Изобретение относится к области металлообработки, а именно к резцовым устройствам для автоматизированного производства.
Известен резец для автоматизированного производства, содержащий державку, компенсационный стержень и узел крепления последнего к державке. При этом компенсационный стержень снабжен двумя торцовыми зубчатыми полумуфтами, одна из которых закреплена на нем жестко, а другая, подпружинена в осевом направлении и выполнена в виде торцового кулачка, и промежуточным кольцом, установленным свободно на компенсационном стержне между полумуфтами и снабженным зубьями, выполненными на торцах с двух сторон, причем число зубьев полумуфт отлично друг от друга на единицу (авторское свидетельство №1202729, МПК4 В23В 25/06, опубл. 1986).
Недостатком описанной конструкции является невозможность обеспечения измерения диапазона регулирования вылета резца вследствие того, что торцовая поверхность кулачка полумуфты) компенсационного стержня, контактирующая с опорой, расположена под определенным углом к продольной оси резца, который определяет заданный диапазон регулирования вылета резца.
Наиболее близким по технической сущности и достигаемому результату (прототипом) является резцовое устройство для автоматизированного производства, содержащее резец, включающий державку с режущим элементом, установочную плиту и винт, выполненный компенсационным и ввернутый в державку, в осевом направлении которого размещены сухарь и стопор, соединенные между собой с помощью резьбы. Конец компенсационного винта выполнен в виде цанги с конической внутренней поверхностью, в которой размещен сухарь, выполненный коническим. Торец противоположного конца компенсационного винта выполнен в виде торцового кулачка (авторское свидетельство №1366303, МПК4 B23B 25/06, опубл. 1988).
Недостатками описанной конструкции является невозможность обеспечения изменения диапазона регулирования вылета резца вследствие того, что торцовая поверхность кулачка компенсационного винта, контактирующая с опорой, расположена под определенным углом к продольной оси резца, который определяет заданный диапазон регулирования вылета резца.
Предлагаемым изобретением решается задача обеспечения возможности изменения диапазона регулирования вылета резца.
Для достижения этого технического результата резцовое устройство для автоматизированного производства, содержащее резец, включающий державку с режущим элементом, установочную плиту и винт, снабжено сменными клиньями, каждый из которых выполнен с выступом, размещенным с возможностью вертикального перемещения в пазу, выполненном в торце установочной плиты, и имеющим сквозное резьбовое отверстие для взаимодействия с винтом, размещенным с возможностью вращения в вертикальном отверстии, расположенном в установочной плите, и взаимодействия своим верхним концом с фиксирующим элементом, при этом рабочие поверхности сменных клиньев выполнены с различными углами наклона относительно нижнего основания каждого из сменных клиньев и предназначены для контактирования с упором, закрепленным в торце державки, при этом на боковых поверхностях сменных клиньев выполнена шкала.
Возможность изменения диапазона регулирования вылета резца обусловлена тем, что резцовое устройство для автоматизированного производства снабжено сменными клиньями, каждый из которых выполнен с выступом, размещенным с возможностью вертикального перемещения в пазу, выполненном в торце установочной плиты, и имеющим сквозное резьбовое отверстие для взаимодействия с винтом, размещенным с возможностью вращения в вертикальном отверстии, расположенном в установочной плите, и взаимодействия своим верхним концом с фиксирующим элементом, при этом рабочие поверхности сменных клиньев выполнены с различными углами наклона относительно нижнего основания каждого из сменных клиньев и предназначены для контактирования с упором, закрепленным в торце державки, при этом на боковых поверхностях сменных клиньев выполнена шкала.
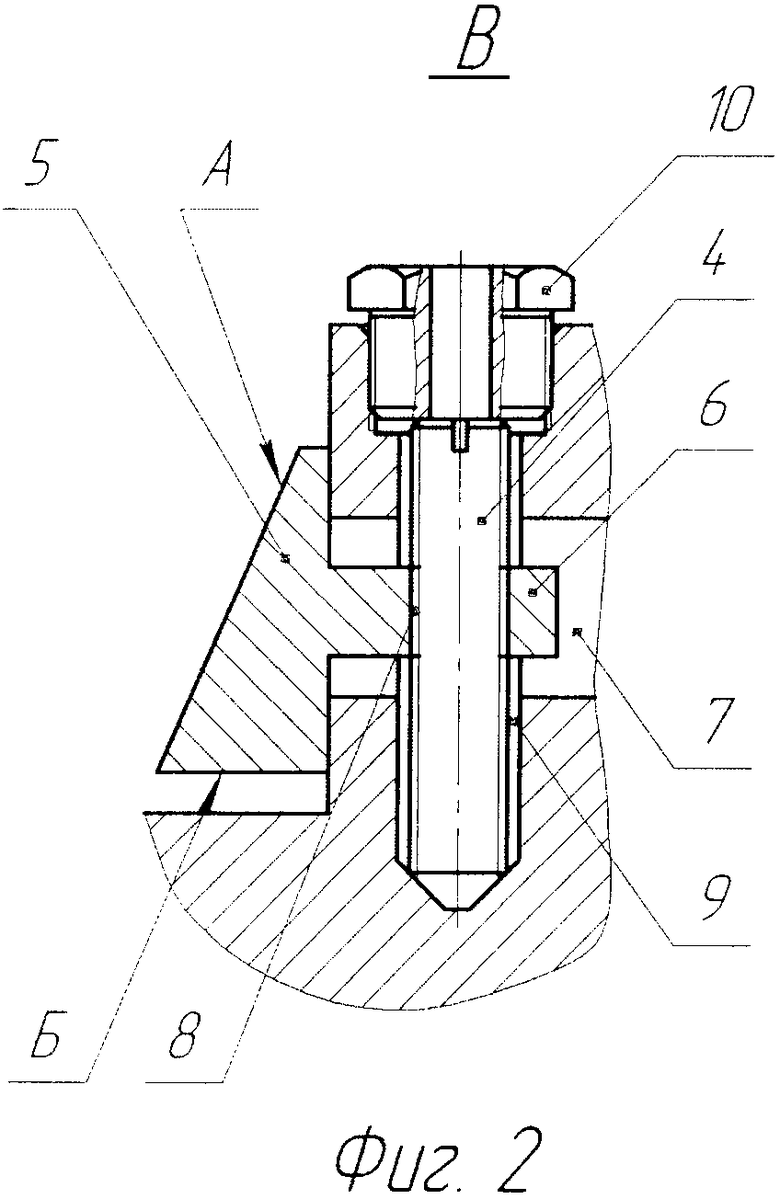
Предлагаемое изобретение поясняется чертежами, где на фиг.1 изображено резцовое устройство для автоматизированного производства, вид сбоку; на фиг.2 - выносной элемент В фиг.1, разрез.
Кроме того, на фиг.1 и фиг.2 изображено:
А - рабочая поверхность сменного клина;
Б - поверхность нижнего основания сменного клина;
L - вылет резца;
α - угол наклона рабочей поверхности к нижнему основанию сменного клина.
Резцовое устройство для автоматизированного производства содержит резец, включающий державку 1 с режущим элементом 2, установочную плиту 3 и винт 4. Резцовое устройство для автоматизированного производства снабжено сменными клиньями 5, каждый из которых выполнен с выступом 6, размещенным с возможностью вертикального перемещения в пазу 7, выполненном в торце установочной плиты 3, и имеющим сквозное резьбовое отверстие 8 для взаимодействия с винтом 4, размещенным с возможностью вращения в вертикальном отверстии 9, расположенном в установочной плите 3, и взаимодействия своим верхним концом с фиксирующим элементом 10, при этом рабочие поверхности А сменных клиньев 5 выполнены с различными углами наклона α относительно нижнего основания Б каждого из сменных клиньев 5 и предназначены для контактирования с упором 11, закрепленным в торце державки 1. При этом на боковых поверхностях сменных клиньев 5 выполнена шкала 12. На боковой поверхности установочной плиты 3 нанесена риска 13.
Резцовое устройство для автоматизированного производства работает следующим образом.
Выдерживание требуемого вылета резца на станке обеспечивается за счет контактирования рабочей поверхности А сменного клина 5 с упором 11. Первичная регулировка инструмента на установочный размер (вылет) осуществляется любым из известных методов, например, на индикаторном приспособлении. После этого резцовое устройство для автоматизированного производства, настроенное на установочный размер, устанавливается на станок. Во время работы происходит износ режущего элемента 2 резца, что при токарной обработке, в частности, приводит к изменению диаметральных размеров обрабатываемых поверхностей. При выходе размеров обработанных поверхностей за установленные границы осуществляется регулировка вылета резца на требуемую величину в пределах диапазона регулирования, обеспечиваемого конкретным сменным клином 5.
Для этого резцовое устройство для автоматизированного производства открепляется. Фиксирующий элемент 10, взаимодействующий с верхним концом винта 4, ослабляется. При вращении винта 4 по часовой стрелке происходит перемещение сменного клина 5 вверх, упор 11 скользит по поверхности А сменного клина 5, выдвигая, таким образом, державку 1 с режущим элементом 2 на величину, компенсирующую износ режущего элемента 2. Величина изменения вылета резца определяется по шкале 12 с помощью риски 13. После переналадки резца положение винта 4 закрепляется фиксирующим элементом 10. Затем резцовое устройство закрепляется на станке и продолжается обработка. В случае, когда износ резца увеличивается настолько, что вылет резца, обеспечиваемый применяемым сменным клином 5, недостаточен для достижения требуемого размера обрабатываемой детали, возникает необходимость изменить диапазон регулирования вылета резца. Для этого осуществляется замена сменного клина 5 на другой сменный клин 5. При этом замена на сменный клин 5 с меньшим значением угла наклона α ведет к увеличению диапазона регулирования вылета резца и к уменьшению точности настройки вылета резца. Замена на сменный клин 5 с большим углом наклона α приводит к уменьшению диапазона регулирования вылета резца и увеличению точности обработки, поэтому сменный клин 5 с большим углом α используется в случае, когда необходимо повысить точность обработки и не важно значение диапазона регулирования вылета резца. Для замены сменного клина 5 открепляется резцовое устройство для автоматизированного производства, выкручиваются фиксирующий элемент 10 и винт 4, вынимается сменный клин 5 с последующей установкой другого сменного клина 5 с меньшим значением угла α. Закручивают винт 4 и фиксирующий элемент 10, затем закрепляют резцовое устройство на станке и продолжают обработку.
Таким образом, применение предлагаемого изобретения позволяет осуществлять изменение диапазона регулирования вылета резца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резец для автоматизированного производства | 1986 |
|
SU1366303A1 |
| РЕЗЕЦ | 1990 |
|
SU1743056A1 |
| ТОКАРНЫЙ РЕЗЕЦ | 2023 |
|
RU2803707C1 |
| МНОГОЦЕЛЕВОЙ РУБАНОК | 1997 |
|
RU2115541C1 |
| Резец с изменяемым передним углом | 2020 |
|
RU2741397C1 |
| РЕЗЕЦ СТРОГАЛЬНЫЙ С ОБНОВЛЯЕМЫМ ПРИ ПЕРЕТОЧКАХ УГЛОМ ПРИСАДКИ И ПРОФИЛЯ СТРУЖКОЛОМАТЕЛЯ ПО ЕГО ПЕРЕДНЕЙ ГРАНИ | 2001 |
|
RU2229376C2 |
| РЕЗЕЦ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩЕЙ ПЛАСТИНЫ | 2016 |
|
RU2656905C1 |
| Резцовая головка | 1990 |
|
SU1774906A3 |
| Устройство для зачистки сварных швов | 1983 |
|
SU1107926A1 |
| Сборный прорезной резец | 1991 |
|
SU1780933A1 |
Устройство относится к области металлообработки, к настройке режущего инструмента и содержит резец, включающий державку с режущим элементом, установочную плиту и винт. Для изменения диапазона регулирования резца оно снабжено сменными клиньями, каждый из которых выполнен с выступом, размещенным с возможностью вертикального перемещения в пазу, выполненном в торце установочной плиты, и имеющим сквозное резьбовое отверстие для взаимодействия с винтом, размещенным с возможностью вращения в вертикальном отверстии, расположенном в установочной плите, и взаимодействия своим верхним концом с фиксирующим элементом. При этом рабочие поверхности сменных клиньев выполнены с различными углами наклона относительно нижнего основания каждого из сменных клиньев и предназначены для контактирования с упором, закрепленным в торце державки. На боковых поверхностях сменных клиньев выполнена шкала. 2 ил.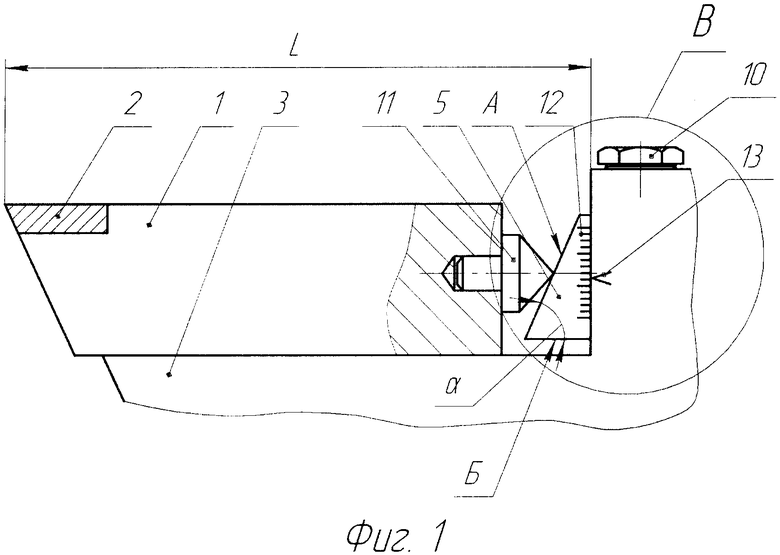
Резцовое устройство для автоматизированного производства, содержащее резец, включающий державку с режущим элементом, установочную плиту и винт, отличающееся тем, что оно снабжено сменными клиньями, каждый из которых выполнен с выступом, размещенным с возможностью вертикального перемещения в пазу, выполненном в торце установочной плиты, и имеющим сквозное резьбовое отверстие для взаимодействия с винтом, размещенным с возможностью вращения в вертикальном отверстии, расположенном в установочной плите, и взаимодействия своим верхним концом с фиксирующим элементом, при этом рабочие поверхности сменных клиньев выполнены с различными углами наклона относительно нижнего основания каждого из сменных клиньев и предназначены для контактирования с упором, закрепленным в торце державки, при этом на боковых поверхностях сменных клиньев выполнена шкала.
| Резец для автоматизированного производства | 1986 |
|
SU1366303A1 |
| SU 228469 A, 03.09.1973 | |||
| 1971 |
|
SU410874A1 | |
| Резец для автоматизированного производства | 1984 |
|
SU1202729A1 |
| Устройство для содержания и обслуживания пчел | 1986 |
|
SU1371660A1 |

