Изобретение относится к области строительства, в частности к способу изготовления профилей для стержневых плоских и пространственных металлических конструкций.
Известен способ изготовления замкнутых гнутых профилей проката для металлических конструкций, получаемых на профилегибочном стане, включающий изготовление полос, деформацию полос горизонтальными и вертикальными валками, сварку деформированных полос для получения замкнутого профиля [1].
Для получения гнутых профилей проката требуется специальное энергоемкое оборудование. Это приводит к увеличению стоимости изготовления гнутых профилей и конструкций из них в целом.
Наиболее близким к предлагаемому техническому решению относится способ получения сварногнутых профилей для элементов металлических конструкций, включающий изготовление полос одинаковой длины и толщины, скрепление их по продольным и поперечным кромкам, формообразование профиля путем деформации полос подачей давления в пространство между полосами [2].
К недостаткам данного способа изготовления профилей можно отнести большой объем сварочных работ, что приводит к ненадежности работы профиля и конструкции из него в целом, трудоемкости изготовления.
Задача изобретения - снижение энергоемкости и трудоемкости изготовления замкнутого профиля, обладающего повышенной жесткостью и местной устойчивостью по сравнению с известными холоднодеформированными профилями.
Поставленная задача достигается тем, что в способе изготовления профиля для несущих металлических конструкций, включающем изготовление нескольких полос одинаковой длины и толщины, скрепление их по продольным и поперечным кромкам, создание давления между ними для формообразования профиля, для изготовления профиля треугольной формы сечения изготавливают две полосы шириной 2b1 и 2b2, удовлетворяющих условию 2b2/2b1≤1, а перед скреплением полос каждую из них сгибают пополам радиусом не менее двух толщин полос, а при изготовлении профиля четырехугольной формы изготавливают две пары полос, в одной паре полос каждую полосу изготавливают шириной b1, а в другой каждую полосу изготавливают шириной 2b2, удовлетворяющих условию b2/b1≤0,5, перед скреплением полос каждую из пары полос шириной 2b2 сгибают пополам радиусом не менее двух толщин полос.
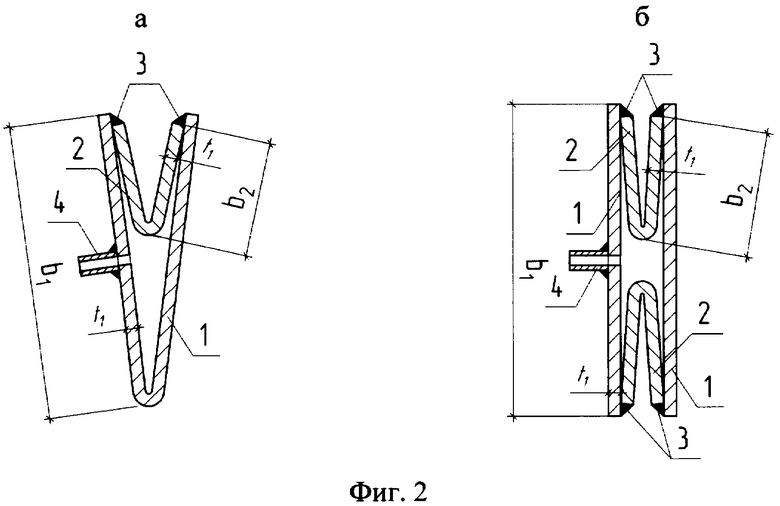
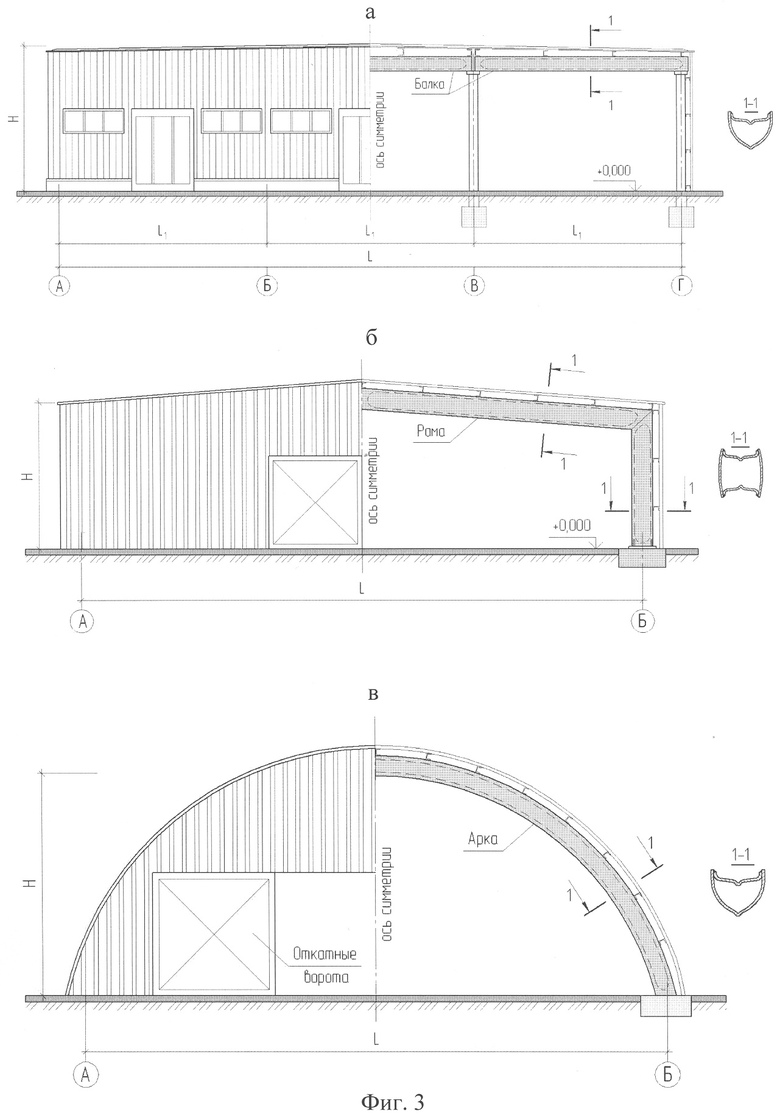
На фиг.1 изображены профили для элементов металлических конструкций различной формы: а - треугольной формы сечения, б - четырехугольной формы сечения; на фиг.2 изображены полосы для формообразования профиля: а - треугольной формы сечения, б - четырехугольной формы сечения; на фиг.3 приведен пример складских зданий, у которых типовые несущие конструкции (балки, рамы, арки) заменены несущими конструкциями нового типа: а - склад прямоугольный в плане балочного типа, б - склад прямоугольный в плане рамного типа, в - склад прямоугольный в плане арочного типа.
Для получения треугольной формы сечения профиля изготавливают две полосы 1 и 2 одинаковой длины l, толщины t. При этом полосу 1 изготавливают шириной равной 2b1, а полосу 2 изготавливают шириной равной 2b2, причем 2b2/2b1<1. Затем сгибают полосы 1 и 2 пополам радиусом не менее двух толщин полос R≥2t в месте сгиба и скрепляют их по продольным и поперечным кромкам между собой, например сваркой 3 (фиг.2а). После чего в пространстве между полосами 1 и 2 создают давление, например сжатым воздухом, который подают через штуцер 4, полосы 1 и 2 деформируются с образованием профиля треугольной формы (фиг.1а). После снятия избыточного давления полосы остаются в деформированном состоянии за счет пластических свойств и конечной изгибной жесткости стали.
Для получения четырехугольной формы сечения профиля изготавливают две пары полос 1 и 2 одинаковой длины l и толщины t. Одну пару полос 1 изготавливают шириной b1, а другую пару полос 2 изготавливают шириной 2b2, причем b2/b1≤0,5. При этом пару полос 2 сгибают пополам радиусом не менее двух толщин полос R≥2t в месте сгиба. Затем пары полос 1 и 2 скрепляют по продольным и поперечным кромкам между собой, например сваркой 3 (фиг.2б). После чего в пространстве между парами полос 1 и 2 создают давление, например сжатым воздухом, который подают через штуцер 4, пары полос 1 и 2 деформируются с образованием профиля четырехугольной формы (фиг.1б). После снятия избыточного давления полосы остаются в деформированном состоянии за счет пластических свойств и конечной изгибной жесткости стали.
Предлагаемый способ изготовления профилей для несущих металлических конструкций позволяет изготавливать профили, имеющие большую жесткость и местную устойчивость, что дает возможность использовать их для большепролетных конструкций.
Источники информации
1. Трищевский И.С., Клепанда В.В. Металлические облегченные конструкции (справочное пособие) - Киев: «Будiвельник», 1978. С.8-11.
2. Денисова А.П. Легкие металлические конструкции повышенной транспортабельности. - Изд-во Сарат. ун-та, 1989. С.26-29.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЪЕМНЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ СТРУКТУР | 1993 |
|
RU2035313C1 |
| ГНУТЫЙ ЛИСТОВОЙ ПРОФИЛЬ | 1996 |
|
RU2116151C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОФРИРОВАННЫХ ПОЛОС | 2005 |
|
RU2288800C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ПРОКАТА ЗАМКНУТОГО ТИПА | 2006 |
|
RU2342208C2 |
| СТЕНД-УСТРОЙСТВО, УСТРОЙСТВО ЗАЖИМА, МЕХАНИЗМ ЛОКАЛЬНОЙ ГИБКИ НЕМТИНА В.Ф. И СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ С ИХ ИСПОЛЬЗОВАНИЕМ | 2006 |
|
RU2320441C1 |
| Гнутый тонкостенный металлический профиль | 2021 |
|
RU2773742C1 |
| СПОСОБ ПРОИЗВОДСТВА C-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1997 |
|
RU2118213C1 |
| СПОСОБ М.Е.ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ПОЛКАМИ И ПЕРЕМЕННОЙ ПО РАЗВЕРТКЕ СЕЧЕНИЯ ТОЛЩИНОЙ | 1991 |
|
RU2019334C1 |
| ГОФРИРОВАННЫЙ ГНУТЫЙ ПРОФИЛЬ | 1998 |
|
RU2131318C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО КОРЫТНОГО ПРОФИЛЯ | 2008 |
|
RU2365447C1 |
Изобретение относится к области строительства, в частности к изготовлению профилей. Для изготовления профиля треугольной формы сечения изготавливают две полосы определенной ширины, а перед скреплением полос каждую из них сгибают пополам радиусом не менее двух толщин полос. При изготовлении профиля четырехугольной формы изготавливают две пары полос, в каждой паре полос каждую полосу изготавливают разной ширины, а перед скреплением каждую полосу большей ширины из пары сгибают пополам радиусом не менее двух толщин полос. Затем создают давление между ними для формообразования профиля. Снижается энергоемкость и трудоемкость изготовления. 3 ил.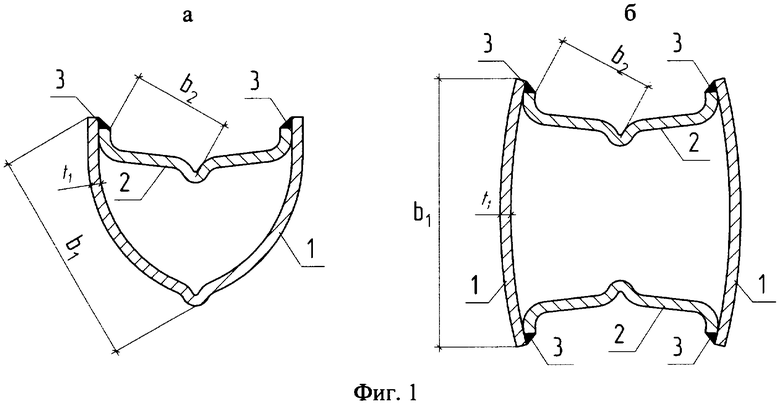
Способ изготовления профиля для несущих металлических конструкций, включающий изготовление нескольких полос одинаковой длины и толщины, скрепление их по продольным и поперечным кромкам, создание давления между ними для формообразования профиля, отличающийся тем, что при изготовлении профиля треугольной формы сечения изготавливают две полосы шириной 2b1 и 2b2, удовлетворяющих условию 2b2/2b1≤1, а перед скреплением полос каждую из них сгибают пополам радиусом не менее двух толщин полос, а при изготовлении профиля четырехугольной формы изготавливают две пары полос, в одной паре полос каждую полосу изготавливают шириной b1, а в другой каждую полосу изготавливают шириной 2b2, удовлетворяющих условию b2/b1≤0,5, перед скреплением полос каждую из пары полос шириной 2b2 сгибают пополам радиусом не менее двух толщин полос.
| ДЕНИСОВ А.П | |||
| Легкие металлические конструкции повышенной транспортабельности | |||
| Изд | |||
| Саратовского университета, 1989, с.26-29 | |||
| Способ изготовления оболочек из листовых заготовок | 1980 |
|
SU889209A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2045363C1 |
| GB 1378421 A, 27.12.1974. | |||

