/ S
iM I . i j i i 1
Of 1 ; -п-и2//лУУ7
X X V 4 V - t C f t - f t
$Ш
W///////////////4
ОС о: о:
CA:
с
ОС
a
- t C f t - f t
$Ш
jf ffjfjf/y f f fl .
(fjue.l
Изобретение относится к металлообработке, а именно к резцам для автоматизированного производства.
Цель изобретения - повышение производительности за счет првышения точности и сокращения времени подна- ладки инструмента.
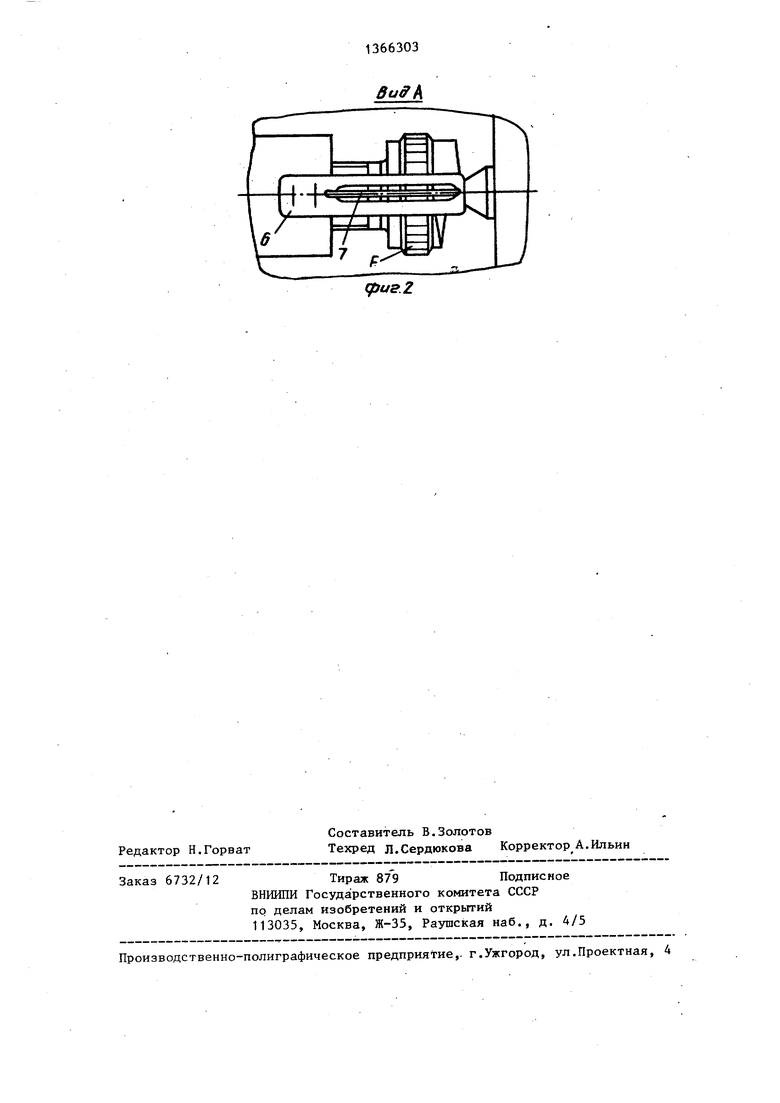
На фиг.1 показан разрез, вид сбоку; на фиг.2 - вид А на фиг.1.
Р«зец для автоматизированного производства состоит из державки 1, оснащенной режущим элементом 2.В торце державки 1 выполнено резьбовое отверстие, в которое ввернут компен- сационный винт 3. У. компенсационного винта 3 конец А выполнен в виде цанги с коническим отверстием, а торец В - в виде торцового кулачка, при этом на внешней цилиндрической поверхности торцового кулачка нанесены нониусные деления F. Осевое отверстие в компенсационном винте 3 выполнено р,езьбовым, причем в это отверстие ввернут стопор 4, имеющий два резьбовых участка D - с левой резьбой и Е - с правой, при этом шаг резьбы на участке D больше, чем на участке Е. На-резьбовой участок D стопора 4 навинчен сухарь 5, оснащенный резьбовым отверстием с левой резьбой Кроме этого, на державке 1 закреплен указатель 6, который выполнен в виде планки, оснащенной прорезью, параллельно сторонам которой по ее се- редине натянута струна 7.
Выдерживание требуемого вылета режущего инструмента на станке обеспечивают за счет контактирования торцовой поверхности В кулачка компенсационного винта 3 с опорой G.
Первичная регулировка инструмента на установочный размер С осуществляется известными методами, например на индикаторном или оптическом настроечном приспособлении. Фиксацию компенсационного винта 3 в отрегулированном положении осуществляют путем вворачивания стопора 4 в резьбовое отверстие компенсационного винта 3. Так как резьбовые участки D и Е стопора 4 имеют различное направление резьбы и разный шаг,то при вворачивании стопора 4 в компенсационный винт 3 происходит втягивание сухаря 5 в цанговую часть А компенсационного винта 3 и ее разжим. Направление разжима цанги радиальное, т.е. перпендикулярно направлению регулирования установочного размера, что обеспечивает точную фиксацию компенсационного винта в отрегулиро- ванном положении.
Настроенный инструмент уйтанавли- вают на станок.
По мере работы происходит износ режущего элемента 2, а это приводит к изменению диаметральных (например, при токарной обработке) или линейных (например, при сверлении) размеров обработанных поверхностей. Поэтому при выходе размеров обрабо- танных поверхностей за установленные границы осуществляют переналадку установочного размера (вылета) на требуемую величину непосредственно на станке. Для этого открепляют инст- румент и ослабляют стопор 4. Ввертывая или вывертьшая компенсационный винт 3 в державку 1, регулируют установочный размер. Величину изменения . выпета определяют по числу нониусных делений F, отсчитанных относительно струны 7 указателя 6. После переналадки производят фиксацию компенсационного винта 3 стоцора 4. Затем инструмент закрепляют на станке и продолжают обработку.
Формула изобретения
Резец для автоматизированного производства, содержащий державку с режущим элементом и ввернутьй в державку компенсационный винт, в осевом отверстии которого размещены сухарь и стопор, соединенные между собой с помоЩью резьбы, отличающийся тем, что, с целью повышения производительности труда за счет повышения точности наладки и сокращения времени переналадки, конец компенсационного
винта выполнен в виде цанги с конической внутренней поверхностью, в которой размещен сухарь, выполненный коническим, а торец противоположного конца компенсационного винта вьтолнен в
виде торцового кулачка.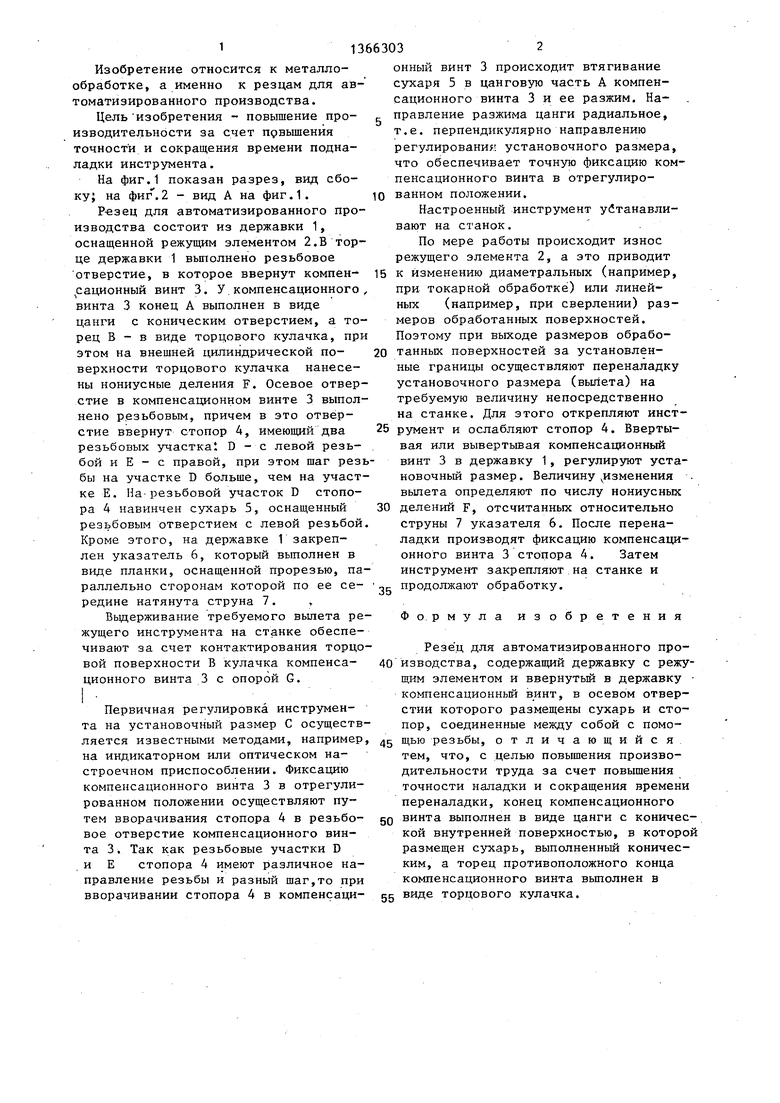
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЦОВОЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА | 2006 |
|
RU2325974C2 |
| Шпиндельная головка круглопалочного станка | 1985 |
|
SU1301706A1 |
| Способ затылования метчиков | 1983 |
|
SU1333542A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАЗМЕРНОЙ НАСТРОЙКИ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ | 1971 |
|
SU298468A1 |
| Шпиндельная головка | 1982 |
|
SU1106604A1 |
| ИМПЛАНТАТ ДЛЯ МЕЖТЕЛОВОЙ ФИКСАЦИИ ПОЗВОНКОВ | 2007 |
|
RU2339343C1 |
| ДЕРЖАВКА ИНСТРУМЕНТАЛЬНОЙ ГОЛОВКИ | 1992 |
|
RU2053050C1 |
| РЕЗЕЦ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩЕЙ ПЛАСТИНЫ | 2016 |
|
RU2656905C1 |
| Торцовая фреза | 1989 |
|
SU1741982A1 |
| Режущий инструмент, а также резцовая кассета для него | 2013 |
|
RU2643009C2 |
Изобретение относится к области металлообработки, а именно к резцам для автоматизированного производства. Цель изобретения - повьшение производительности за счет повышения точности и сокращения времени подна- лацки инструм ента. Резец для автоматизированного производства состоит из державки 1, оснащенной режущим элементом 2. В торце державки выполнено резьбовое отверстие, в которое ввер нут компенсационный винт 3, конец А которого выполнен в виде цанги с коническим отверстием, а торец В выполнен в виде торцового кулачка, на внешней цилиндрической поверхности которого нанесены нониусные деления. Компенсационный винт имеет резьбовое отверстие, в которое ввернут стопор 4, имеющий два резьбовых участка: D - с левой резьбой и Е - с правой. На резьбовой участок D стопора навинчен сухарь 5, с помощью которого осуществляется фиксация компенсационного винта в отрегулированном положении. Первичная регулировка настроечного размера С осуществляется на индикаторном или настроечном приспособлении. 2 ил. i (f С
gjus.2
| Фрумин Ю.Л | |||
| Вспомогательный инструмент к агрегатным стенкам и автоматическим линиям | |||
| М.: Машиностроение, 1970, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
