Настоящее изобретение устраняет проблемы, которые встречаются при изготовлении заполненных контейнеров и которые будут указаны со ссылками на фиг.1-10.
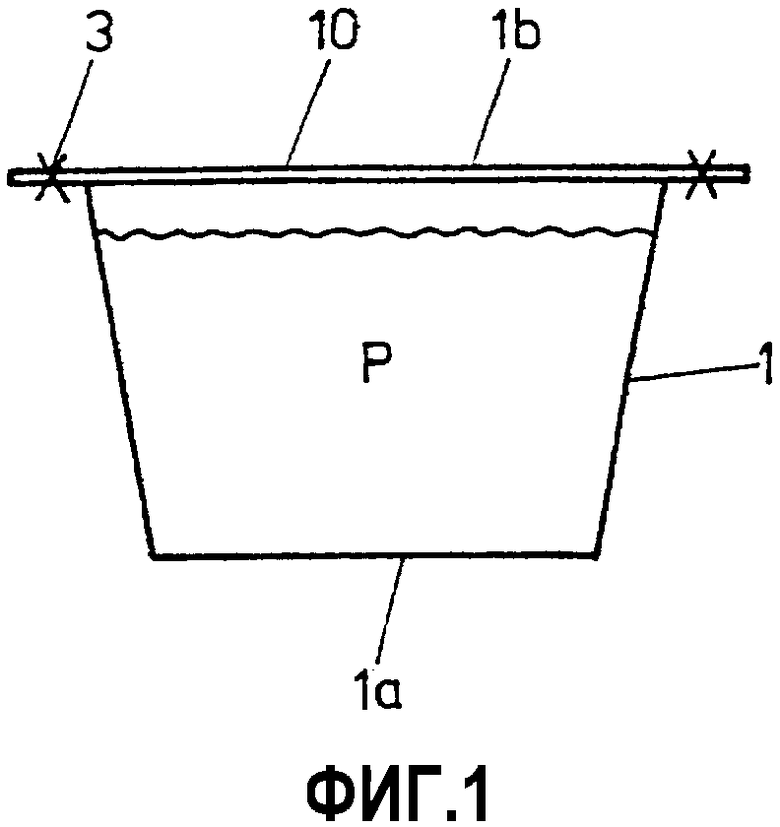
На фиг.1 показан контейнер 1, который содержит первую часть 1а и вторую часть 1b. Первая часть 1а рассматривается как емкость и заполнена продуктом Р, например, таким как пищевой продукт, например, такой как йогурт. Вторая часть 1b задумана как закрывающая пленка или крышка, которая герметично связана с частью 1а вдоль зоны 3 соединения.
В виде сверху контейнер 1 может иметь множество конфигураций, некоторые примеры которых показаны на фиг.2-4. Согласно фиг.2 контейнер 1, показанный на фиг.1, имеет цилиндрическую или коническую конфигурацию, и его соединительная зона 3 имеет круговую форму.
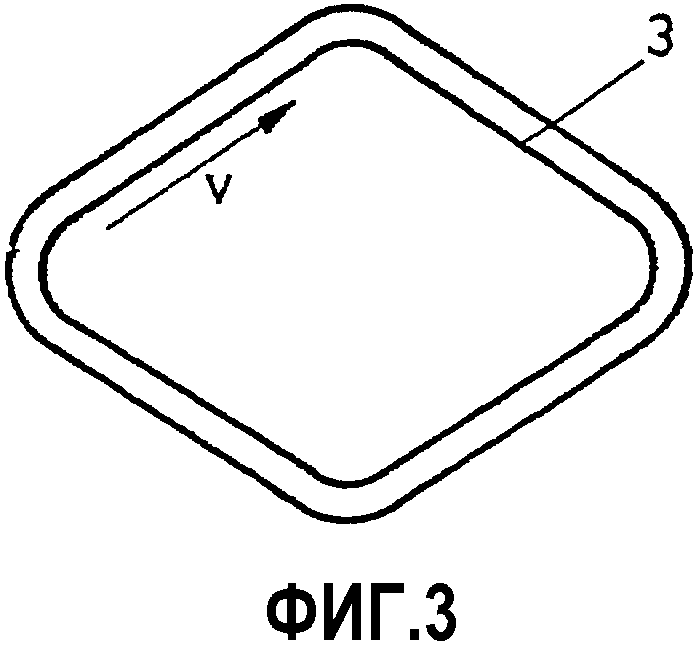
Согласно фиг.3 и 4, контейнер 1 имеет конфигурацию, отличную от круговой, и именно конфигурацию, задуманную фантазией производителя. Здесь конфигурация соединительной зоны 3 значительно отличается от круговой и фактически может иметь любую замкнутую конфигурацию.
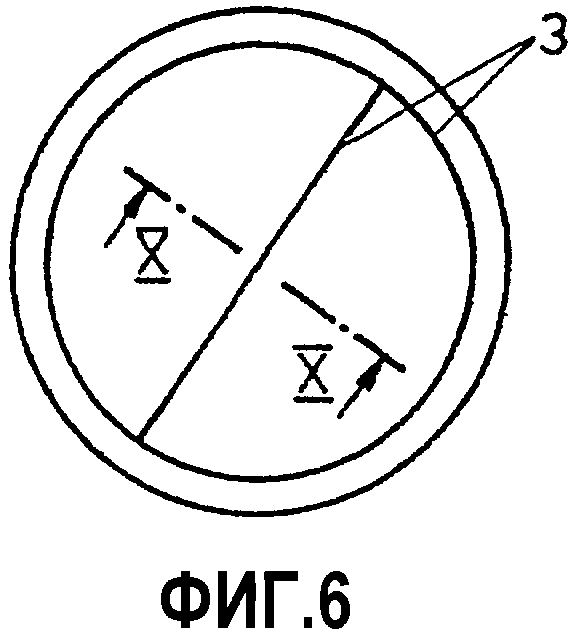
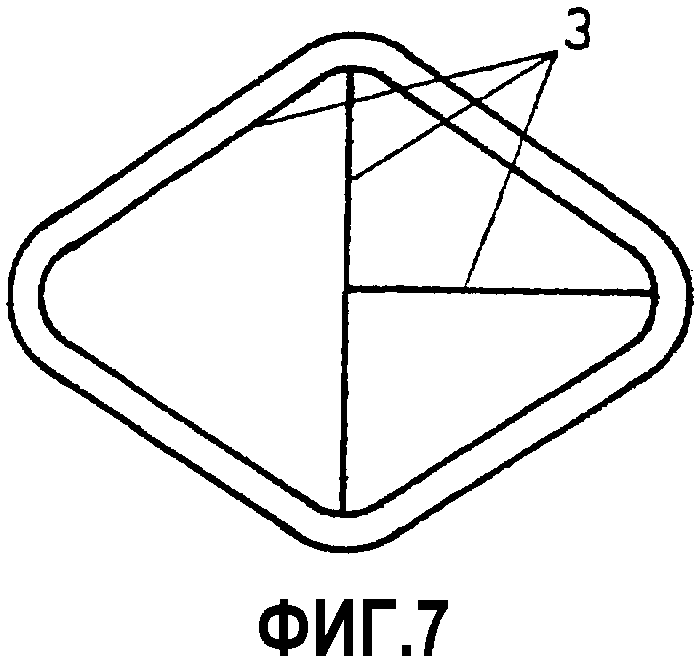
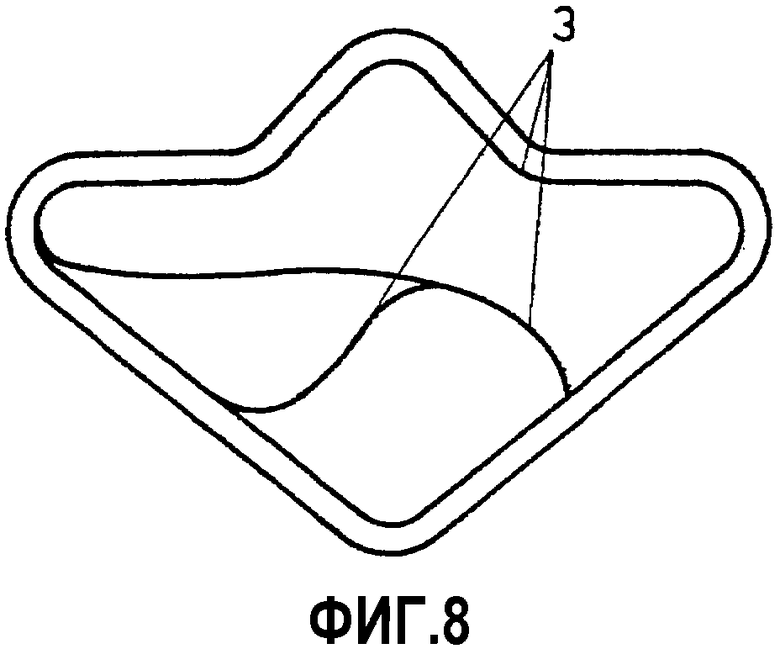
Согласно фиг.5, контейнер 1 с внешней конфигурацией, показанной на фиг.1, имеет часть 1а, заполненную, например, двумя заполняющими продуктами Ра и Pb в двух соответствующих отсеках, отделенных разделительной стенкой 5, например, являющейся единым целым с частью 1а контейнера. Соответственно, соединительная зона 3, при помощи которой вторая часть 1b герметично связана с частью 1а контейнера 1, имеет, как показано в виде сверху на фиг.6, не только замкнутую зону, но дополнительно зону, которая пересекает эту замкнутую часть. На фиг.7 и 8 показаны, исходя из конфигураций контейнеров, показанных на фиг.3 и 4, такие контейнеры и полученные в результате соединительные зоны 3, когда, например, их часть 1а, соответствующая фиг.1, подразделена дополнительными стенками на два или более двух отдельных отсеков. Как показано на фиг.1-8, это приводит к тому, что соединительная зона 3 может иметь практически любую конфигурацию.
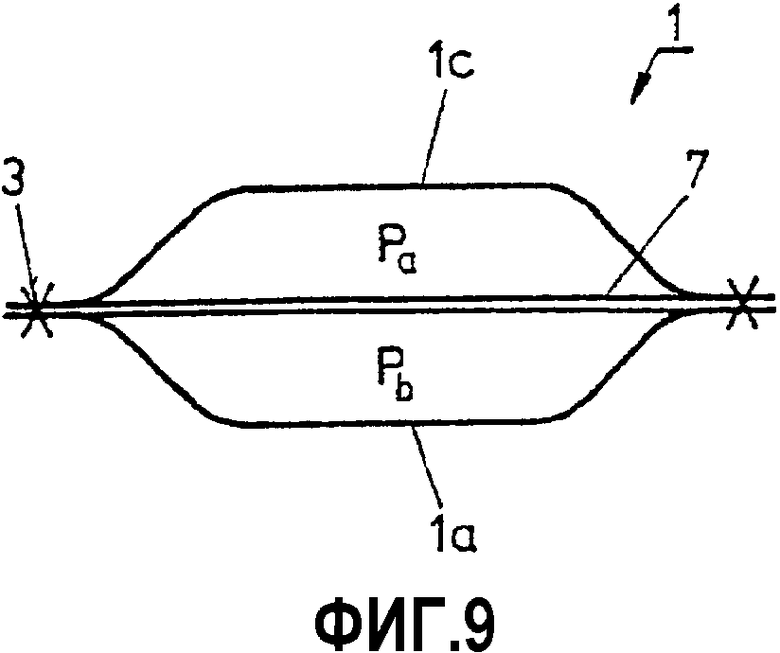
Кроме того, как показано на фиг.9, вторая часть контейнера 1 необязательно может быть пленкой или крышкой, но может быть второй емкостью. Как показано на фиг.9, контейнер 1 содержит часть 1а, сформированную в качестве емкости, и часть 1с, сформированную также в качестве емкости. Эти две части связаны вдоль соединительной зоны 3. Таким образом, контейнер 1 может содержать один единый продукт, при этом в контейнере 1 не используют разделительную перегородку. Если контейнер 1 вмещает в себя, например, два продукта Ра и Pb, которые не должны смешиваться в контейнере 1, используют одну или даже две разделительные пленки 7, и соединительная зона 3 предпочтительно соединяет части 1а, 1с, а также пленки 7. Кроме того, способ, показанный на фиг.9, может быть скомбинирован с подразделением частей 1а и/или 1с при помощи стенок, показанных на фиг.5-8.
Все соединительные зоны 3, показанные на фиг.1-9, имеют в сечении, показанном линией Х-Х на фиг.6, структуру, показанную на фиг.10. Два или более двух, согласно фиг.10, например три материала А, В, возможно С, как схематически показано, связаны друг с другом в соединительной зоне 3, которая в указанном виде поперечного сечения по существу является плоской. Таким образом, соединительная зона 3 фактически имеет ленточную форму. Соединение может осуществляться любым известным из уровня техники способом для достижения указанной цели, например, посредством склеивания, сварки и т.д. Более конкретно соединение может осуществляться в предпочтительной форме посредством сварки ультразвуком, высокочастотной сварки или термоконтактной сварки. В этом контексте указанное "соединение" часто упоминают в патентной литературе как "запечатывание". Кроме того, материалы, такие как А, В, C..., показанные на фиг.10, могут рассматриваться в последующих парах одинаковыми или отличными друг от друга, например, пластмасса, металл, такой как алюминий для пленки, металлический материал, имеющий покрытие, и т.д.
Авторы характеризуют в общем поверхности, вдоль которых две фазы материала контактируют друг с другом, даже если входящие в контакт материалы одинаковы и только прилегают друг к другу на границе раздела материалов. Таким образом, согласно фиг.10, первая граница раздела материалов сформирована между материалом С и окружающим воздухом, вторая между материалом В и материалом С, третья между материалом А и В и четвертая вновь между окружающим воздухом и материалом А.
При помощи указанных соединительных зон 3 один или более продуктов, заполняющих контейнер 1, заключаются в оболочку. Если соединительная зона 3 не обеспечивает высококачественного соединения и в результате нарушения соединения в контейнер может поступить воздух, или заполняющий продукт может выливаться из контейнера 1 более или менее быстро, или он в избыточном количестве попадает в соединение, он может со временем начать портиться. В соединительную зону могут попасть также другие загрязняющие вещества. В зависимости от типа продукта, содержащегося в таких контейнерах, например, медицинских продуктов, пищевых продуктов, локально неточное или поврежденное соединение вдоль соединительных зон 3 может вызвать большие проблемы. Таким образом, тщательное соединение вдоль соединительной зоны необязательно может определяться способом тестирования на предмет утечки, поскольку, как указано выше, например, материал, попавший в соединение, может не ухудшать характеристики непроницаемости контейнера, но может рано или поздно вызвать сильную порчу заполняющего продукта, при этом он может сделать такой контейнер протекающим только после некоторого периода времени хранения.
Таким образом, целью настоящего изобретения является получение способа изготовления контейнеров типа, описанного со ссылками на фиг.1-10, согласно которому существенной операцией изготовления является тестирование соединительной зоны относительно его качества, то есть проверка "целостности герметизации" для получения такого контейнера с высококачественной соединительной зоной, то есть зоной "герметизации".
Из статьи "Высококонтрастные ультразвуковые изображения дефектов герметизации упаковок пищевых продуктов" ("High contrast ultrasound images of defects in food package seals") автора Catherine H.Frazier и др., опубликованной в издании IEEE Transactions on ultrasonics, ferroelectrics, and frequency control, Vol.47, № 3, за май 2000 года, известно исследование посредством оценки ультразвуковых характеристик соединительных зон. Целью настоящего изобретения является усовершенствование такого подхода к тестированию в отношении точности и воспроизводимости.
Это достигнуто согласно первому аспекту настоящего изобретения при помощи способа получения заполненных контейнеров, который содержит этапы обеспечения, по меньшей мере, первой и второй частей контейнера, обеспечения продукта, по меньшей мере, в одной из первой и второй частей, соединение первой и второй частей посредством соединения части первой части с частью второй части, таким образом формируя соединительную зону, осуществляют сканирование посредством последовательности импульсов ультразвуковой энергии вдоль соединительной зоны, считывание отраженной последовательности импульсов ультразвуковой энергии от соединительной зоны, определение производной по времени, по меньшей мере, одной задержки по времени и амплитуды считанной последовательности импульсов, формирование сигнала, отображающего качество соединения вдоль соединительной зоны, посредством сравнения, по меньшей мере, одной из производных по времени с заданным пороговым значением и отделение контейнеров, если индикативный сигнал показывает, что связь вдоль указанной соединительной зоны является некачественной.
Таким образом, в наиболее предпочтительном варианте осуществления изобретения луч последовательности импульсов передается в направлении соединительной зоны и на указанную зону, и отраженная серия импульсов передается от соединительной зоны, по меньшей мере, доминирующей частью исключительно через жидкость. Таким образом, достигается то, что, по меньшей мере, преобладающая часть ультразвуковой энергии, поступающей от соответствующего генератора в соединительную зону и обратно к ультразвуковому датчику, проходит исключительно через жидкость.
В другом наиболее предпочтительном варианте осуществления изобретения луч последовательности импульсов направляют к соединительной зоне и на указанную зону в направлении, которое отлично от перпендикулярного к зоне и находится в плоскости, которая образована линией, перпендикулярной к соединительной зоне, и направлением сканирования лучом вдоль соединительной зоны.
В других предпочтительных вариантах осуществления изобретения соединительная зона формирует замкнутую петлю, предпочтительно, по меньшей мере, по существу плоскую замкнутую петлю. Таким образом, более предпочтительно замкнутая петля, по меньшей мере, по существу круглая.
В другом предпочтительном варианте осуществления изобретения соединительная зона состоит из, по меньшей мере, трех материалов, уложенных друг на друга, в результате чего соответственно два из материалов совместно формируют границу раздела материалов. В этом случае распознавание содержит распознавание последовательности импульсов ультразвуковой энергии, отраженной, по меньшей мере, от одной из границ раздела материалов. В соединительной зоне, где находятся два жестких материала, например, такие как металлическая фольга, связанная с пластмассовым материалом, существуют три материала, наложенных друг на друга, а именно, пластмассовый материал, на котором находится фольга, и, наконец, окружающий воздух или другое окружающее вещество, такое как жидкость, в результате чего формируются границы раздела трех материалов. Это приведено для пояснения и перечисления границ раздела материалов.
В другом предпочтительном варианте осуществления изобретения осуществляется текущий контроль или измерение линии сканирования последовательностью импульсов ультразвуковой энергии вдоль соединительной зоны и определение местоположения вдоль соединительной зоны, в которой сформирован индикативный сигнал, который отображает нарушение соединения. Это позволяет получать информацию о нарушении нормального функционирования пункта соединения, например, о повреждении соединительного инструмента.
Для облегчения оценки принятой последовательности импульсов также предпочтительно подбирать коэффициент заполнения и частоту повторения импульсов последовательности импульсов таким образом, чтобы передаваемая последовательность импульсов не накладывалась на отраженную и принятую последовательность импульсов в пункте приема. Кроме того, в наиболее предпочтительном варианте осуществления изобретения луч формирует по существу соосно с осью наибольшей чувствительности приема ультразвуковой энергии. Датчик ультразвуковой энергии приспособлен для усиления приема лепестка диаграммы направленности ультразвуковой энергии. Такой принимаемый лепесток ориентирован по указанной оси наибольшей чувствительности. Таким образом, передаваемый луч передается соосно с этой осью.
В другом предпочтительном варианте осуществления способа, соответствующего изобретению, направление, в котором луч направляют к соединительной зоне и на него, образует угол α относительно перпендикулярной линии или нормали к соединительной зоне в плоскости, образованной указанным перпендикуляром и направлением сканирования, причем указанный угол удовлетворяет следующим условиям:
0°<α≤30°,
предпочтительно
5°≤α≤20°,
и, таким образом, наиболее предпочтительно отношение
10°≤α≤18°.
Первый предпочтительный вариант проведения значительной части ультразвуковой энергии через жидкость осуществлен таким образом, что, по меньшей мере, соединительная зона контейнера и выход электромеханического преобразователя для формирования луча, а также вход механоэлектрического преобразователя для приема отраженной последовательности импульсов погружены в жидкость. В другом предпочтительном варианте проведение этой ультразвуковой энергии в жидкости осуществляют посредством создания локального мостика из жидкости от указанного выхода электромеханического преобразователя для генерирования ультразвукового луча до соединительной зоны и затем до входа механоэлектрического преобразователя для приема отраженной ультразвуковой энергии. Таким образом, в другом предпочтительном варианте осуществления изобретения мостик из жидкости создают посредством нанесения жидкости локально на соединительную зону и всасывания жидкости с соединительной зоны сразу же после сканирования такой зоны.
В наиболее предпочтительном варианте осуществления в качестве жидкости выбирают воду. В другом предпочтительном варианте осуществления изобретения и с точки зрения техники сканирования такое сканирование осуществляют посредством перемещения луча вдоль соединительной зоны контейнера, причем первый остается неподвижным. В другом предпочтительном варианте осуществления изобретения луч движется, тогда как контейнер остается неподвижным при указанном сканировании. В другом предпочтительном варианте осуществления изобретения сканирование осуществляют посредством перемещения контейнера, а также перемещения луча.
В другом предпочтительном варианте осуществления изобретения предварительно задают траекторию движения для сканирования, при этом может осуществляться управление движением для сканирования на основе такой предварительно заданной траектории. В другом предпочтительном варианте осуществления изобретения, в котором точность и воспроизводимость конфигурации соединительной зоны не может быть предварительно задана достаточно точно, направление соединительной зоны отслеживается просмотровым блоком, создающим изображение, и относительное перемещение контейнера и луча управляется в соответствии с результатом слежения.
Для установления устойчивого и воспроизводимого положения проверяемых контейнеров, особенно если не используется техника слежения за соединительной зоной, в предпочтительном варианте осуществления изобретения контейнер позиционируют всасывающим действием, в результате чего контейнер притягивается всасыванием в предварительно заданное положение.
Согласно второму аспекту настоящего изобретения для достижения указанной выше цели обеспечивают, по меньшей мере, первую и вторую части контейнера, причем, по меньшей мере, одну из этих частей заполняют продуктом, две части соединяют посредством связывания части первой части с частью второй части, в результате чего формируется соединительная зона. Затем соединительную зону сканируют передаваемым лучом ультразвуковой энергии и принимают ультразвуковую энергию, отраженную от соединительной зоны. На основе принятой ультразвуковой энергии генерируется сигнал, который отображает качество связывания вдоль соединительной зоны. Таким образом, согласно этому аспекту изобретения, ультразвуковая энергия от механического выхода электромеханического преобразователя для генерирования передаваемого луча к соединительной зоне и указанная ультразвуковая энергия, отраженная от соединительной зоны к механическому входу механоэлектрического преобразователя и на него для приема отраженной ультразвуковой энергии, передается через жидкость. Этот способ, соответствующий второму аспекту настоящего изобретения, предпочтительно может быть скомбинирован с одним или более из указанных выше аспектами изобретения.
Согласно третьему аспекту изобретения также для достижения указанной выше цели обеспечивают, по меньшей мере, первую и вторую части подвергаемого проверке контейнера, по меньшей мере, в одну из этих двух частей помещают продукт, первую и вторую части соединяют посредством связывания части первой части с частью второй части, таким образом образуя соединительную зону. Соединительную зону сканируют передаваемым лучом ультразвуковой энергии и принимают ультразвуковую энергию, отраженную от соединительной зоны. На основе принятой ультразвуковой энергии формируется сигнал, который отображает качество связывания вдоль соединительной зоны. Таким образом, кроме того, направление луча ультразвуковой энергии к соединительной зоне и на зону подбирают так, чтобы оно было отличным от перпендикуляра к указанной соединительной зоне и находилось в плоскости, образованной перпендикулярной линией или нормалью к соединительной зоне и направлением сканирования. Вновь и также согласно этому третьему аспекту изобретения указанные выше разные предпочтительные варианты осуществления изобретения могут быть скомбинированы как два или более двух с вариантом, соответствующим этому аспекту изобретения.
Настоящее изобретение также достигает указанной выше цели благодаря соответствующему устройству тестирования, в котором используются, как было указано выше в связи с первым аспектом изобретения, производные по времени ультразвуковой энергии, в частности, производная по времени задержки по времени и/или амплитуды отраженной последовательности импульсов ультразвуковой энергии, генерируемой соответственно последовательностями импульсов, передаваемыми к соединительной зоне, или исключительно посредством проведения или направления ультразвуковой энергии от выхода генератора к соединительной зоне и на него и обратно к входу ультразвукового датчика по жидкости или посредством направления ультразвукового луча, передаваемого к соединительной зоне и на него не перпендикулярно к соединительной зоне, а включая угол относительно перпендикулярной линии к соединительной зоне, отличный от 0 и лежащий в плоскости, содержащей указанную перпендикулярную линию и направление сканирования. Теперь настоящее изобретение будет описано с точки зрения его способа и устройства на примерах и со ссылками на прилагаемые чертежи, на которых:
фиг.1-10 - представлены варианты выполнения заполненных контейнеров;
фиг.11 - упрощенная функциональная блок-схема прохождения сигналов в устройство обнаружения неисправностей в предпочтительном варианте осуществления основной операции способа изготовления, соответствующего настоящему изобретению;
фиг.12 - схематический вид последовательности импульсов ультразвуковой энергии, передаваемой устройством, показанным на фиг.11, к соединительной зоне и в соединительной зоне;
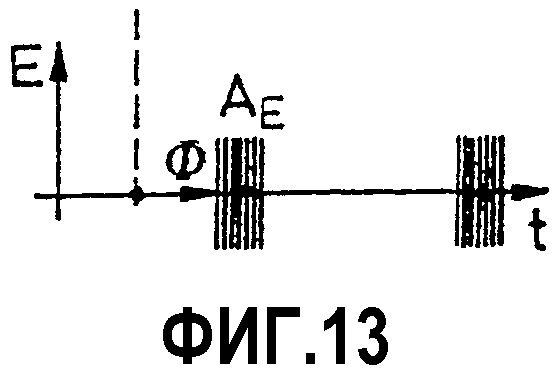
фиг.13 - также упрощенный вид отраженной последовательности ультразвуковых импульсов, принимаемой в варианте, показанном на фиг.11, и отраженной от одной из возможно более чем одной границы раздела материалов в соединительной зоне 3;
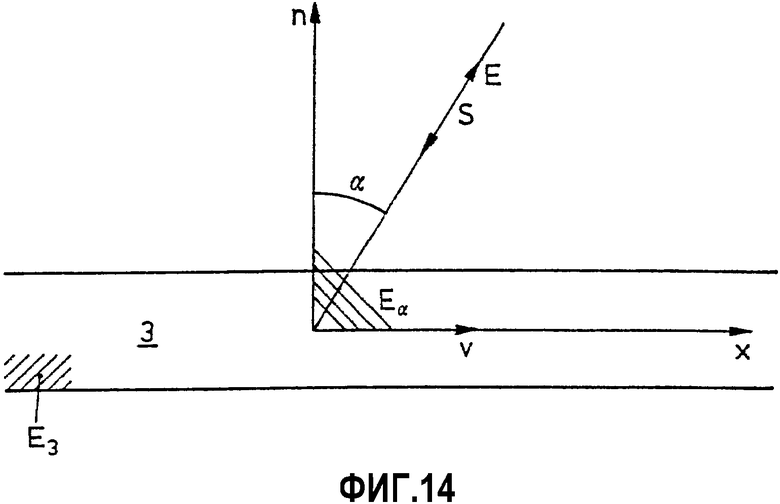
фиг.14 - схематическое представление в перспективе полосы соединительной зоны и углового соотношения оси ультразвукового луча, передаваемого к соединительной зоне и в зоне, и предпочтительно также отраженной ультразвуковой энергии относительно нормали к соединительной зоне и в плоскости, образованной нормалью и направлением сканирования;
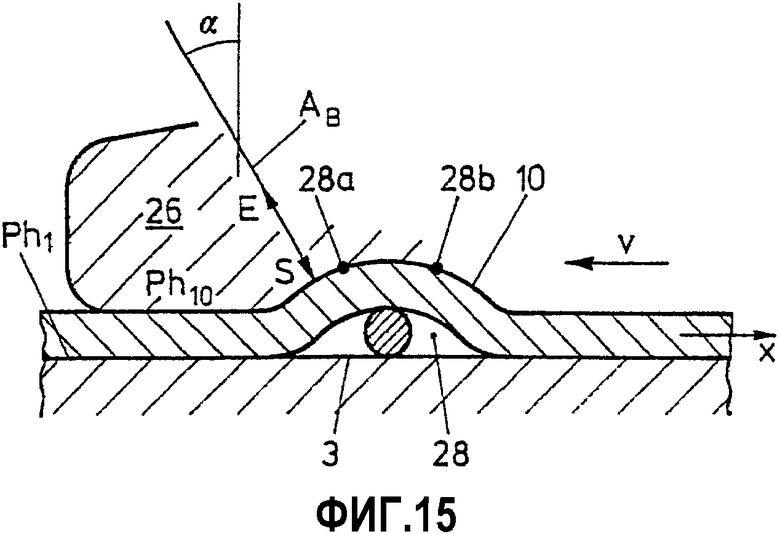
фиг.15 - схематический вид испорченной или нарушенной соединительной зоны в часто встречающейся форме и иллюстрация дополнительного усовершенствования для подачи в указанную соединительную зону ультразвуковой энергии для выявления нарушения;
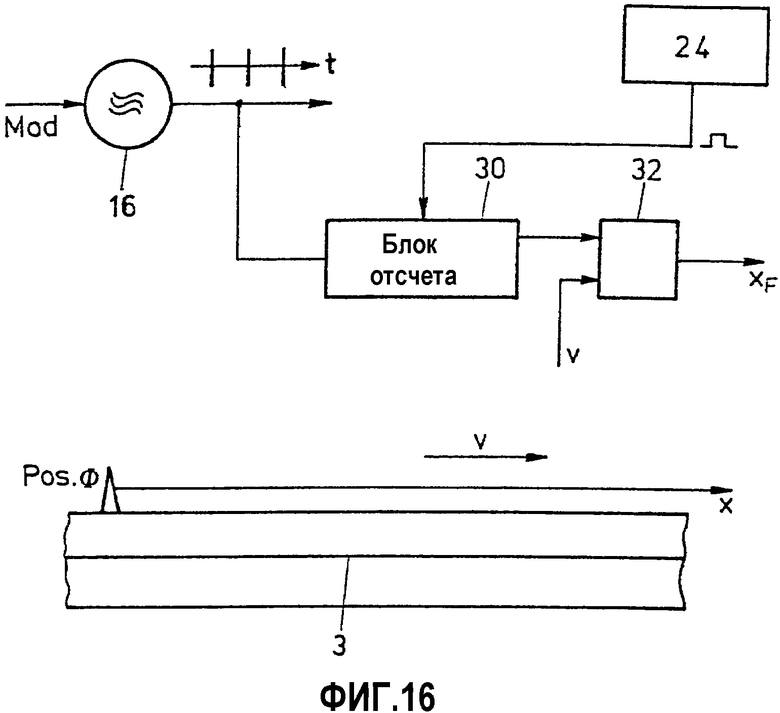
фиг.16 - в отличие от варианта, показанного на фиг.11, вид одного предпочтительного варианта осуществления изобретения не только для выявления нарушения соединения в соединительной зоне, но дополнительно для определения, в каком местоположении находится такое нарушение соединения;
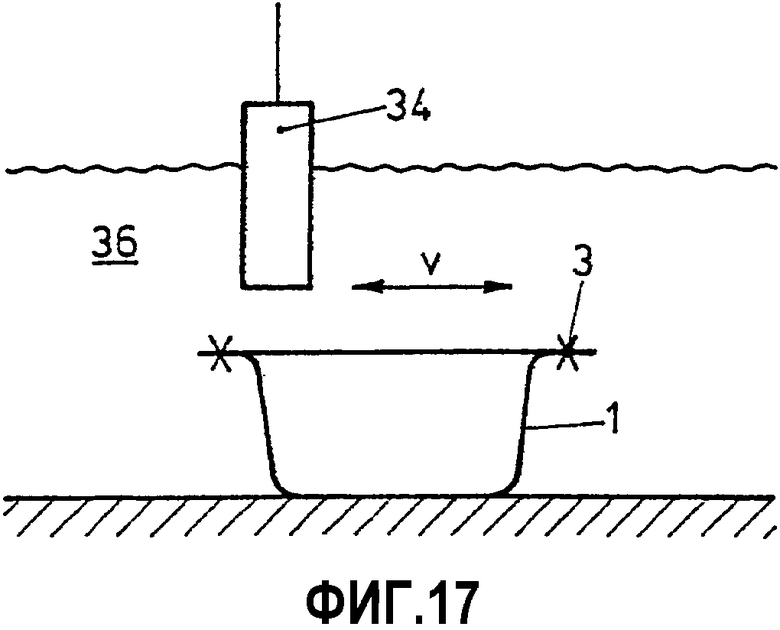
фиг.17 - схематический вид одного наиболее предпочтительного варианта направления ультразвуковой энергии, проходящей от передатчика к соединительной зоне и назад к приемнику, исключительно через вещество, не являющееся окружающим воздухом, преимущественно являющееся жидкостью;
фиг.18 - другой предпочтительный вариант осуществления распространения ультразвуковой энергии в жидкости;
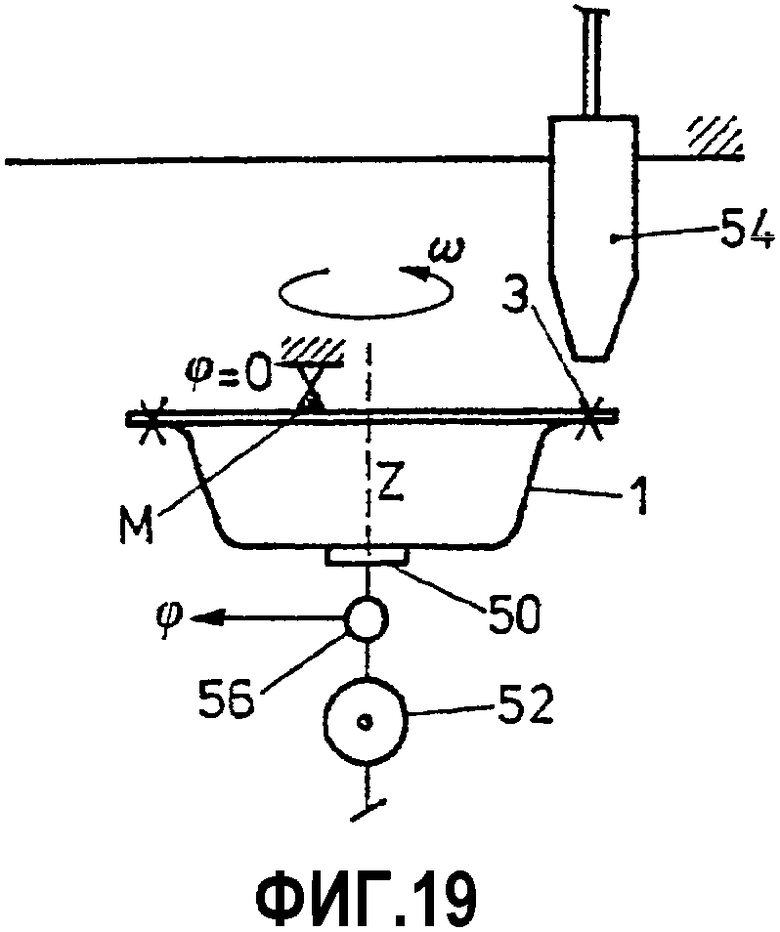
фиг.19 - схематическое представление первого варианта осуществления сканирующего движения ультразвукового луча вдоль круговой соединительной зоны;
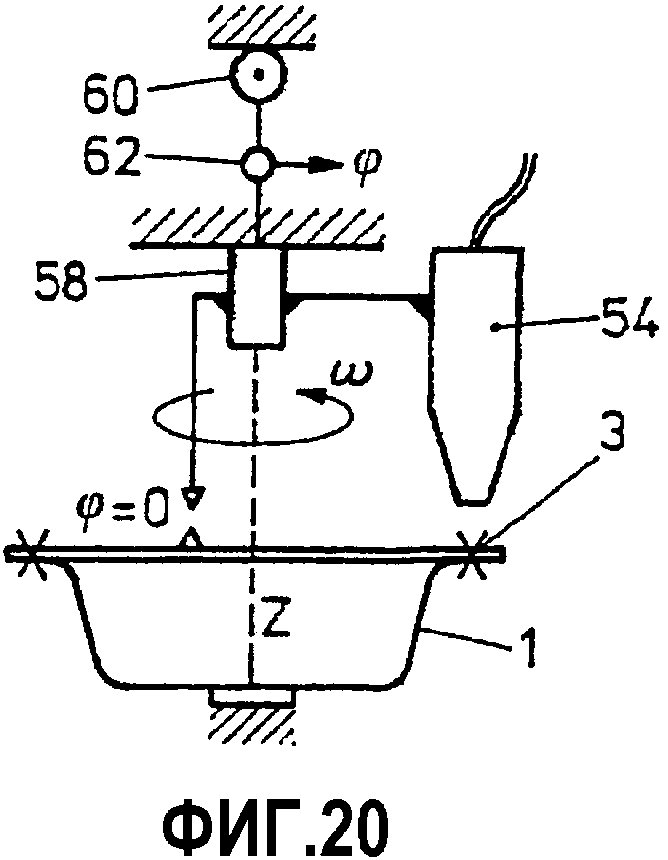
фиг.20 - схематическое представление по аналогии с фиг.19 второго варианта осуществления изобретения;
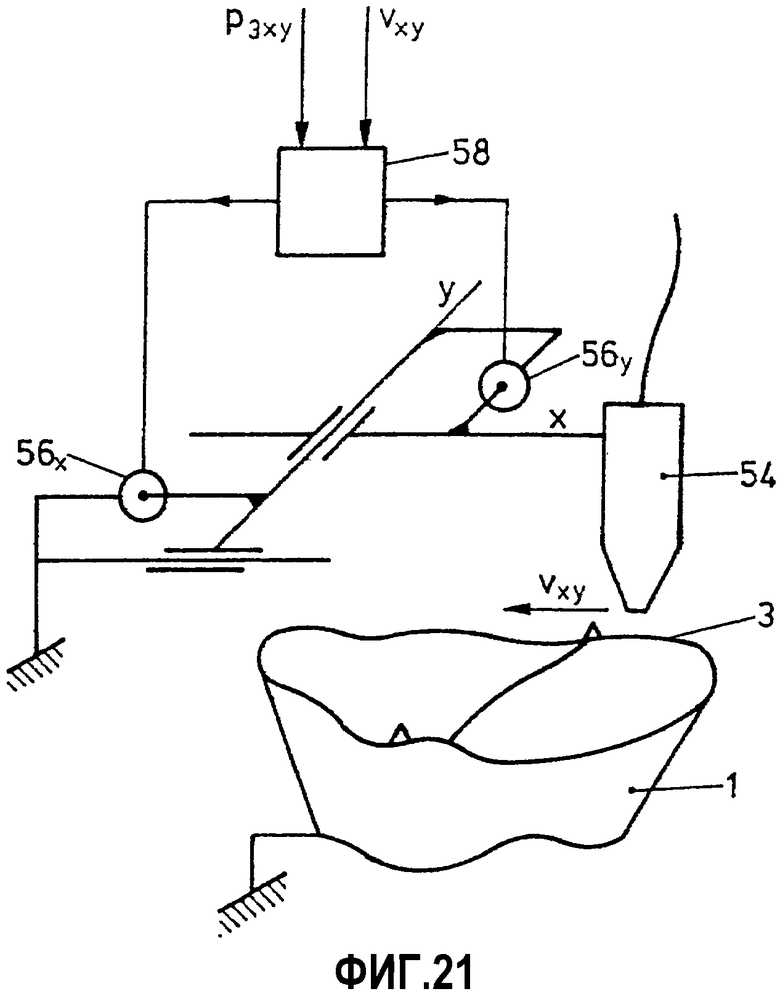
фиг.21 - схематический вид в перспективе третьего варианта осуществления сканирующего движения луча ультразвуковой энергии и соединительной зоны с использованием управляемых независимых двухкоординатных планарных приводов для ультразвукового передатчика и приемника;
фиг.22 - вид, аналогичный показанному на фиг.20, показывающий дополнительный вариант, в котором передатчик/приемник перемещается линейно с управлением, и контейнер с соединительной зоной вращается в зависимости от управления;
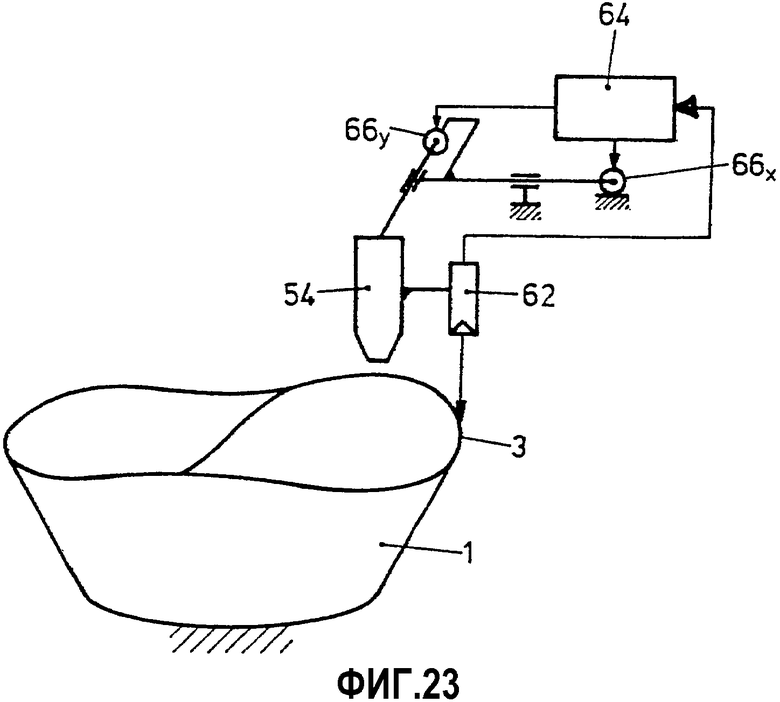
фиг.23 - вид другого варианта осуществления сканирующего движения, когда соединительная зона 3 отслеживается, и взаимное движение контейнера и соединительной зоны 3 относительно ультразвукового передатчика/приемника управляется посредством отслеживания или приема данных о траектории соединительной зоны 3;
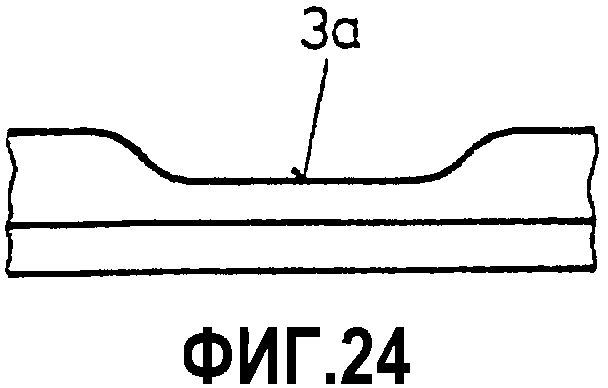
фиг.24 - вид в поперечном сечении часто встречающегося профиля соединительной зоны, особенно при выполнении высокочастотной сварки;
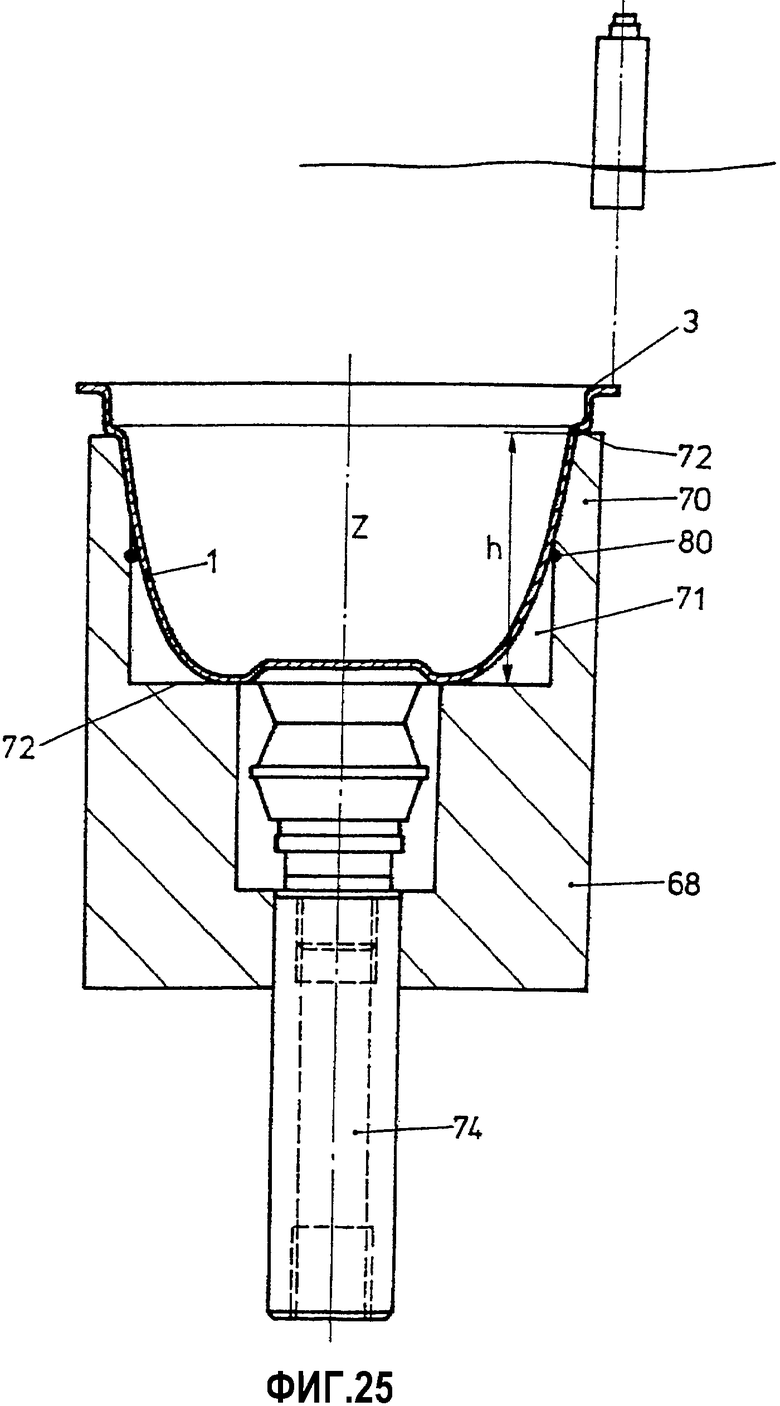
фиг.25 - вид в поперечном сечении предпочтительного варианта устройства для точного позиционирования контейнера, по меньшей мере, в процессе проверки соединительной зоны;
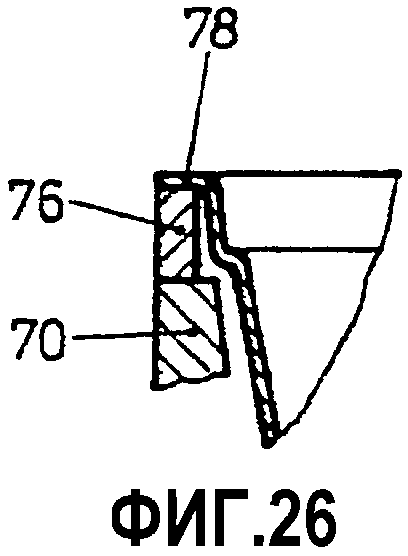
фиг.26 - вид в поперечном сечении, показанном на фиг.25, показывающий дополнительную опору для самой соединительной зоны для некоторых типов контейнеров;
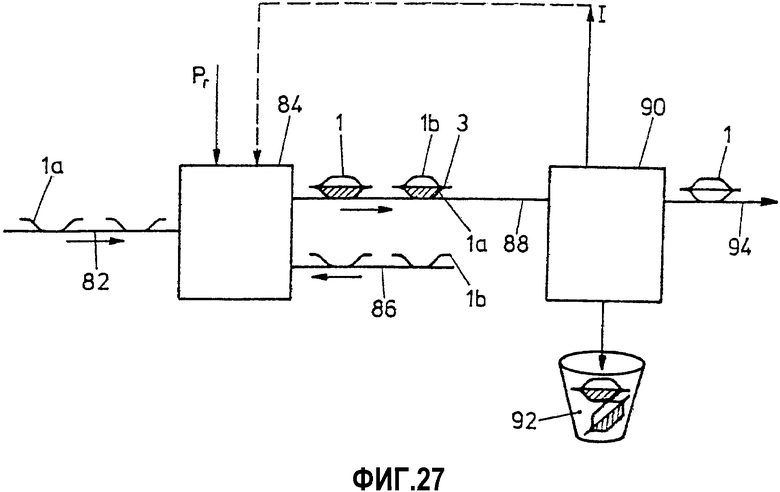
фиг.27 - вид упрощенной функциональной блок-схемы установки для изготовления контейнеров согласно настоящему изобретению, и
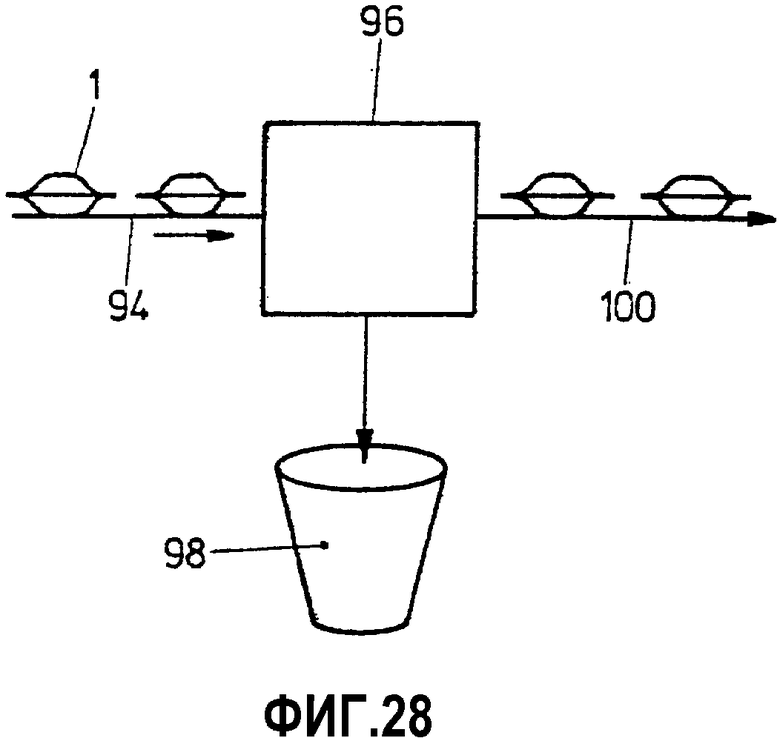
фиг.28 - как продолжение фиг.27, иллюстрация дополнительного усовершенствования для интегрирования в тестирование соединительной зоны до нее или после нее проверки на течь герметизированных контейнеров.
Описание предпочтительного варианта осуществления изобретения
Как показано на фиг.11, вблизи поверхности 10 соединительной зоны 3, которая в нормальных условиях обращена к окружающей среде, расположены, по меньшей мере, один ультразвуковой передатчик и, по меньшей мере, один ультразвуковой приемник. Обычно может применяться более одного ультразвукового передатчика и/или более одного ультразвукового приемника, при этом количество приемников и передатчиков необязательно должно быть одинаковым. Важно, чтобы приемники получали ультразвуковые сигналы, отраженные, по меньшей мере, от одной границы раздела материалов, находящейся в соединительной зоне 3.
В варианте осуществления изобретения, показанном в упрощенном и схематическом виде на фиг.11, один ультразвуковой передатчик и один ультразвуковой приемник интегрированы в одной ультразвуковой передающей/принимающей головке 12. Головка 12 включает первый преобразователь 14а, который является электромеханическим преобразователем и который преобразует электрические входные сигналы, подаваемые на вход Е12, в ультразвуковые сигналы, которые фокусируются лучом в соединительной зоне 3. Преобразователь 14а в рабочем положении соединен его электрическим входом Е12 с электрическим генератором 16. Генератор 16 имеет вход Mod управления модуляцией.
Головка 12 также содержит второй преобразователь 14b, который является механоэлектрическим преобразователем и который преобразует ультразвуковые входные сигналы в электрические выходные сигналы на его выходе, в рабочем положении, соединенном с выходом А12 головки 12.
Два преобразователя 14а и 14b могут быть получены в форме одного преобразователя с механическим выходом/входом и, соответственно, электрическим входом/выходом по аналогии с микрофоном, который может также работать как громкоговоритель. В головку 12 могут быть интегрированы дополнительные электронные устройства, например, для предварительного усиления сигнала, аналого-цифрового преобразования, профилирования, фильтрации, электрического смещения сигнала и электропитания (не показаны).
Генератор 16 работает с частотой ультразвукового сигнала, например, составляющей 10 МГц. Такой сигнал ультразвуковой частоты модулируется по амплитуде для получения последовательности импульсов ультразвуковой частоты. Импульсы фактически являются огибающими сигналов ультразвуковой частоты, существующими на протяжении длительности импульса. Частота повторения этих импульсов сигналов ультразвуковой частоты может быть подобрана в диапазоне килогерц. Предпочтительно коэффициент заполнения последовательности импульсов подбирают небольшой, например, 0,1 или менее, что означает, что длительность импульса короткая по сравнению с периодом повторения импульсов.
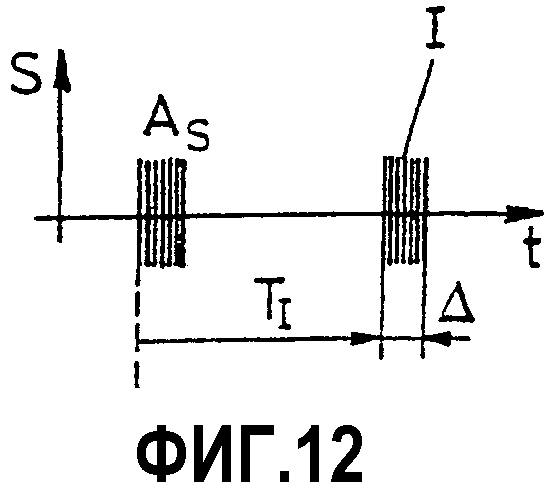
После преобразования электромеханическим преобразователем 14а генерируется луч последовательности импульсов ультразвуковых сигналов S, как схематически показано на фиг.12. Здесь АS обозначает амплитуду ультразвукового сигнала в импульсах I, ТI обозначает период повторения импульса, и Δ обозначает длительность импульса. Коэффициент заполнения задается отношением Δ/ТI.
Луч последовательности импульсов ультразвуковых сигналов фокусируется в соединительной зоне 3. Таким образом, соединительная зона 3 перемещается относительно передатчика/приемника 12 предпочтительно с постоянной скоростью v, как также показано на фиг.3. Таким образом, соединительная зона 3 тестируется посредством столкновения с ним луча последовательности ультразвуковых импульсов фактически с частотой выборки, которая задана частотой повторения импульсов и скоростью v. Соответственно, частоту повторения импульсов и скорость v сканирования подбирают с взаимной зависимостью.
Последовательность импульсов ультразвуковых сигналов сначала сталкивается с границей раздела Ph0 материала на внешней поверхности 10 соединительной зоны 3, обычно обращенной к окружающей среде, затем с любой границей раздела материалов под Ph1, Ph2 на фиг.11. Если в соединительной зоне 3 присутствуют несколько границ раздела материалов, отражение ультразвукового сигнала происходит от всех границ раздела.
Таким образом, на каждой из границ Ph раздела происходит отражение сталкивающейся с ней последовательности импульсов ультразвуковых сигналов. Временная задержка τ или фазирование Ф, с которым последовательность импульсов, отраженная от соответствующей границы Ph раздела, сталкивается с механическим входом механоэлектрического преобразователя 14b, зависит от того, от какой границы раздела поступает последовательность импульсов. Последовательность импульсов, отраженная от Ph0, будет сталкиваться с преобразователем 14b с меньшей временной задержкой τ1 или фазированием Ф1 по сравнению с последовательностью импульсов, отраженной от следующей границей Ph1 раздела материалов. Предпочтительно коэффициент заполнения передаваемой последовательности S ультразвуковых импульсов подбирают настолько малым, чтобы последовательности Е импульсов, отраженные от, по меньшей мере, двух границ Ph0, Ph1 раздела, сталкивались с преобразователем 14b с достаточным разделением по времени относительно переданной последовательности импульсов и без наложения на нее. Это существенно облегчает использование эхо-сигналов или отражения. Когда частота повторения импульсов и коэффициент заполнения подобраны так, что это приводит к наложению эхо-сигналов и/или последовательностей импульсных сигналов от передатчика, отделение соответственно представляющих интерес отраженных последовательностей импульсов может осуществляться посредством способа корреляции при учете того, что для данной структуры соединительной зоны 3 и контейнера 1 временные задержки τ или фазирования Ф от границ раздела материалов также известны.
На фиг.13 схематически показано фазирование Ф в соответствии с временной задержкой τ отраженной последовательности Е ультразвуковых импульсов относительно переданной последовательности S импульсов и амплитуды АЕ такой отраженной последовательности импульсов. Последовательности импульсов, отраженные, по меньшей мере, от двух границ Ph0, Ph1 раздела материалов, сталкиваются с преобразователем 14b без наложения импульсов с заданным известным фазированием, например, Ф0 для границы раздела Ph0, Ф1 для Ph1 и т.д. Таким образом, выходной сигнал на выходе А12 головки 12 при работе поступает предпочтительно в ряд блоков 160, 161 и т.д. управления временным интервалом, количество которых соответствует количеству границ Ph раздела материалов, отражение от которых должно быть оценено. Блоки 16 управления временным интервалом обеспечивают прохождение сигнала от их входа до их выхода в течение заданного измерительного времени Δt, начинающегося с соответственной временной задержкой τ0, τ1, ... от восходящего фронта импульсов на выходе генератора 16. Таким образом, после временного интервала τ0, который немного короче, чем ожидаемая задержка по времени эхо-сигнала от границы раздела Ph0, блок 160, фактически являющийся переключающим элементом, обеспечивает передачу сигнала между его входом и его выходом в течение измерительного временного интервала Δt, и именно после τ0, соответствующего Ф0, и в течение измерительного временного интервала Δt отраженная последовательность Ph0 импульсов появится на выходе блока 160. Соответственно определенные отраженные последовательности импульсов отбираются и отсеиваются. Как схематически показано на фиг.11, соответствующие характерные для границы раздела эхо-сигналы поступают в соответствующие блоки 180, 181, ..., которые соответственно генерируют на их выходах первый сигнал S(Ф), зависимый от точной задержки по времени или фазирования Ф соответствующих эхо-сигналов, и S(А), зависимый от амплитуды, например, средней амплитуды или максимальной амплитуды соответствующих импульсов эхо-сигналов. Зависимый от фазы или задержки по времени сигнал S(Ф) поступает в дифференцирующий блок 200Ф, тогда как зависимый от амплитуды сигнал S(A) поступает в дифференцирующий блок 200А.
В соответствующих блоках 20 формируется производная по времени зависимых от фазы и/или зависимых от амплитуды сигналов эхо-сигнала, отраженного от одной границы раздела материалов, который необходимо оценить. Сигналы производной по времени на выходах блоков 20 поступают в блоки 22 сравнения, где соответствующая моментально превалирующая производная по времени сравнивается с заданным, предпочтительно регулируемым пороговым значением (не показано). Каждый раз, когда мгновенно превалирующая производная по времени переходит пороговое значение, на выходах блоков 22 генерируется индикативный сигнал, указывающий, что вдоль соединительной зоны 3 обнаружено нарушение.
Поскольку в большинстве случаев неважно, обнаружено ли такое нарушение благодаря амплитуде и/или благодаря фазированию, предпочтительно выходные сигналы блоков 22 при работе поступают в центральный блок 24 оценки, который генерирует на его выходе сигнал IB, показывающий "нарушение соединения".
На фиг.11 представлены принципы способа контроля, соответствующего одному аспекту настоящего изобретения, показаны в аналоговой форме. Тем не менее, специалисту в данной области техники будет совершенно ясно, что посредством соответствующего аналого-цифрового преобразования сигналов, зависящих от ультразвуковых сигналов, оценка сигналов может осуществляться в цифровой форме. Таким образом, может быть полезно преобразовывать такие цифровые сигналы из временной области в частотную область и осуществлять оценку сигнала в частотной области посредством выполнения, например, быстрого преобразования Фурье (БПФ) на основе цифровых сигналов.
Каждый раз, когда блок 24 генерирует указанный выше сигнал IB "нарушение соединения", соответствующий проверяемый контейнер отстраняют от дальнейшего использования, в результате чего все оставшиеся контейнеры можно считать имеющими адекватное соединение вдоль их соединительных зон 3.
Как показано на фиг.11, эхо-сигналы оцениваются относительно их задержки по времени или фазирования, а также относительно их амплитуд. Тем не менее, в некоторых вариантах применения настоящего изобретения можно осуществлять оценку сигнала посредством оценки только либо задержки по времени эхо-сигнала (фазирования), либо амплитудной характеристики.
Кроме того, согласно фиг.11 и приведенному выше описанию, можно использовать эхо-сигналы, поступающие от более чем двух границ Ph раздела материалов. Тем не менее, было обнаружено, что наиболее важной границей раздела материала является Ph0, то есть поверхность 10, которая обычно обращена к окружающей среде. Таким образом, можно использовать только эхо-сигналы, которые поступают от границы Ph0 раздела материала, что существенно упрощает всю систему.
Таким образом, могут быть необходимыми только блок 160 управления временным интервалом и блоки дальнейшей оценки, в рабочем положении соединенные с ним, как показано на фиг.11.
В наиболее предпочтительном варианте осуществления изобретения и как показано на фиг.11 ссылочной позицией 26, между механическим выходом электромеханического преобразователя 14а с одной стороны и между механическим входом механоэлектрического преобразователя 14b с другой стороны и поверхностью 10 соединительной зоны 3, обычно обращенной к окружающей среде, находится среда, которая отлична от воздуха. В наиболее предпочтительном варианте осуществления изобретения такой средой 26 является жидкое вещество, наиболее предпочтительно вода. Таким образом, важно применять такую жидкость без пузырьков газа для исключения создания дополнительных границ раздела материалов и, таким образом, шумов. Кроме того, как показано на фиг.11, передача луча S последовательности ультразвуковых импульсов и прием отраженной последовательности Е ультразвуковых импульсов осуществляются в направлении, которое перпендикулярно срединной плоскости Е3 соединительной зоны 3. Это устройство, предпочтительно, усовершенствуется таким образом, что направление передачи луча последовательности ультразвуковых импульсов, а также направление, предпочтительно, соосное ему, наибольшей чувствительности механоэлектрического преобразователя 14b наклонено на угол α относительно перпендикуляра n к срединной плоскости Е3. На фиг.14 показана лентообразная соединительная зона 3 и перпендикуляр n к срединной плоскости Е3, по меньшей мере, локально образованной соединительной зоной 3. Таким образом, α образован в плоскости Еα, которая включает n и параллельна направлению сканирования со скоростью v. Согласно фиг.11 пропускание ультразвукового луча, а также прием происходит в направлении n, показанном на фиг.14. Тем не менее, в наиболее предпочтительном варианте осуществления изобретения направление ультразвукового луча S, а также приема с наибольшей чувствительностью, показанного позицией Е на фиг.11, наклонено относительно перпендикуляра n на угол α, для которого допустимо:
0<α≤30°,
таким образом, предпочтительно
5≤α≤20°
и особенно предпочтительно
10≤α≤18°.
На фиг.15 схематически показана соединительная зона 3 и попавший в такую соединительную зону 3 материал и/или воздух 28. Такое неадекватное соединение приводит к получению поверхности 10, имеющей вспучивание. Практически все виды и типы нарушений соединения приводят к получению такой геометрической деформации внешней поверхности 10 в соединительной зоне 3. Когда в предпочтительном варианте осуществления изобретения ось луча S последовательности ультразвуковых импульсов и принимаемой последовательности Е, показанных на фиг.14, наклонена на угол α, при сканировании ультразвуковым лучом соединительной зоны 3 изменение отражения от поверхности Ph0 и, таким образом, его производная по времени увеличивается. С другой стороны, в случае с углом α и направлением v, показанными на фиг.15, сначала поверхностный район 28а, который изогнут в направлении оси АВ лучей S и Е, будет увеличивать считываемую амплитуду отраженного сигнала, а в последующем районе 2b эта амплитуда будет существенно уменьшена. Таким образом, будет происходить увеличение d/dt считываемого сигнала особенно в отношении его амплитуды, когда ультразвуковой луч сканирует поверхностные районы 28а, 28b.
Таким образом, благодаря наклону оси АВ передачи и приема ультразвукового луча достигается усиленная реакция на геометрические неровности особенно вдоль поверхности Ph0. Согласно фиг.15 становится ясно, что если также используются отражения от других границ раздела материалов, например, Ph1 на фиг.15, эти эхо-сигналы также будут иметь усиленную характеристику производной по времени благодаря углу α наклона.
Следует отметить, что в конфигурации с нарушением соединения, показанной на фиг.15, будут локально создаваться дополнительные границы раздела материалов, которые могут дополнительно обнаруживаться.
На фиг.16 в еще более упрощенной и схематической форме при помощи функциональной блок-схемы прохождения сигналов по аналогии с фиг.11 показано дополнительное усовершенствование системы, описанной со ссылками на фиг.11. Таким образом, представляется, что часто может быть необходимо не только вообще обнаружить, что соединение вдоль соединительной зоны 3 нарушено, но также обнаружить, где находится такое нарушенное соединение вдоль соединительной зоны 3. Для этого, как показано на фиг.16, сканирование соединительной зоны 3 начинается от заданной точки Pos.Φ соединительной зоны 3.
Например, применяют блок 30 отсчета времени, например, синхронизируемый выходным сигналом генератора 16, который блокируется, когда на выходе блока 24 генерируется сигнал "нарушение соединения" (IB), как показано на фиг.11. Поскольку скорость v относительного перемещения между передающей/принимающей головкой 12 и соединительной зоной 3 предварительно задана и известна, блок 32 оценки может вычислять на основе времени появления сигнала "нарушение соединения" (IB) и предварительно заданной скорости v местоположение хF вдоль соединительной зоны 3, в которой было обнаружено нарушение соединения или погрешность соединения.
Таким образом, можно устанавливать обратную связь между пунктом обнаружения нарушения соединения и пунктом соединения, особенно если в заданном количестве последующих контейнеров, проходящих контроль соединения, обнаружены нарушения соединения в том же месте в соединительной зоне. Это может быть ценной информацией о нарушении правильной работы пункта соединения, например, работы связывающих инструментов.
Промежуточный слой жидкости
Как было описано в контексте способа контроля, применяемого согласно настоящему изобретению, в наиболее предпочтительном варианте между механическим выходом электромеханического преобразователя для генерирования ультразвуковой энергии и между механическим входом механоэлектрического преобразователя для приема ультразвуковой энергии с одной стороны и самой внешней поверхностью 10 контролируемой соединительной зоны 3 находится промежуточная среда, предпочтительно жидкость и наиболее предпочтительно вода.
Как показано на фиг.17, в первом предпочтительном варианте осуществления изобретения для этого ультразвуковую передающую/принимающую головку 34, предпочтительно головку 12, описанную со ссылками на фиг.11, помещают в водяную ванну 36, в которую также погружена, по меньшей мере, соединительная зона 3 проверяемого контейнера 1.
Таким образом, как было также описано в контексте системы, соответствующей фиг.11, создается относительное перемещение v между головкой 34 и соединительной зоной 3 для ультразвукового сканирования вдоль всей соединительной зоны 3. Предпочтительные способы создания такого относительного перемещения также в слое жидкости будут описаны ниже.
На фиг.18 показан второй предпочтительный вариант с созданием жидкого и, особенно предпочтительного, водного ультразвукового проводника между активными поверхностями передающей/принимающей головки 38 и соединительной зоной 3. Система 40 подачи жидкости, особенно предпочтительно воды, подает жидкость за активные передающие и принимающие поверхности передающего/принимающего преобразователей. Корпус головки 38 имеет выпускное сопло 44, через которое кроме ультразвукового луча и эхо-сигналов проходит жидкость, распределяемая пленкой 46 по ограниченной площади соединительной зоны 3. Вблизи соединительной зоны 3 расположена всасывающая головка 48, соединенная с насосом (не показан). Слой жидкости, распределенный по соединительной зоне 3, удаляется всасывающей головкой 48 сразу после того, как головка 38 сканирует покрытую жидкостью часть соединительной зоны 3. На фиг.18 также показано относительное перемещение v головки 38 относительно соединительной зоны 3 и вдоль нее.
Управление относительным движением между ультразвуковым передатчиком/приемником и соединительной зоной
На фиг.19 показан первый предпочтительный вариант осуществления такого относительного перемещения. Таким образом, контейнер 1 и соединительная зона 3 сформированы с осевой симметрией относительно центральной оси Z. Контейнер 1 располагают на вращающемся приводе 50, соосном с его центральной осью Z и имеющем приводной электродвигатель 52, при этом предпочтительно применяют датчик 54 угла поворота. При помощи привода 50 контейнер 1 вращается предпочтительно с постоянной вращательной скоростью ω. Предпочтительно вращение начинается, когда заданная отметка М на контейнере 1 занимает заданное положение ϕ=0. Относительно этого положения датчик 54 угла поворота генерирует сигнал ϕ, отображающий мгновенное значение угла поворота.
Измерение этого угла позволяет определять местоположение нарушения соединения вдоль соединительной зоны 3, когда оно обнаружено неподвижным ультразвуковым передатчиком/приемником 54, в более общих чертах описанным со ссылками на фиг.11-18.
На фиг.20 показано аналогичное устройство, механика которого выполнена в обратном порядке, когда вместо контейнера 1 ультразвуковой передатчик/приемник 54 вращается вокруг центральной оси Z контейнера 1 при помощи приводного узла 58 с приводным электродвигателем 60 и датчиком 62 угла поворота.
Оба варианта могут быть осуществлены либо в комбинации с использованием водяной ванны, как показано на фиг.17, либо с распределением воды, как показано на фиг.18, а также с наклоном оси ультразвукового луча, как было описано со ссылками на фиг.14 и 15. Кроме того, предпочтительно передатчик/приемник 54 задуман, как было в общих чертах описано со ссылками на фиг.11, как выполняющий соответствующую оценку сигнала.
Эти предпочтительные комбинации с указанными выше техническими приемами также действительны для других вариантов осуществления управления относительным перемещением, описанных ниже.
Другой его предпочтительный вариант схематически показан на фиг.21. Здесь контейнер 1, имеющий любую конфигурацию соединительной зоны 3, как показано на фиг.21, неподвижен. Передатчик/приемник 54 установлен на линейном приводе х/y, который, как схематически показано, может двигаться в направлении х, будучи приводимым в движение электродвигателем 56х, и в направлении y в зависимости от движения в направлении х, будучи приводимым в движение электродвигателем 56y. Поскольку в каждом случае, когда осуществляется контроль соединительной зоны 3 контейнеров указанного типа, конфигурация соединительной зоны 3 известна и скорость vxy, с которой передатчик/приемник 54 будет сканировать соединительную зону 3, предварительно задана, блок 58 управления управляет приводами 56х и 56y для следования с заданной скоростью vxy курсу, который соответствует тестируемой соединительной зоне 3. Заданную скорость vxy и известный курс р3хy для движения вдоль соединительной зоны 3 вводят в блок 58 управления. Благодаря этому способу можно сканировать двухмерную соединительную зону практически любой конфигурации, которая может быть наиболее сложной.
По аналогии с переходом от варианта, показанного на фиг.19, к варианту, показанному на фиг.20, то есть выполнения механики в обратном порядке, совершенно ясно, что вариант, показанный на фиг.21, может быть механически выполнен в обратном порядке в том смысле, что передатчик/приемник 54 остается неподвижным, а контейнер 1 наоборот движется в направлениях двух координат х и y.
На фиг.22 схематически показан другой предпочтительный вариант осуществления изобретения. Контейнер 1 с тестируемой соединительной зоной 3 расположен на вращающемся приводном устройстве, в целом подобном показанному на фиг.19. Кроме того, ультразвуковой передатчик/приемник 54 установлен так, что он может совершать линейное перемещение параллельно плоскости, в которой по существу находится траектория движения вдоль соединительной зоны 3. Вращение контейнера 1 и линейное движение передатчика/приемника 54 осуществляются при помощи соответствующих приводов 60r и 60ω с взаимной зависимостью. Здесь также необходимую скорость vxy, а также траекторию или конфигурацию р3ху соединительной зоны, которые заданы и известны, соответственно, вводят в блок 62 управления, выход которого обеспечивает управление приводами 60r и 60ω.
Часто контур соединительной зоны 3 контейнеров не бывает идентичным для всех контейнеров рассматриваемого типа, и от одного контейнера к другому встречаются относительно большие отличия, например, вследствие производственных допусков. В таком случае может быть трудно управлять операцией сканирования соединительной зоной 3 ультразвуковым передатчиком/приемником при помощи предварительно запрограммированных или заданных траекторий движения. На фиг.23 также схематически показан вариант осуществления управления таким движением, в котором в целом контур соединительной зоны 3 отслеживается, и такое отслеживание автоматически управляет движением передатчика/приемника 54. Согласно фиг.23 применяется следящая головка 62, которая может быть выполнена, например, как головка, создающая изображение, например, прибор с зарядовой связью на основе электрооптического преобразования, лазерная следящая головка, инфракрасная следящая головка и т.д. Головка 62 обнаруживает местоположение соединительной зоны 3, которая может иметь, как показано на фиг.24 и в сечении по линии Х-Х на фиг.6, конфигурацию плоского канала 3а. Головка 62 установлена на передатчике/приемнике 54 или соединена с ним. Здесь также применены, например, приводы 66х, 66y в направлениях х/y, которые управляют движением передатчика/приемника 54 и следящей головки 62 в направлениях х/y. При помощи блока 64 управления, который в рабочем положении соединен его входом со следящей головкой 62, приводы 66х и 66y в направлениях х/y управляются с отрицательной обратной связью таким образом, что головка 62 и головка 54 передатчика/приемника следуют линии соединительной зоны 3 с необходимой заданной скоростью.
Возвращаясь к варианту осуществления изобретения, показанному на фиг.21, отметим, что перемещение головки передатчика/приемника 54 управляется электронным способом в соответствии с предварительно заданным известным контуром соединительной зоны 3. Вместо управления таким движением электронным способом также возможно создавать чисто механический путь для головки передатчика/приемника 54, например, при помощи направляющей дорожки и с приведением в движение передатчика/приемника 54 с заданной скоростью вдоль такой механической направляющей.
При рассмотрении вариантов управления движением, схематически показанных на фиг.19-24, специалист в данной области техники сможет найти другие подобные варианты такого управления движением в зависимости от типа контейнера и конфигурации тестируемой соединительной зоны.
Хотя настоящее изобретение до сих пор было описано в основном с предположением, что соединительная зона по существу плоская, то есть по существу образует плоскость, может быть случай, когда такая соединительная зона образует контур, имеющий три измерения. В таком случае и без отхода от концепции настоящего изобретения и возвращаясь к показанным вариантам осуществления управления движением, вводится дополнительное измерение относительного движения соединительной зоны и ультразвукового передатчика/приемника, при этом сканирование соединительной зоны может осуществляться посредством движения в трех измерениях.
Позиционирование гнезда
В большинстве вариантов осуществления изобретения, которые могут быть выполнены для сканирования соединительной зоны 3 контейнера 1, важно располагать соответствующий проверяемый контейнер 1 в четко определенном воспроизводимом положении. Это не особенно очевидно в отношении контейнеров, конфигурация которых может значительно изменяться в связи с производственными допусками или предшествующим манипулированием, например, как в случае с контейнерами из пластмассовых материалов. Это особенно важно при осуществлении относительного перемещения ультразвукового передатчика/приемника, показанного на фиг.19, 20, 21, 22, то есть каждый раз, когда такое управление движением основано на предварительно заданной известной и предварительно записанной в память линии или конфигурации соединительной зоны 3.
На фиг.25 показан предпочтительный вариант устройства для правильной установки проверяемого контейнера 1 в предварительно заданное положение. Для контейнера 1 заданной конфигурации применяют принимающий корпус 68 с боковой стенкой 70 и донной поверхностью 72. Для установки контейнера 1, который имеет плоский ободок или упор 72, примыкающий к соединительной зоне 3 или формируемый им, высота h боковой стенки 70 постоянная относительно всей донной поверхности 72. Тем не менее, это необязательно для случая с контейнерами, которые имеют установочный ободок или упор, примыкающий к соединительной зоне 3 или формируемый им, не являющийся плоским.
Устройство имеет линию 74 вакуумирования, которая проходит в полость, формируемую стенками 70 и донной поверхностью 72, и соединена с всасывающим насосом (не показан). Таким образом, контейнер 1, помещенный в полость 71, сильно втягивается всасыванием в полость 71 и надежно устанавливается в предварительно заданное положение. Устройство, показанное на фиг.25, задумано как симметричное относительно центральной оси Z, поскольку показанный контейнер 1, позиционируемый при помощи этого устройства, симметричен относительно этой оси Z.
Тем не менее, следует понимать, что форма полости 71 приспособлена к соответствующей форме проверяемого контейнера 1 и, таким образом, полость может иметь любую форму, соответствующую форме контейнера.
Устройство, показанное на фиг.25 или подобное ему, может работать в неподвижном положении или может вращаться или совершать линейное движение при помощи привода с применением описанных выше вариантов осуществления управления движением. Кроме того, устройство, показанное на фиг.25 или подобное ему, может применяться в варианте, в котором, как показано на фиг.17, контейнер и передатчик/приемник погружены в жидкостную ванну, предпочтительно в водяную ванну, или может применяться в комбинации с вариантом, показанным на фиг.18, в котором между активными передающей и принимающей поверхностями ультразвуковой передающей/принимающей головки и тестируемой соединительной зоной 3 лишь локально создается жидкостная подушка, предпочтительно водяная подушка. Если необходимо, как показано на фиг.26, на стенке 70 устройства, показанного на фиг.25, может быть применена опора 76, которая непосредственно удерживает ободок 78, на котором сформирована соединительная зона 3. Эта опора 76 может быть либо отдельной частью, либо локально поддерживающими частями, распределенными вдоль периферии переднего конца стенки 70, или может формировать сплошное кольцо вдоль этого переднего конца. Такие опоры могут быть выполнены из эластомерного материала.
Можно также предусматривать расположение уплотнительных элементов, таких как эластомерные уплотнители 80, вдоль внутренней поверхности стенки 70 для того, чтобы внешняя поверхность стенки контейнера совместно с внутренней поверхностью стенки 70 формировала по существу закупоренное пространство 71.
Поточное изготовление контейнеров с проверенным соединением
На фиг.27 схематически показана вся установка для изготовления заполненных контейнеров с проверенным и признанным удовлетворительным соединением. Как схематически показано, первые части 1а контейнеров, например, показанных на фиг.1, подают потоком при помощи линейного или вращающегося конвейера, такого как круговой транспортер, в целом обозначенный ссылочной позицией 82, в направлении пункта 84 сборки и заполнения и в него. В пункт 84 сборки и заполнения также подают продукт Pr при помощи указанного выше пригодного конвейера 84 и показанные на фиг.1 вторые части 1b контейнеров.
В пункте 84 сборки и заполнения продуктом Pr заполняют, по меньшей мере, в одну из двух частей 1а и/или 1b, и две части соединяют посредством создания соединения вдоль соединительной зоны 3. При помощи другого пригодного конвейера 88, который также может быть линейным конвейером или вращающимся конвейером, например, таким как круговой транспортер, собранные и заполненные контейнеры 1, состоящие из двух частей 1b, 1а, соединенных в соединительной зоне 3, подают к пункту 90 контроля соединения и в него. В нем соединительные зоны 3 всех контейнеров, подаваемых в пункт 90 при помощи конвейера 88, сканируются для выявления нарушения соединения, как было описано со ссылками на фиг.1-26. Контейнеры, в которых обнаружено нарушенное, ненадлежащее соединение вдоль одной или более чем одной соединительной зоны в пункте 90 при помощи ультразвуковой проверки, удаляются, как показано ссылочной позицией 92. Как было описано, предпочтительно из пункта 90 выдается информация I, отображающая, где, соответственно, обнаружены нарушения соединения вдоль соответствующих соединительных зон 3. Эта информация может автоматически передаваться назад в пункт 84 соединения для автоматического устранения таких нарушений.
Таким образом, при помощи установки, показанной на фиг.27, изготовляются заполненные контейнеры, собранные посредством соединения вдоль соединительной зоны, которые имеют проверенные соединительные зоны, признанные выполненными качественно.
На фиг.28 показана установка, показанная на фиг.27, которая предпочтительно усовершенствована для выполнения завершающей проверки, заключающейся в том, что при помощи конвейера 94, который также может быть линейным или вращающимся конвейером, например, предпочтительно, круговым транспортером, контейнеры 1, которые были признаны безукоризненными с точки зрения соединения вдоль их соединительных зон 3, подают в пункт 96 проверки на течь, в котором проверяется возможность протечки изготовленных контейнеров 1. Контейнеры, которые признаны протекающими, также удаляются, что показано ссылочной позицией 98, и контейнеры 1, которые не протекают и которые также имеют хорошее соединение вдоль их соединительных зон, подают при помощи дополнительного линейного или вращающегося конвейера, такого как круговой транспортер 100, для дальнейшего использования. Последовательность проверки соединения и затем проверки на течь может быть осуществлена в обратном порядке, то есть может быть выполнена сначала проверка на течь и затем проверка соединения. Проверка на течь заполненных и закрытых контейнеров может быть выполнена, например, как описано в одном или более из следующих патентов настоящего заявителя: патенте США №5029464, патенте США № 5170660, патенте США № 5239859, патенте США № 5915270 и особенно патенте США № 6082184, патенте США № 6202477 и патенте США № 5907093, которые включены в настоящее описание в качестве ссылок в отношении проверки на течь контейнеров 1.
Таким образом, в установке, состоящей из вариантов, показанных на фиг.27 и 28, осуществляется полная проверка контейнеров на надлежащее соединение и надлежащую непроницаемость.





Использование: для изготовления и ультразвуковой дефектоскопии соединительной зоны герметизированных контейнеров для пищевых продуктов. Сущность: заключается в том, что закладывают в первую или вторую часть контейнера продукт, после чего осуществляют соединение указанных первой и второй частей посредством связывания указанной первой части с указанной второй частью, таким образом формируя соединительную зону, затем производят сканирование вдоль указанной соединительной зоны передаваемым лучом последовательности импульсов ультразвуковой энергии, после чего осуществляют прием последовательности импульсов ультразвуковой энергии, которая является отраженной от указанной соединительной зоны, определяют производную по времени, по меньшей мере, одной задержки по времени и амплитуды указанной принятой последовательности импульсов, формируют сигнал, отображающий качество указанного соединения вдоль указанной соединительной зоны посредством сравнения, по меньшей мере, одной из указанных производных по времени с предварительно заданным пороговым значением, отделяют указанный контейнер, если индикативный сигнал отображает нарушение соединения вдоль указанной соединительной зоны. Технический результат: повышение качества контроля проверки целостности герметизации контейнера, содержащего продукт. 6 н. и 64 з.п. ф-лы, 28 ил.
обеспечение, по меньшей мере, первой и второй частей контейнера;
обеспечение продукта, по меньшей мере, в одной из указанных первой и второй частей;
соединение указанных первой и второй частей посредством связывания части указанной первой части с частью указанной второй части, таким образом формируя соединительную зону;
сканирование вдоль указанной соединительной зоны передаваемым лучом последовательности импульсов ультразвуковой энергии;
прием последовательности импульсов ультразвуковой энергии, которая является отраженной от указанной соединительной зоны;
определение производной по времени, по меньшей мере, одной задержки по времени и амплитуды указанной принятой последовательности импульсов;
формирование сигнала, отображающего качество указанного соединения вдоль указанной соединительной зоны посредством сравнения, по меньшей мере, одной из указанных производных по времени с предварительно заданным пороговым значением;
отделение указанного контейнера, если указанный индикативный сигнал отображает нарушение соединения вдоль указанной соединительной зоны.
обеспечение, по меньшей мере, первой и второй частей контейнера;
обеспечение продукта, по меньшей мере, в одной из указанных первой и второй частей;
соединение указанных первой и второй частей посредством связывания части указанной первой части с частью указанной второй части, таким образом формируя соединительную зону;
сканирование указанной соединительной зоны передаваемым лучом ультразвуковой энергии;
прием ультразвуковой энергии, которая отражается от соединительной зоны;
формирование на основе указанной принятой ультразвуковой энергии сигнала, отображающего качество указанного соединения вдоль указанной соединительной зоны, в результате чего
направление указанного луча ультразвуковой энергии к указанной соединительной зоне и на указанную зону в направлении, которое отлично от перпендикуляра к ней в плоскости, образуемой линией, перпендикулярной к указанной зоне, и направлением сканирования указанным лучом вдоль указанной соединительной зоны;
передачу указанной ультразвуковой энергии от механического выхода электромеханического преобразователя для формирования указанного луча, передаваемого через жидкость на указанную соединительную зону, и указанной отраженной ультразвуковой энергии от указанной соединительной зоны через жидкость в направлении механического входа механоэлектрического преобразователя и на указанный вход для приема указанной отраженной ультразвуковой энергии.
обеспечение, по меньшей мере, первой и второй частей контейнера;
обеспечение продукта, по меньшей мере, в одной из указанных первой и второй частей;
соединение указанной первой и указанной второй частей посредством связывания части указанной первой части с частью указанной второй части, таким образом формируя соединительную зону;
сканирование указанной соединительной зоны передаваемым лучом ультразвуковой энергии;
прием ультразвуковой энергии, которая является отраженной от указанной соединительной зоны;
формирование на основе указанной принятой ультразвуковой энергии сигнала, отображающего качество указанного соединения вдоль указанной соединительной зоны, в результате чего
направление указанного луча ультразвуковой энергии к указанной соединительной зоне и на указанную зону в направлении, которое отлично от перпендикуляра к ней в плоскости, образуемой линией, перпендикулярной к указанной зоне, и направлением сканирования указанным лучом вдоль указанной соединительной зоны.
причем выход указанного, по меньшей мере, одного генератора и выход указанного, по меньшей мере, одного датчика в рабочем положении соединены с блоком оценки, при этом указанный блок оценки формирует индикативный сигнал, когда производная по времени задержки по времени принятой последовательности импульсов ультразвуковой энергии достигает предварительно заданного порогового значения и/или производная по времени амплитуды принятой последовательности импульсов ультразвуковой энергии достигает дополнительного предварительно заданного порогового значения, при этом указанный индикативный сигнал отображает нарушение соединения вдоль указанной соединительной зоны.
причем выход указанного, по меньшей мере, одного датчика в рабочем положении соединен с блоком оценки, генерирующим на его выходе сигнал, отображающий качество указанного соединения, дополнительно содержащее несущее устройство для, по меньшей мере, одного проверяемого контейнера, и средство подачи жидкости, приспособленное для создания мостика из жидкости между выходом электромеханического преобразователя указанного генератора и соединительной зоной контейнера на указанном несущем устройстве и входом механоэлектрического преобразователя указанного, по меньшей мере, одного датчика.
дополнительно содержащее несущее устройство для, по меньшей мере, одного проверяемого контейнера, причем указанный, по меньшей мере, один генератор приспособлен для формирования указанного, по меньшей мере, одного луча к соединительной зоне указанного контейнера и на указанную зону в направлении, которое отлично от перпендикуляра к указанной зоне.
| US 5372042 A, 13.12.1994 | |||
| US 5372042 A, 13.12.1994 | |||
| ПРОХОРОВ А.М | |||
| БСЭ | |||
| - М.: СОВЕТСКАЯ ЭНЦИКЛОПЕДИЯ, 1972, ТОМ 8, с.343 | |||
| Способ ультразвуковой дефектоскопии | 1990 |
|
SU1818581A1 |
| Способ ультразвукового контроля многослойных изделий | 1980 |
|
SU930107A1 |
| УЛЬТРАЗВУКОВАЯ ИСКАТЕЛЬНАЯ ГОЛОВКА | 0 |
|
SU274463A1 |
| Автомат для ультразвукового контроля изделий | 1979 |
|
SU873113A1 |
| Сканирующее устройство к дефектоскопу | 1979 |
|
SU974250A1 |
| Устройство для направления листов в листовыводных устройствах | 1978 |
|
SU939304A1 |

