Изобретение относится к обработке металлов давлением и предназначено для использования при изготовлении гнутых профилей проката с переменной по развертке сечения толщиной, в том числе таких как элементы строительных конструкций - балки, колонны, элементы транспортных средств, в том числе таких как борт платформы, лонжерон, стойка и другие.
Для изготовления гнутых профилей, как правило, применяют одну полосовую заготовку, из которой изготавливают практически равнотолщинные профили. Такие профили в ряде случаев при работе на изгиб, кручение, сжатие, внецентренное растяжение и другие имеют завышенную металлоемкость из-за выполнения всех элементов профиля как предельно нагруженных так и недогруженных одинаковой толщины.
Известны способы изготовления гнутых профилей из заготовки с переменной по ширине толщиной, полученной методами горячей прокатки. Такие профили имеют ограниченный сортамент из-за сложности получения широкополосовых заготовок с переменной по ширине толщиной и локальными утолщениями, а также из-за технологических затруднений в совмещении процессов получения заготовки прокаткой и ее формоизменения методом профилирования.
Изготовление и применение гнутых профилей с переменной по развертке сечения толщиной, в том числе сварных из отдельных листовых заготовок также затруднено из-за отсутствия надежной технологии их изготовления, сравнительно низкой производительности оборудования и недостаточного качества производимых профилей.
Известен способ изготовления гнутых профилей двутаврового сечения, содержащих полые полки и соединяющую их стенку, по которому вначале формуют периферийные участки полок профиля, затем при размещении стенки профиля в горизонтальной плоскости элементы полок, прилегающие к стенке, подгибают на угол 90о, а остальные элементы полок формуют в наклонном положении по отношению к стенке, после этого полые полки поворачивают относительно стенки профиля в заданное на готовом профиле положение за счет отгибки примыкающих к стенке перегнутых элементов, а на последних переходах полые полки наклоняют на угол, превышающий заданный на 8...20оотносительно стенки профиля в противоположную сторону первоначальному наклону за счет отгибки примыкающих к стенке элементов полых полок, затем полые полки доформовывают обжатием по контуру и поворачивают относительно стенки в заданное на готовом профиле положение.
К недостаткам данного способа следует отнести невозможность получения профилей с различной толщиной стенок, что приводит к завышенной их металлоемкости из-за необходимости выполнять ненагруженные элементы (стенку) профиля той же толщины, что и нагруженные (полки).
Известен способ изготовления гнутых профилей, содержащих стенку и полую полку путем последовательной по переходам подгибки его элементов в валках с размещением стенки профиля в горизонтальной плоскости. При этом, с целью снижения металлоемкости профилей за счет изготовления их с переменной по развертке сечения толщиной профиль изготавливают по меньшей мере из двух отдельных заготовок, по ширине и толщине соответствующих будущим стенке и полке профиля, причем вначале осуществляют профилирование одной из заготовок, затем соединяют неразъемно профилированную заготовку с плоской заготовкой другой толщины с получением промежуточной составной заготовки с переменной по ширине толщиной, а затем доформовывают промежуточную заготовку до получения готового профиля. Предусматривается также вариант профилирования вначале тонкостенной заготовки, соответствующей по ширине и толщине будущей стенке профиля, получение промежуточной составной заготовки с переменной по ширине толщиной путем предварительного наложения по меньшей мере одной заготовки большей толщины внахлест на профилированную заготовку меньшей толщины и соединение их периферийных участков прихваткой сваркой в местах наложения, затем из толстостенного участка промежуточной составной заготовки формообразование полой полки и приварка ее периферийного участка у кромок к стенке профиля. Предусматривается также, что сварка полой полки производится путем одновременной приварки к тонкостенной части профиля с обеих ее сторон примыкающих и охватывающих элементов полой полки, в том числе и ранее прихваченного сваркой участка при образовании промежуточной составной заготовки.
К недостаткам известного способа изготовления профилей следует отнести повышенную трудоемкость их изготовления, недостаточное качество сварного соединения в местах примыкания отдельных полос в гнутом профиле и пониженную производительность оборудования. Следует отметить, что при формообразовании элементов профиля из отдельных заготовок после их профилирования наблюдается волнистость вдоль кромок, продольный изгиб, а также серповидность, которые вызывают ухудшение качества профилей в местах взаимного примыкания и соединения отдельных полос в единое целое. В связи с этим для устранения упомянутых недостатков вводят дополнительную операцию - правку спрофилированных полос перед сваркой, смягчают режим подгибки за счет увеличения количества технологических переходов, уменьшают скорость профилирования, что вызывает снижение производительности оборудования при увеличении энергозатрат. Кроме того, в связи с первоначальным формообразованием отдельных заготовок и увеличением их жесткости, становится затруднительным после получения промежуточной сварной составной заготовки ее намотка в рулон для последующей формовки на больших скоростях гнутого профиля на отдельно стоящей линии, в составе которой установлен профилегибочный стан.
Наиболее близким по технической сущности к предлагаемому является выбранный в качестве прототипа способ изготовления профилей с переменной толщиной поперечного сечения, в соответствии с которым на прокатном стане изготавливают фасонную заготовку, толщина элементов которой равна толщине элементов готового профиля, а затем методом профилирования в валках стана формообразуют гнутый профиль. Общим для прототипа и заявляемого способа является получение заготовки, имеющей переменное по толщине поперечное сечение, и последующее формообразование профиля по переходам.
К недостаткам известного способа изготовления профиля с переменной толщиной поперечного сечения (прототипа) относится необходимость в специализированном оборудовании для прокатки широкополосовых заготовок с переменной по ширине толщиной, а также сложность совмещения процессов прокатки и профилирования и необходимость для реализации известного технологического процесса устройств для нагрева исходной заготовки, что ограничивает область применения прототипа.
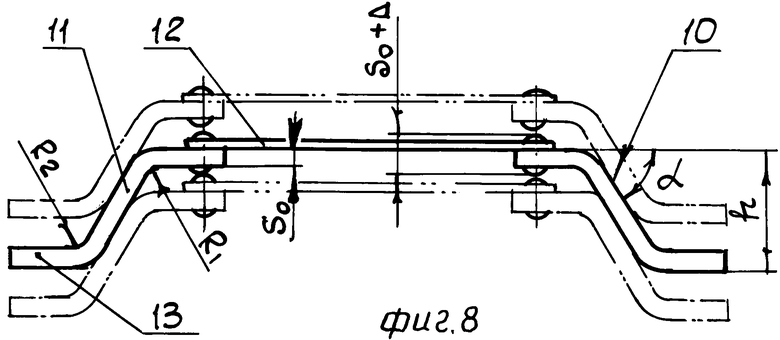
Поставленная цель достигается тем, что при изготовлении гнутых профилей с переменной по развертке сечения толщиной первоначально получают заготовку, имеющую переменное по толщине поперечное сечение, а затем формообразуют профиль по переходам, причем заготовку получают путем сварки периферийных участков отдельных заготовок различной толщины, после чего составной заготовке придают вид корытного профиля с боковыми стенками, расположенными по отношению к центральной стенке и полкам под углом
α = arccos[(0,9 1,0)  ], (1) где So - минимальная толщина промежуточной заготовки;
], (1) где So - минимальная толщина промежуточной заготовки;
Δ - приращение толщины, вызванное местным формообразованием; и высотой профиля, определяемой по следующей зависимости
h = So + (R1 + R2 + So)(1 - cos α ) + + (3...10) sin α , (2) где R1 и R2 - внутренние радиусы кривизны соответственно в местах сопряжения боковой стенки с центральной стенкой и полками профиля, после чего производят намотку заготовки в рулон.
В ряде случаев при изготовлении профилей на отдельно стоящем стане перед формообразованием гнутого профиля промежуточную составную корытной формы после ее размотки из рулона выпрямляют путем отгибки боковых стенок по отношению к центральной стенке и полкам. При изготовлении гнутых профилей с переменной по развертке сечения толщиной по заявляемому способу вначале осуществляют неразъемное соединение отдельных заготовок в промежуточную составную заготовку с переменной по ширине толщиной путем сварки их периферийных участков, а затем из полученной промежуточной заготовки формообразуют гнутый профиль путем последовательной подгибки по переходам ее участков.
Изготовление первоначально промежуточной составной заготовки из отдельных заготовок различной толщины без предварительного их формоизменения, позволяет получить качественную сварную разнотолщинную составную промежуточную заготовку и из нее гнутый профиль с плотным стыком и качественным сварным швом в местах соединения отдельных заготовок, благодаря незначительной их серповидности и продольной кривизне, а также отсутствию на периферийных свариваемых участках отдельных заготовок, возникающих именно при профилировании, дефектов в виде волнистости вдоль кромок. В дальнейшем из полученной промежуточной составной заготовки формообразуют гнутый профиль путем последовательной подгибки по переходам ее участков. Благодаря соединению отдельных заготовок в промежуточную разнотолщинную составную заготовку до их формоизменения обеспечивается минимальная жесткость промежуточной заготовки, что позволяет намотать ее в рулон и в дальнейшем использовать для высокопроизводительного непрерывного профилирования, обеспечивающего повышение качества профилей и уменьшение количества технологических переходов. Для повышения производительности профилегибочного оборудования после получения промежуточной составной заготовки с переменной по ширине толщиной ее наматывают в рулон, а уже затем из рулона упомянутая промежуточная заготовка профилируется в валках стана с большей скоростью, чем при получении заготовки. Для более полного использования возможностей оборудования и увеличения его производительности целесообразно технологической линии с профилегибочным станом придавать комплекс оборудования по подготовке рулонной заготовки и включением в него по крайней мере двух технологических линий по изготовлению промежуточных составных заготовок, обеспечивая равенство объемов производства заготовок и из них гнутых профилей. В ряде случаев, когда технологическая линия по производству гнутых профилей окатывается все же недогруженной, возможен вариант дополнительного производства обычных гнутых профилей из заготовки с постоянной по ширине толщиной.
С целью расширения технологических возможностей способа за счет изготовления гнутых профилей из отдельных заготовок с местными формообразованиями, промежуточной составной заготовке перед намоткой в рулон придают вид корытного профиля с боковыми стенками, размещенными по отношению к центральной стенке и полкам под углом α , определяемым по формуле (1) и высотой этого профиля h, определяемой по формуле (2). Придание промежуточной составной заготовке с местными формообразованиями, в том числе с гратом после сварки отдельных заготовок, заклепочными и болтовыми соединениями и др., перед намоткой в рулон вида корытного профиля с боковыми стенками, размещенными по отношению к центральной стенке и полками под углом, обеспечивает при намотке заготовки ее центрирование в рулоне без относительного поперечного смещения и скручивания витков, а также возникновения волнистости вдоль кромок. Принятые геометрические параметры корытного профиля в соответствии с формулами (1) и (2) обеспечивают сохранение требуемого качества заготовки и вследствие оптимальной жесткости заготовки минимальные энергозатраты на продольное искривление заготовки при ее намотке в рулон. В дальнейшем промежуточную составную заготовку перед формообразованием гнутого профиля после ее размотки из рулона выпрямляют путем отгибки боковых стенок по отношению к центральной стенке и полкам.
Упомянутое выпрямление промежуточной составной заготовки позволяет в ряде случае применять обработанные стандартные технологические процессы формообразования гнутых профилей из плоской заготовки с минимальными затратами на их освоение и производство. При этом упрощаются процессы стыковой сварки концевых участков рулонов и изгиб заготовки в накопителе. Все технологические приемы, являющиеся отличительными признаками заявляемого изобретения, могут быть осуществлены на оборудовании, в состав которого входит технологическая линия по изготовлению разнотолщинной заготовки и профилегибочный стан.
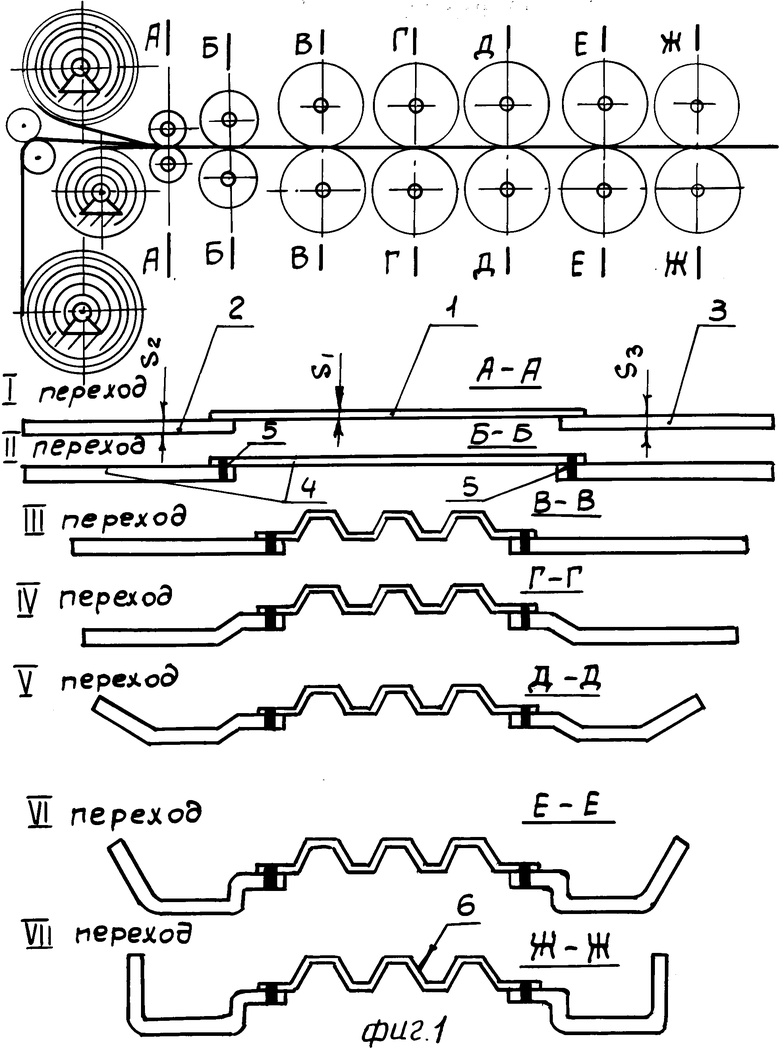
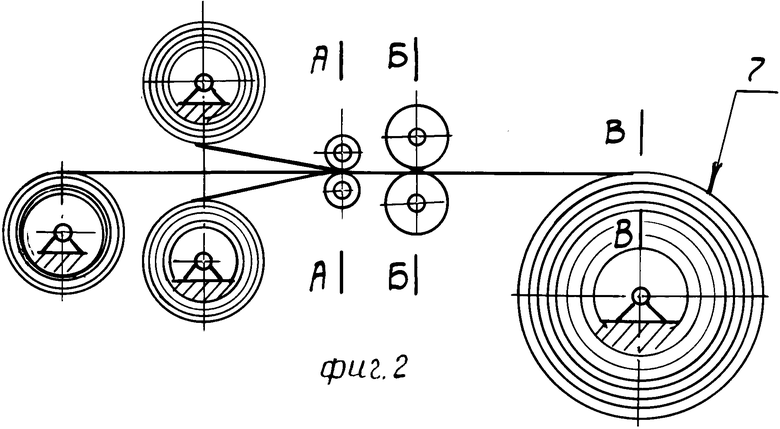
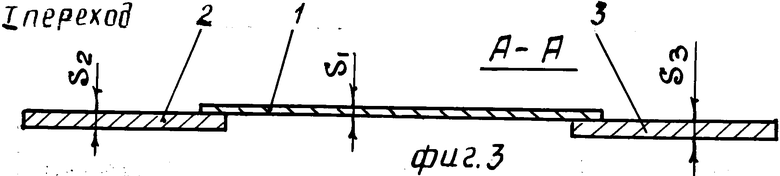
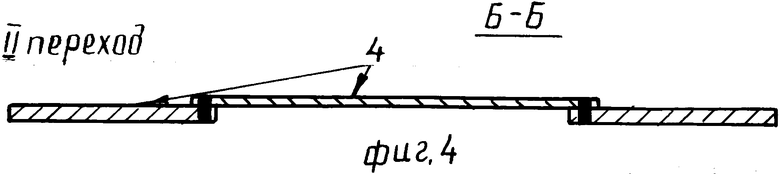
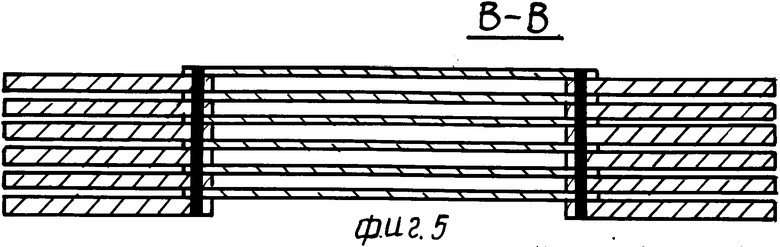
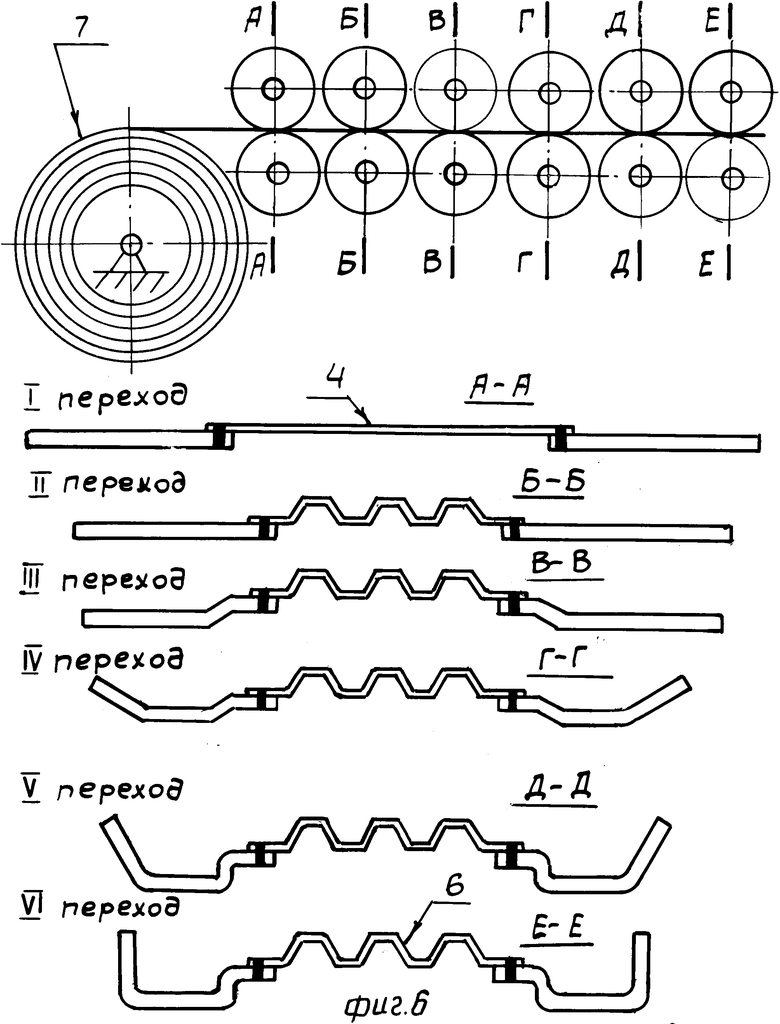
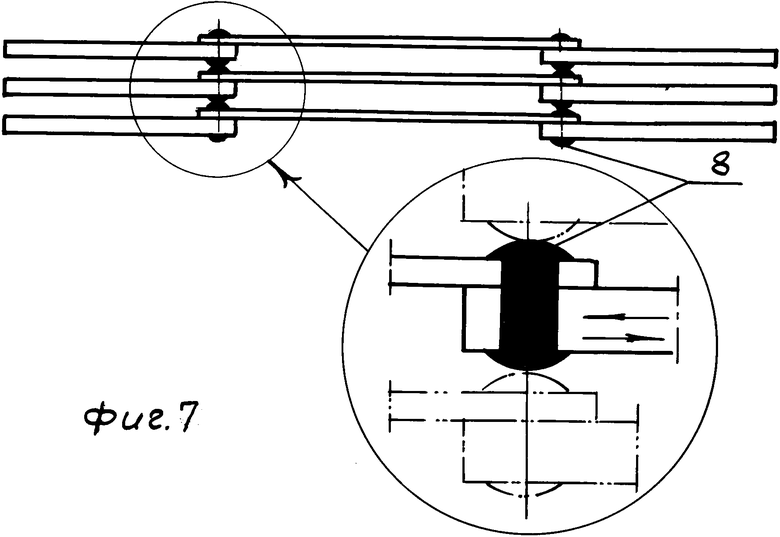
На фиг. 1 изображена схема формообразования гнутого профиля по предлагаемому способу; на фиг. 2-5 - схема изготовления промежуточной заготовки и ее намотки в рулон; на фиг. 6 - схема формообразования гнутого профиля из промежуточной заготовки, намотанной в рулон; на фиг. 7 - вариант поперечного сечения промежуточной заготовки в рулоне; на фиг. 8 - вариант поперечного сечения промежуточной заготовки в рулоне, после придания ей корытной формы.
Так, например, при изготовлении гнутого профиля с переменной про развертке сечения толщиной из трех отдельных заготовок 1, 2, и 3 (фиг. 1) разной толщины (S1, S2 и S3) первоначально производят соединение отдельных заготовок в промежуточную составную заготовку 4 с переменной по ширине толщиной электросваркой 5 (например шовной) периферийных участков соответствующих отдельных заготовок 1, 2 и 3.
Профиль 6 изготавливают по крайней мере из двух отдельных заготовок (в рассматриваемом варианте из трех) по ширине и толщине соответствующих выполняемым участкам будущего профиля. В 1 переходе (фиг. 1) отдельные заготовки 10, 2 и 3 располагают в соответствии с их местоположением в профиле и передают в сварочную клеть технологической линии (П переход), где выполняют неразъемное их соединение электросваркой и образование сварной промежуточной составной заготовки 4. Затем из упомянутой промежуточной составной заготовки 4 формообразуют гнутый профиль 6 путем последовательной подгибки по переходам ее участков (переходы III-VII). Выполнение по II переходе неразъемного электросварного соединения 5 отдельных заготовок 1, 2 и 3 и их соединение в одну промежуточную составную заготовку 4 позволяет в дальнейшем формообразовывать из нее по переходам разнотолщинный профиль, имеющий толщину S1, S2 и S3 с рациональным распределением металла в сечении с учетом прикладываемых к нему эксплуатационных нагрузок. Изготовление промежуточной заготовки 4 из отдельных заготовок 1, 2 и 3 до начала формообразования из них элементов профиля или участков заготовки 4, позволяет получить качественную сварную разнотолщинную составную заготовку 4 и из нее гнутый профиль 6 с плотным стыком и качественным швом в местах соединения отдельных заготовок электросваркой 5 благодаря отсутствию на периферийных свариваемых участках отдельных заготовок возникающих именно при профилировании дефектов в виде волнистости вдоль кромок. Целесообразно, например, на отдельно стоящей технологической линии по изготовлению промежуточной заготовки после соединения отдельных заготовок 1, 2 и 3 в промежуточную заготовку 4 с переменной по ширине толщиной путем сварки их периферийных участков, промежуточную составную заготовку 4 намотать в рулон 7, а затем использовать упомянутую заготовку для высокопроизводительного скоростного (не сдерживаемого по производительности процессом сварки) профилирования из рулона на отдельно стоящей технологической линии, содержащей профилегибочный стан. При этом в 1 переходе составная заготовка 4 из рулона 7 подается на стан, а затем в последующих II-VI переходах из нее формообразуют гнутый профиль 6 с переменной по развертке сечения толщиной.
В соответствии с заявляемым способом при наличии местных формообразований 8 на промежуточной заготовке 9, ухудшающих взаимную центровку витков рулонной заготовки, упомянутой заготовке перед намоткой в рулон придают вид корытного профиля с боковыми стенками 11, размещенными по отношению к центральной стенке 12 и полкам 13 под углом α , определяемого по формуле (1).
Для реализации упомянутой операции формообразования корытного профиля в отдельно стоящей технологической линии по изготовлению промежуточной заготовки устанавливаются рабочие клетки профилегибочного стана, в которых и придается заданная корытная форма предварительно полученной промежуточной заготовке, после чего она сматывается в рулон. При намотке промежуточной заготовки корытной формы в рулон боковые стенки 11 фиксируют витки как от аксиального смещения друг относительно друга, так и в радиальном направлении. Принятые по формулам (1) и (2) угол α наклона боковых стенок профиля заготовки и высота h обеспечивают зазор между местными формообразованиями смежных витков, что и не допускает перекоса и скручивания витков заготовки в рулоне, возникновение волнистости вдоль кромок. В дальнейшем из такой рулонной заготовки корытной формы изготавливают профиль на технологической линии, содержащей профилегибочный стан. При этом перед формообразованием гнутого профиля промежуточную заготовку корытной формы после ее размотки из рулона выпрямляют путем отгибки боковых стенок по отношению к центральной стенке и полкам.
По разработанной на основе предлагаемого способа технологи на оборудовании, содержащем установку для изготовления промежуточной заготовки и профилегибочный стан, изготавливали гнутый профиль борта автоприцепа, выполненный из трех отдельных заготовок разной толщины. При этом гофрированная стенка профиля выполнялась из заготовки толщиной S1 = 1,2 мм и шириной 562 мм, а полузамкнутые полости на периферийных участках профиля из заготовок толщиной S2 = 2,5 мм при ширине 180 мм и толщиной S3 = 3 мм при ширине 200 мм.
Такой профиль, выполненный из заготовок разной толщины, позволяет использовать его в конструкции, где имеются различно нагруженные элементы, и при этом снизить металлоемкость конструкции.
Согласно расчетным данным и опытной проверке заявляемый способ изготовления гнутых профилей с переменной по развертке сечения толщиной, содержащих стенку и полузамкнутые полости на периферийных участках профиля, в сравнении с прототипом обладает следующими преимуществами: предусматривает получение промежуточной составной заготовки в рулоне, обеспечивает увеличение производительности оборудования в 1,2-1,5 раза при расширении технологических возможностей способа за счет изготовления гнутых профилей из отдельных заготовок с местными формообразованиями; позволяет расширить сортамент разнотолщинных профилей, применяемых в автомобилестроении и строительстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА С ПОПЕРЕЧНЫМИ ГОФРАМИ НА СТЕНКЕ | 1992 |
|
RU2006316C1 |
| ПОЛОСОВАЯ ФИГУРНАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1990 |
|
RU2013158C1 |
| Способ изготовления гнутых профилей проката | 1976 |
|
SU603180A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ БАЛКИ КОРОБЧАТОГО СЕЧЕНИЯ | 1990 |
|
RU2025162C1 |
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1986 |
|
SU1389903A1 |
| Способ М.Е.Докторова изготовления гнутых профилей | 1989 |
|
SU1660789A1 |
| Полосовая разнотолщинная заготовка М.Е.Докторова | 1991 |
|
SU1825321A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С НЕПАРАЛЛЕЛЬНЫМИ КРОМКАМИ | 1991 |
|
RU2077400C1 |
| Способ изготовления гнутых профилей | 1984 |
|
SU1201020A1 |
| Способ изготовления гнутых коробчатыхпРОфилЕй | 1976 |
|
SU603181A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве гнутых профилей проката, в том числе с переменной по развертке сечения толщиной. Целью изобретения является повышение производительности и упрощение оборудования. Для достижения указанной цели при изготовлении гнутых профилей с переменной по развертке сечения толщиной первоначально получают заготовку, имеющую переменное по толщине поперечное сечение, а затем формообразуют профиль по переходам, при этом заготовку получают путем сварки периферийных участков отдельных заготовок различной толщины, после чего составной заготовке придают вид корытного профиля с боковыми стенками, расположенными по отношению к центральной стенке и полкам под углом α . 1 з.п. ф-лы, 8 ил.
α=arccos[(0,9...1,0) ],
],
где S0 - минимальная толщина промежуточной заготовки;
Δ - приращение толщины, вызванное местным формообразованием и высотой профиля, определяемой по следующей зависимости:
h = So + (R1 + R2 + So)×(1 - cos α) + (3...10) sin α ,
где R1 и R2 - внутренние радиусы кривизны соответственно в местах сопряжения боковой стенки с центральной стенкой и полками профиля;
после чего производят намотку заготовки в рулон.
| Производство и применение гнутых профилей проката, Справочник / Под редакцией И.С.Тришевского | |||
| - М.: Металлургия, 1975, с.237-238. |
