (товарный знак) 400 и 600. Приемлемые воски имеют относительно невысокую растворяемость и устойчивость к проникновению углеводородов нефти. Предпочтительна также способность к горению без чрезмерного осаждения углерода. Обычно твердые полиэтиленгликоли могут иметь температуру размягчения примерно в диапазоне 65-180oС, чтобы они могли обеспечить требуемые свойства по отделению под действием тепла.
Носитель 302 переводных изображений может представлять собой просто бумагу. Переводное изображение 301, соответствующее изображению, которым должны быть декорированы стеклянные листы, напечатано в перевернутом виде на бумаге керамической краской. Нижнее покрытие, т.е. базовое или основное покрытие 306, содержащее прозрачную смолистую пленку, сначала наносят на верхнюю поверхность отделяющегося под действием тепла вещества, а затем изображение 307 печатают в перевернутом виде на базовом покрытии. Базовое покрытие служит подложкой оттиска для керамической краски. Базовое покрытие, предпочтительно, образовано из того же органического материала, что и основная часть или связывающее вещество напечатанного изображения. Базовое покрытие может содержать пластифицированный полиакрилат, например полимеризованный акрилат или полиметил-метакрилат.
Изображение представляет собой, предпочтительно, напечатанный сетчатый трафарет либо в альтернативном варианте может быть использована литографская офсетная печать. Изображение 307 может быть напечатано с использованием четырехкрасочной печати, отдельного печатания дополнительной краской или того и другого вместе, увеличенной четырехкрасочной печати. Понятно, что напечатанное изображение обычно будет включать в себя слой состава или композита, содержащий множество различных керамических цветовых композиций, образующих нужное изображение.
Наконец, на напечатанное изображение наносят слой термопластичного или активируемого при нагревании клея 308 в качестве временного связующего со стеклянным листом. Активируемый при нагревании клей обычно содержит полиметил-метакрилаты или производные целлюлозы и включает в себя активируемый при нагревании пластификатор. Приемлемые термопластичные или активируемые при нагревании адгезивные материалы включают в себя малеатную смолу и поливинилметиловый эфир.
В керамических красках для печатания переводных изображений используют обычно 40% связующего вещества и 60% растворителя в зависимости, например, от применяемого способа печати и бумаги. Обычно в качестве связующих веществ используют полиакрилаты, такие как полиметилметакрилаты или производные целлюлозы, такие как сложный или простой эфир целлюлозы. В качестве растворителей обычно используют органические растворители с низким давлением насыщенного пара, такие как этилен-гликольмонобутиловый эфир с приемлемым пластификатором.
Нанесенное на бумагу связующее после испарения растворителя имеет типичный состав из одной части связующего на две части керамической краски. Связующее для керамических красок, предпочтительно, выбирается таким образом, что его температура размягчения значительно превышает температуру размягчения отделяющегося под действием тепла вещества и вещества, которое распадается, т. е. испаряется быстро, не проходя через продолжительную жидкую фазу. Кроме того, связующее должно испариться, т.е. выгореть, полностью до того, как подверженные стеклованию компоненты керамической краски начнут размягчаться или плавиться. Керамическая краска имеет типичный состав из одной части пигмента на девять частей стеклообразной фритты. Обычно оксиды металлов используют в качестве пигмента, а стеклообразная фритта представляет собой, в сущности, тонкоизмельченное стекло.
Декорированные стеклянные листы могут быть выполнены таким образом, что они являются, в сущности, прозрачными при взгляде на них в одном направлении и, в сущности, непрозрачными при взгляде на них в противоположном направлении, что достигается путем получения соответствующих перфорационных отверстий в изображении на стеклянном листе. Вначале это было достигнуто на маленьких листах, а не на больших закаленных стеклянных листах, приемлемых для использования в строительной и автомобильной промышленностях. Стеклянные листы кажутся непрозрачными при взгляде на них в одном направлении, потому что свет отражается назад к наблюдателю от отражательной части, например части белого цвета, этой стороны изображения, и поэтому наблюдатель не замечает присутствия отверстий в изображении. Противоположная сторона изображения имеет менее отражательную часть, например часть черного цвета, и поэтому меньшее количество света отражается назад к наблюдателю, смотрящему с противоположной стороны. Поскольку свет не отражается назад к наблюдателю, наблюдатель видит только свет, проходящий через перфорационные отверстия в изображении, и поэтому декорированные стеклянные листы кажутся ему, в сущности, прозрачными. Использование производственной линии в производстве прозрачного с одной стороны декорированного стекла рассмотрено ниже.
Способ производства листов декорированного стекла по данному изобретению далее описан со ссылкой на фиг.2 и 4. На фиг.4 показана схема последовательности операций, обозначенная позицией 400, иллюстрирующая способ.
Лист стекла шириной примерно 2,2 м промывают, сушат и правильно размещают на загрузочном столе 20. Резиновые шариковые опоры помогают правильно расположить стеклянный лист. Производственную линию приводят в действие, и стеклянный лист автоматически перемещается со скоростью 3 м/мин (0,05 м/с) к печи 30 предварительного нагрева. Печь предварительного нагрева регулируется таким образом, чтобы нагревать поверхность стекла до температуры предварительного нагрева около 120oС. Температура предварительного нагрева выбирается таким образом, чтобы увеличить сцепление переводного изображения со стеклянным листом.
Затем предварительно нагретый стеклянный лист поступает к припрессовочной установке 40. Средство 50 подачи переводных изображений подает переводные изображения 51 на носителе 52 к припрессовочной установке. Переводные изображения на носителе проходят под нагретым валиком 41 с кремниевым покрытием, который одновременно отделяет под воздействием тепла переводное изображение от носителя и помещает его непосредственно на подведенную поверхность стеклянного листа. Нагретый ролик размягчает отделяющееся под действием тепла вещество 305, отделяя тем самым переводное изображение от бумаги. Предварительно нагретый стеклянный лист активирует слой 308 активируемого при нагревании клея на верхней поверхности изображения 307, выполненного керамической краской, что способствует сцеплению переводного изображения с поверхностью стеклянного листа. Одного нагретого валика может быть достаточно для активирования слоя клея благодаря распространению тепла от нагретого валика через носитель 302 переводного изображения и переводное изображение 301. Так как изображение напечатано на бумаге в перевернутом виде, оно наносится на стеклянный лист правильным образом.
Затем стеклянный лист с нанесенным на него изображением автоматически перемещается промежуточным средством 53 подачи стекла к подъемному устройству 66 и в закрепляющую изображение накопительную печь 60 для медленного процесса нагревания. Медленный процесс нагревания может продолжаться в общей сложности примерно 20 минут. Однако длительность медленного процесса нагревания определяется количеством времени, которое требуется для нагревания листа в каждой зоне, чтобы достичь нужного состояния переводного изображения.
Стеклянный лист с нанесенным изображением поступает на уровень подъемного устройства. Затем стеклянный лист поднимают на высоту, соответствующую незанятому уровню в первой зоне закрепляющей изображение накопительной печи. Дверца печи открывается, и стеклянный лист с нанесенным изображением подается на уровень первой зоны закрепляющей изображение накопительной печи. Лист остается на этом уровне при прохождении через четыре зоны печи.
Так как подъемное устройство имеет такое же количество уровней, что и печь, всегда имеется свободный уровень подъемного устройства для приема листа от промежуточного средства подачи стекла и для подъема или опускания его на высоту свободного уровня в первой зоне. Когда стеклянный лист нагрет до требуемой температуры в течение требуемого времени, он автоматически перемещается в следующую зону печи. Следовательно, уровень зоны один периодически освобождается, и подъемное устройство перемещает стеклянный лист к наиболее удобному свободному уровню в зоне один. Следует отметить, что разделение листов на производственной линии, количество уровней печи и подъемного устройства, необязательно одинаковое, и время, необходимое в процессе нагревания для закрепления изображений, могут быть определены таким образом, чтобы процесс был автоматизированным и непрерывным, т.е. не периодическим.
Первая зона закрепляющей изображение печи регулируется таким образом, чтобы температура в ней была примерно 300oС. Фактическая температура поверхности стеклянных листов на протяжении всего периода пребывания в печи примерно на 30-70oС ниже температуры каждой зоны. В первой зоне, когда температура стекла приближается к 200oС, отделяющееся под действием тепла вещество типа воска на переводном изображении начинает испаряться и удаляется с нанесенного изображения. При температуре 200-250oС смолы, применяемые в связующем и в активируемом при нагревании клее, начинают разрушаться. Смолы выбираются таким образом, чтобы они расщеплялись на мономеры, и чтобы мономеры не нарушали нанесенное изображение при прохождении через переводное изображение и испарении. Когда стеклянный лист обработан нагреванием в первой зоне, он автоматически перемещается во вторую зону.
Вторая зона имеет температуру примерно 450oС. Во второй зоне заканчивается разрушение и испарение всех связующих веществ, например органических компонентов, переводного изображения, чтобы осталась только керамическая краска, т. е. стеклообразная фритта и краситель. Вытяжное устройство 63 автоматически удаляет органические газы и материал из печи.
Затем стеклянный лист с нанесенным на него переводным изображением поступает в третью зону, температура в которой составляет приблизительно 600oС. На этой стадии переводное изображение состоит только из стеклообразной фритты и пигмента металлического оксида. При температуре поверхности стекла, превышающей примерно 570oС, переводное изображение начинает сплавляться со стеклянным листом и отверждаться, и краски переводного изображения в конечном продукте приобретают глянец, т.е. происходит глянцевание. Если переводное изображение не отверждается, краски декорированного листа не приобретают требуемый глянец. Однако при температуре поверхности примерно 520oС и в зависимости от типа стекла стеклянный лист начинает становиться пластичным и деформироваться. Следовательно, если не предполагается последующей закалки стеклянного листа, а переводное изображение должно сплавиться и отвердеть, то стеклянный лист может возвратно-поступательно вибрировать на керамических роликах, чтобы сохранять свою плоскостность. Возвратно-поступательное перемещение стеклянного листа посредством осцилляции роликов означает, что вся нижняя поверхность стеклянного листа эффективно поддерживается роликами, вследствие чего предотвращается его деформация. Следовательно, стеклянный лист может удерживаться в этой зоне печи, а температура стеклянного листа может регулироваться, чтобы быть достаточной для сплавления стеклообразной фритты со стеклянным листом и сцепления пигмента со стеклянным листом, чтобы переводное изображение оказалось прочно и постоянно сплавленным со стеклянным листом, а также чтобы произошло отверждение переводного изображения, в результате чего его краски приобретают глянец.
Если предполагается производить закалку, то изображение может быть просто прикреплено к стеклянному листу в третьей зоне без его сплавления или отверждения переводного изображения, чтобы изображение окончательно сплавилось со стеклянным листом, когда декорированный стеклянный лист будет со временем закален. Декорированный лист затем перемещают в четвертую зону, которая имеет такую регулируемую температуру, чтобы стеклянный лист медленно охлаждался до приблизительно 300oС. Вентиляция печи для отвода органических компонентов связующих веществ обеспечивает средство регулирования температуры воздуха в ней, чтобы медленно охлаждать декорированные стеклянные листы. Декорированные стеклянные листы должны охлаждаться, чтобы предотвратить разрушение стеклянных листов при термическом ударе во время их выхода из печи.
Выходная дверца 62 печи открывается, и декорированный стеклянный лист перемещается на промежуточный стол 65, который регулируется по высоте, перед тем, как он автоматически поступит в закалочную печь 80 при помощи дальнейшего средства 70 перемещения стекла. Закалочная печь регулируется таким образом, чтобы нагреть декорированный стеклянный лист до температуры примерно 670-700oС. Закалка начинается при температуре поверхности стекла примерно 620-625oС.
Энергия излучения внутри закалочной печи может обычно составлять порядка 650-705oС или даже доходить до 735oС в специальных конструкциях закалочной печи. В зависимости от толщины декорированного стеклянного листа, выходящего из закалочной печи, могут иметь место следующие типичные показатели, дающие приемлемые результаты:
Толщина листа с покрытием, мм - Температура поверхности на выходе, oС
3 - 630
4 - 622
6 - 615/618
12 - 608
15/19 - 600
19/25 - 595
Если переводное изображение было просто прикреплено в закрепляющей изображение печи, то оно теперь сплавляется со стеклянным листом в закалочной печи и отверждается с приобретением красками глянца. Стеклянный лист выдерживают при этой температуре в течение примерно 40 секунд на каждый миллиметр толщины стеклянного листа, а затем резко охлаждают при прохождении из закалочной печи в охлаждающую секцию 90, где нагнетательный вентилятор обдувает воздухом декорированный стеклянный лист, чтобы резко охладить его и завершить закалочный цикл. Затем декорированный закаленный стеклянный лист подается на разгрузочный стол 100 для контроля.
Как описано выше, стеклянные листы, прозрачные с одной стороны, можно получать, нанося на них соответствующее перфорированное изображение. Может использоваться ряд способов в связи с производственной линией и способом данного изобретения.
Перфорированное переводное изображение может быть напечатано на носителе изображения при производстве переводного изображение на носителе. Нужное изображение сканируют на компьютере и сохраняют его данные. Затем эти данные обрабатывают, чтобы получить данные, соответствующие перфорированному должным образом изображению, которые сохраняют. Затем данные перфорированного изображения используют для контроля печати перфорированного переводного изображения при использовании такой методики как сетчатый трафарет, или офсетная литографская печать, или четырехкрасочная печать, или печать дополнительной краской, или дополнительная четырехкрасочная печать керамическими красками. Таким образом, переводное изображение является предварительно перфорированным на носителе изображения, и изображение переносят с носителя на стеклянный лист.
В отличие от предварительно перфорированного, изображение может быть перфорировано в процессе декорирования при использовании стадии предварительного покрытия. Если требуется получить рисунок с равномерно расположенными отверстиями в наплавленном изображении, то стеклянный лист имеет рисунок с точками из отделяющегося под действием тепла материала, например воска или жира, нанесенными на расстоянии друг от друга, например, 1,5 мм. Этот предварительно нанесенный промежуточный слой отделяющегося под действием тепла материала препятствует нанесению части переводного изображения непосредственно на поверхность стеклянного листа. Отделяющийся под действием тепла материал выбирается таким образом, чтобы иметь особые температурозависимые свойства, как это будет описано далее. Переводное изображение наносят на промежуточный слой отделяющегося под действием тепла материала, и процесс осуществляют в соответствии с описанным выше.
Могут использоваться, как минимум, два способа перфорации. В первом способе температура испарения отделяющегося под действием тепла материала выбирается таким образом, чтобы она была выше температуры плавления переводного изображения. Переводное изображение сплавляется со стеклянным листом в закрепляющей изображения печи, захватывая точки из отделяющегося под действием тепла материала между сплавленным изображением и верхней поверхностью стеклянного листа. При повышении температуры стеклянного листа отделяющееся под действием тепла вещество испаряется и прокладывает себе путь через сплавленное керамическое изображение, образуя тем самым отверстия в изображении, соответствующие рисунку точек, напечатанному на стеклянном листе.
Во втором способе, подобном первому, стеклянный лист не нагревают до температуры, превышающей температуру испарения отделяющегося под действием тепла вещества, но используют тот факт, что части керамического изображения не сплавляются или сплавляются непосредственно с поверхностью стеклянного листа. Отделяющееся под действием тепла вещество выбирается таким образом, чтобы оно было твердым при температуре плавления или прикрепления керамического изображения. Те части керамического изображения, которые расположены на точках из отделяющегося под действием тепла вещества, не сплавляются или не прикрепляются к поверхности стеклянного листа. Стеклянный лист проходит через закрепляющую изображение печь, и переводное изображение является сплавленным или прикрепленным. Затем декорированный лист подвергают процессу промывки, при котором те части изображения, которые расположены на точках из отделяющегося под действием тепла вещества, удаляются со стеклянного листа. Процесс промывки может быть механическим, при котором части керамического изображения на отделяющемся под действием тепла веществе соскабливают со стеклянного листа либо применяют подходящий растворитель для растворения отделяющегося под действием тепла вещества и удаления соответствующих частей изображения.
Вместо предварительного перфорирования переводных изображений или предварительного покрытия листов переводные изображения могут быть перфорированы в тот момент, когда они отделяются от носителя и переносятся на стеклянный лист. В этом способе нанесения с одновременным перфорированием носитель переводного изображения является специально перфорированным. Если ссылаться на фиг. 3, вместо сплошного слоя отделяющегося под действием тепла вещества 305 носитель снабжают прерывистым слоем отделяющегося под действием тепла вещества. На носитель переводного изображения наносят отделяющееся под действием тепла вещество по шаблону, соответствующему рисунку керамической краской, который предполагается нанести на стекло. Затем переводное изображение печатают поверх промежуточного слоя отделяющегося под действием тепла вещества, как и раньше. Затем, когда переводное изображение подают к поверхности стеклянного листа в припрессовочной установке, только те части переводного изображения, которые нанесены на отделяющееся под действием тепла вещество, будут перенесены на стеклянный лист, тогда как остальное изображение останется на носителе, так как эти части не отделяются под действием тепла от носителя переводного изображения.
Следует отметить, что отделяющееся под действием тепла вещество можно наносить на носитель изображения по любому шаблону. Чтобы получить перфорированное керамическое изображение, должен быть нанесен перфорированный слой отделяющегося под действием тепла вещества. Те части переводного изображения, которые напечатаны на перфорированных отверстиях в слое отделяющегося под действием тепла вещества, останутся на носителе переводного изображения, и поэтому переводное изображение будет одновременно перфорироваться и наноситься на стеклянный лист в припрессовочной установке. Чтобы получить керамическое изображение в виде множества точек, прерывистый слой отделяющегося под действием тепла вещества в виде множества точек следует нанести на носитель переводного изображения, так чтобы перевелась только та часть переведенного изображения, которая представляет собой множество точек.
Еще одним признаком этого способа является то, что он позволяет производить фигурные изделия из декорированного стекла. Переводное изображение наносят и прикрепляют к плоскому стеклянному листу. Затем этот плоский стеклянный лист можно формировать в закалочной печи без искажения прикрепленного изображения. Таким образом можно производить закаленные и декорированные стеклянные листы определенной формы, например изогнутые угловые окна для офисов или изогнутые ветровые стекла автомобилей. После нанесения и закрепления изображений на плоском листе не происходит никакого искажения, когда листу придают нужную форму, т.е. сохраняется качество изображения.
Способ и устройство для обработки стекла для повышения качества обработки, способ включает в себя следующие стадии: непрерывную подачу стеклянных листов и отделяющихся под действием тепла переводных изображений на носителе переводных изображений в припрессовочную установку, подачу тепла к носителю переводных изображений для одновременного отделения переводного изображения от носителя и нанесения его на подведенную поверхность соответствующего стеклянного листа, а устройство содержит средство для последовательной подачи стеклянных листов к припрессовочной установке, средство для подачи отделяющихся под действием тепла переводных изображений на носителе переводных изображений в припрессовочную установку, нагревательное устройство, установленное в указанной припрессовочной установке для приема указанного носителя переводных изображений. 2 с. и 20 з.п. ф-лы, 4 ил.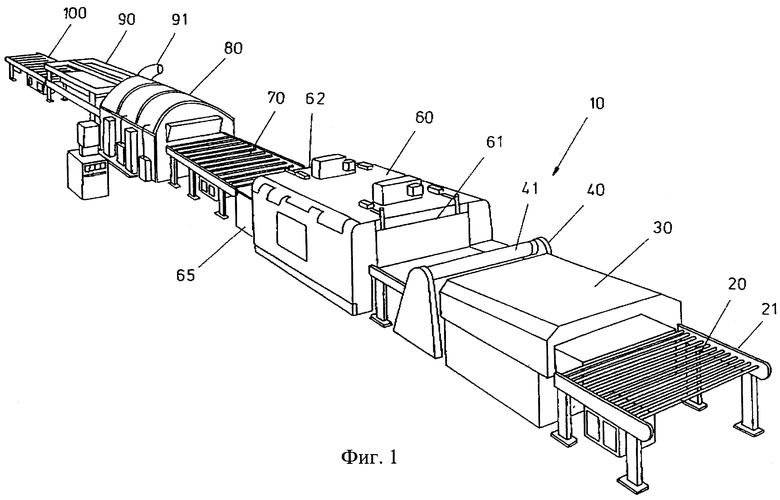
| Способ перевода рисунка на различные пористые материалы | 1960 |
|
SU137036A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФТОРИСТОГО ВОДОРОДА | 0 |
|
SU170472A1 |
| СРЕДСТВО ДЛЯ ЛЕЧЕНИЯ ЭНТЕРОКОЛИТА | 1993 |
|
RU2032417C1 |
| US 5397410 А, 14.03.1995 | |||
| WO 9515267 А, 08.06.1995. | |||
