Предложение относится к области трубопроводного транспорта, в частности к теплогидроизолированным конструкциям трубопроводов для транспортирования текучей среды, в т.ч. высокотемпературной, и может быть использовано при строительстве магистральных и промысловых газонефтепроводов, нефтепродуктопроводов подземной и подводной прокладки.
Известна теплоизолированная конструкция изделия для трубопроводов, включающая металлический трубчатый элемент, наружную полимерную оболочку, центрирующие опоры и теплоизоляцию из пенополиуретана в пространстве между металлическим трубчатым элементом и наружной полимерной оболочкой (RU 2249754, 2002).
Недостатком известного изделия для трубопроводов является низкая морозоустойчивость, т.к. при низких температурах наружная полимерная оболочка легко повреждается, что ведет к потере гидроизоляционной устойчивости изделия и к последующей коррозии его металлического трубчатого элемента.
Известно теплоизолированное изделие для трубопроводов, включающее металлический трубчатый элемент, центрирующие опоры, наружную спиральновитую из металлической полосы с закрытием швов оболочку, теплоизоляцию из пенополиуретана в пространстве между металлическим трубчатым элементом и наружной спиральновитой из металлической полосы с закрытием швов оболочкой (RU 2278316, 2006).
Это известное теплоизолированное изделие для трубопроводов не предназначено для подземной прокладки.
Известно теплогидроизолированное изделие для трубопроводов для транспортирования текучей среды и способ его производства. Изделие включает металлический трубчатый элемент, центрирующие опоры, наружную оболочку, имеющую полимерное покрытие на своей внешней поверхности в виде намотанной гидроизолирующей ленты на полимерной основе, и теплоизоляцию из пенополиуретана в пространстве между металлическим трубчатым элементом и наружной оболочкой. Согласно известному способу производства морозостойкого теплогидроизолированного изделия трубопроводов для транспортирования текучей среды изготавливают наружную оболочку, размещают металлический трубчатый элемент и центрирующие опоры внутри наружной оболочки и формируют теплоизоляцию из пенополиуретана в пространстве между наружной поверхностью металлического трубчатого элемента и внутренней поверхностью наружной оболочки, при этом наружную оболочку изготавливают из листовой стали и выполняют полимерное покрытие на ее внешней поверхности путем наматывания гидроизолирующей ленты на полимерной основе, после чего наружную оболочку охлаждают (RU 2200897, 2003).
Известно теплогидроизолированное изделие для трубопроводов для транспортирования текучей среды и способ его производства. Изделие включает металлический трубчатый элемент, центрирующие опоры, наружную металлическую оболочку с полимерным покрытием на своей внешней поверхности в виде намотанной гидроизолирующей ленты на полимерной основе и теплоизоляцию из пенополиуретана в пространстве между металлическим трубчатым элементом и наружной металлической оболочкой. Согласно известному способу производства теплогидроизолированного изделия трубопроводов для транспортирования текучей среды изготавливают наружную оболочку из отрезков стальных тонкостенных труб, при этом для придания ей жесткости увеличивают частоту замковых соединений, т.е. используют короткие отрезки тонкостенных труб. Размещают металлический трубчатый элемент и центрирующие опоры внутри наружной оболочки, помещенной в форму, и формируют теплоизоляцию из пенополиуретана в пространстве между наружной поверхностью металлического трубчатого элемента и внутренней поверхностью наружной оболочки, охлаждение наружной оболочки производят по мере наматывания гидроизолирующей ленты (RU 2200897, 2003).
Недостатком известного теплогидроизолированного изделия трубопроводов для транспортирования текучей среды является то, что полимерное покрытие наружной оболочки представляет собой намотанную гидроизолирующую ленту. Такому полимерному покрытию присущи все недостатки, свойственные гидроизолирующой ленте: неплотности прилегания, отслаивания и, как следствие, низкая коррозионная стойкость в процессе эксплуатации при подземной или подводной прокладке. Увеличение частоты замковых соединений отрезков стальных тонкостенных труб для получения ребер жесткости усложняет конструкцию.
Задачей группы изобретений является создание теплогидроизолированного изделия трубопроводов для транспортирования текучей среды, обладающего повышенной морозоустойчивостью при хранении, перевозке, проведении погрузочно-разгрузочных и строительно монтажных работ в условиях низких температур окружающего воздуха.
Техническим результатом является повышение стойкости наружной оболочки теплогидроизолированного изделия трубопроводов к внешним механическим воздействиям в условиях низких температур окружающего воздуха при сохранении высоких гидроизоляционных свойств и антикоррозионных качеств.
Технический результат достигается тем, что морозостойкое теплогидроизолированное изделие трубопроводов включает металлический трубчатый элемент, наружную спиральновитуто из металлической полосы с закрытием швов оболочку, имеющую полимерное покрытие на своей внешней поверхности в виде последовательно нанесенных друг на друга слоев из грунта, адгезива и экструдированного полимера, центрирующие опоры и теплоизоляцию из пенополиуретана в пространстве между металлическим трубчатым элементом и наружной спиральновитой из металлической полосы с закрытием швов оболочкой, имеющей полимерное покрытие на своей внешней поверхности в виде последовательно нанесенных друг на друга слоев из грунта, адгезива и экструдированного полимера.
Способствует достижению технического результата то, что:
- наружная спиральновитая из металлической полосы с закрытием швов оболочка имеет, по крайней мере, один профилированный элемент жесткости в металлической полосе между швами, ориентированный своей выпуклой стороной внутрь оболочки;
- наружная спиральновитая из металлической полосы оболочка имеет преимущественно внутренне закрытие швов, а при диаметре оболочки, 179 мм и менее - внешнее;
- металлическая полоса наружной спиральновитой оболочки имеет толщину преимущественно около 1 мм;
- полимерное покрытие на внешней поверхности спиральновитой из металлической полосы с закрытием швов оболочки имеет толщину 2÷3 мм;
- металлический трубчатый элемент имеет наружное антикоррозионное покрытие;
- наружное антикоррозионное покрытие металлического трубчатого элемента выполнено в виде последовательно нанесенных друг на друга слоев из преимущественно порошкового грунта, адгезива и полимера, либо адгезива и полимера и имеет толщину 2÷3 мм;
- центрирующие опоры выполнены из полиэтилена, полипропилена или полиуретана, либо комбинированными: опорная часть - из полиэтилена, полипропилена или полиуретана, а стягивающий поясок - из металлической или полимерной ленты, либо представляют собой кубики, выполненные из пенополиуретана со стягивающим пояском на полимерной или металлической основе, при этом центрирующие опоры выполнены с возможностью фиксации на металлическом трубчатом элементе;
- содержит закладной элемент для размещения в нем нагревательного элемента, установленный непосредственно на наружной поверхности металлического трубчатого элемента;
- содержит трубчатый элемент индуктивно-резистивных нагревательных элементов, установленный вдоль наружной поверхности металлического трубчатого элемента;
- содержит индикаторы системы оперативного дистанционного контроля;
- в качестве экструдированного полимера применен полиэтилен.
Технический результат также достигается тем, что способ производства морозостойкого теплогидроизолированного изделия для трубопроводов включает изготовление спиральновитой из металлической полосы с закрытием швов наружной оболочки с полимерным покрытием на ее внешней поверхности, размещение металлического трубчатого элемента и центрирующих опор внутри упомянутой наружной оболочки с полимерным покрытием на ее внешней поверхности и формирование теплоизоляции из пенополиуретана в пространстве между наружной поверхностью упомянутого металлического трубчатого элемента и внутренней поверхностью упомянутой наружной оболочки с полимерным покрытием на ее внешней поверхности, при этом в процессе изготовления наружной спиральновитой из металлической полосы с закрытием швов оболочки контролируют длину формируемой ее заготовки и, при достижении длины сформированной заготовки заранее установленного значения, ее отрезают, а перед нанесением полимерного покрытия на ее внешнюю поверхность осуществляют соединение между собой сформированных заготовок при помощи монтажного средства, обладающего функциями центрирования и временной механической связи сформированных заготовок, причем после нанесения полимерного покрытия на их внешнюю поверхность полимерное покрытие разрезают в месте расположения монтажного средства, а само монтажное средство демонтируют.
Способствует достижению технического результата то, что:
- в процессе изготовления наружной спиральновитой из металлической полосы с закрытием швов оболочки осуществляют профилирование, по крайней мере, одного элемента жесткости в металлической полосе, ориентируя его своей выпуклой стороной внутрь оболочки, в позиции до закрытия шва, либо в позиции закрытия шва;
- соединение между собой сформированных заготовок при помощи монтажного средства, обладающего функциями центрировния и временной механической связи сформированных заготовок, осуществляют с соблюдением общего направления их спиральновитой свивки;
- перед соединением между собой сформированных заготовок при помощи монтажного средства, обладающего функциями центрировния и временной механической связи сформированных заготовок, монтажное средство одним концом устанавливают в одну из заготовок с натягом, большим чем натяг, создаваемый между другим его концом и смежной заготовкой;
- в процессе выполнения полимерного покрытия на наружной поверхности спиральновитой из металлической полосы с закрытием швов оболочки осуществляют поступательное и вращательное перемещение соединенных между собой сформированных заготовок оболочки, причем направление вращательного перемещения выбирают противоположное направлению свивки спиральновитой из металлической полосы с закрытием швов оболочки;
- перед выполнением полимерного покрытия на внешней поверхности наружной спиральновитой из металлической полосы с закрытием швов оболочки каждую сформированную ее заготовку подвергают отжигу или химической очистке и дробеструйной обработке, причем после дробеструйной обработки осуществляют нагрев заготовки, затем ее грунтуют, сушат и покрывают термоплавким адгезивом;
- отжиг каждой сформированной заготовки наружной спиральновитой из металлической полосы с закрытием швов оболочки осуществляют открытым пламенем горелки при пропускании ее через камеру газовой печи таким образом, чтобы на выходе из камеры печи температура нагрева поверхности оболочки была около 60°С, в процессе грунтовки поддерживают температуру нагрева поверхности оболочки в пределах 40÷60°С, а сушку производят в газовой печи таким образом, чтобы на выходе из камеры печи температура нагрева поверхности оболочки была около 130°С;
- перед покрытием термоплавким адгезивом внешней поверхности наружной спиральновитой из металлической полосы с закрытием швов оболочки на нее наносят однокомпонентный эпоксидный праймер в виде вязкой жидкой субстанции;
- наносят однокомпонентный эпоксидный праймер в виде вязкой жидкой субстанции на внешнюю поверхность наружной спиральновитой из металлической полосы с закрытием швов оболочки дозированным поливом праймера на поролоновый валик и последующим его распределением упомянутым поролоновым валиком;
- перед нанесением однокомпонентного эпоксиднго праймера на внешнюю поверхность наружной спиральновитой из металлической полосы с закрытием швов оболочки осуществляют ее обеспыливание;
- обеспыливание внешней поверхности наружной спиральновитой из металлической полосы с закрытием швов оболочки выполняют ее пропусканием через установку, оснащенную вентилятором с вытяжкой и щетками-сметками, преимущественно капроновыми;
- в качестве материала полимерного покрытия на внешней поверхности спиральновитой из металлической полосы с закрытием швов оболочки используют полимер, представленный полиэтиленом, а в качестве термоплавкого адгезива - полимер, обогащенный добавками, улучшающими адгезию к грунту и полиэтилену;
- термоплавкий адгезив - полимер, обогащенный добавками, улучшающими адгезию к грунту и полиэтилену, и полимер, представленный полиэтиленом, наносят на внешнюю поверхность спиральновитой из металлической полосы с закрытием швов оболочки с помощью щелевого экструдера и прикатывают валиком.
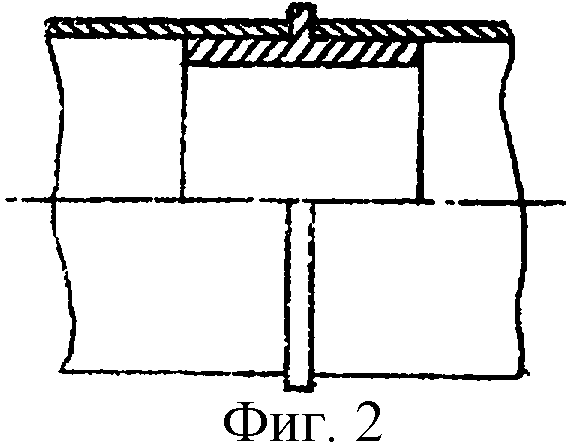
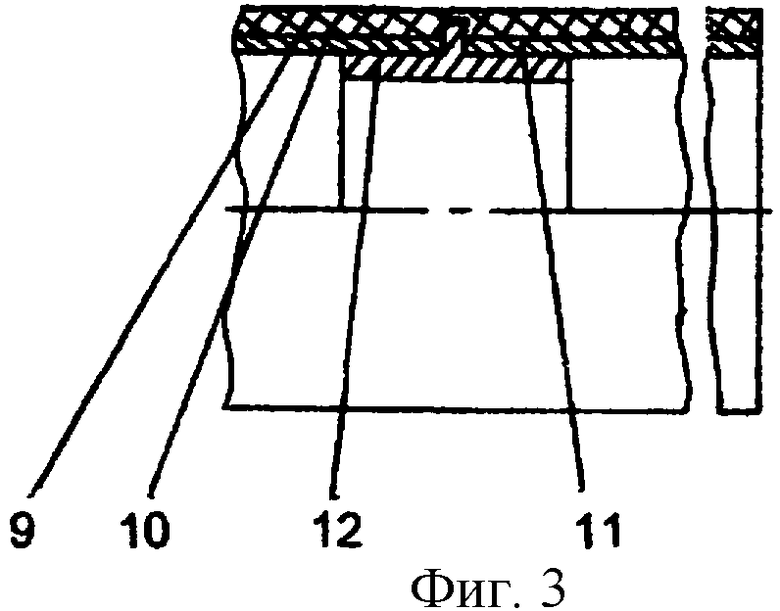
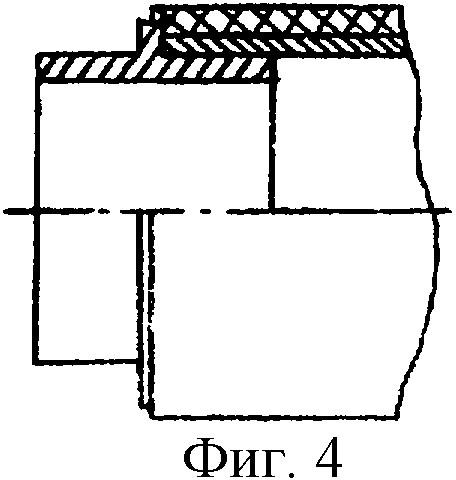
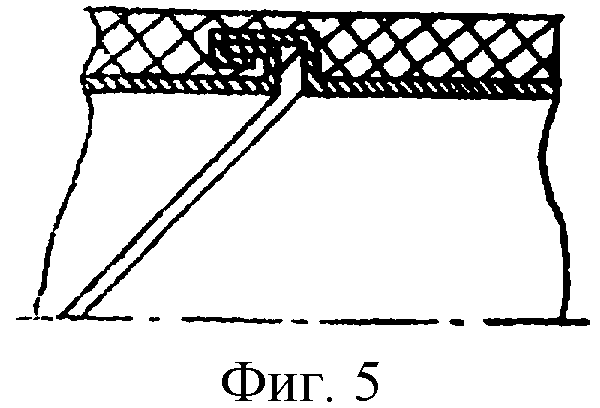
На фиг.1 показано морозостойкое теплогидроизолированное изделие для трубопроводов в одном из исполнений, продольный разрез; на фиг.2-4 показаны этапы изготовления наружной оболочки; на фиг.5, 6 - варианты закрытия швов спиральновитой из металлической полосы оболочки, наружное (фиг.5) и внутреннее (фиг.6).
Морозостойкое теплогидроизолированное изделие для трубопроводов включает металлический трубчатый элемент 1 с наружным антикоррозионным покрытием 2, которое по концам металлического трубчатого элемента 1 имеет скос. Изделие может содержать индикаторы системы оперативного дистанционного контроля 3. Вдоль наружной поверхности металлического трубчатого элемента 1 может быть установлен трубчатый элемент индуктивно-резистивных нагревательных элементов (или закладной элемент для размещения нагревательного элемента) 4, установленный непосредственно на наружной поверхности металлического трубчатого элемента 1. Центрирующие опоры 5 размещены внутри наружной оболочки 6 на металлическом трубчатом элементе 1 и могут быть выполнены из полиэтилена, полипропилена или полиуретана. Центрирующие опоры 5 могут представлять собой кубики, выполненные из пенополиуретана со стягивающим пояском на полимерной основе. Центрирующие опоры 5 могут быть комбинированными: опорная часть - из полиэтилена, полипропилена или полиуретана, а стягивающий поясок - из металлической или полимерной ленты. Пространство изделия между наружной поверхностью металлического трубчатого элемента 1 и внутренней поверхностью наружной оболочки 6 заполнено теплоизоляцией из пенополиуретана 7.
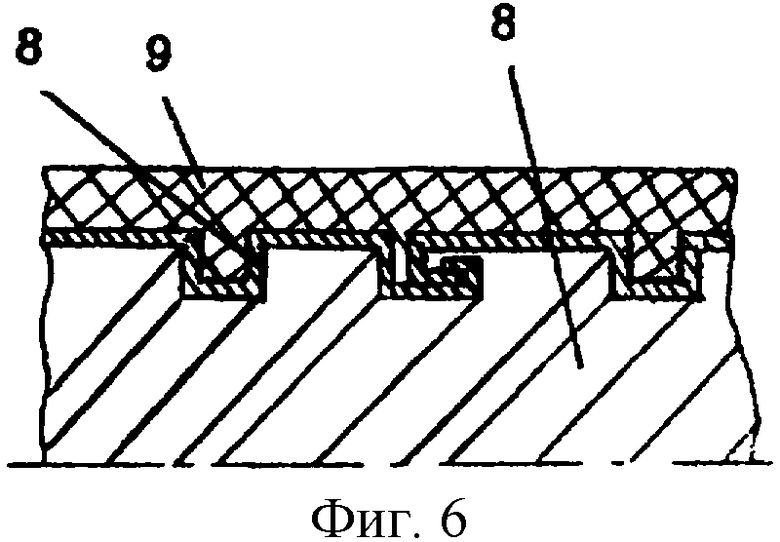
Наружная спиральновитая из металлической полосы с закрытием швов оболочка 6 может иметь, по крайней мере, один элемент жесткости 8, выполненный в металлической полосе между швами и ориентированный своей выпуклой стороной внутрь оболочки, а сама металлическая полоса имеет толщину 0,7÷1,5 мм, преимущественно около 1 мм. На графике показан один элемент жесткости, обычно их выполняется два.
Наружная оболочка 6 выполнена спиральновитой из металлической полосы и имеет полимерное покрытие 9 на своей внешней поверхности.
У наружной оболочки 6 преимущественно внутреннее закрытие швов (фиг.6), а при диаметре 179 мм и менее - внешнее (фиг.5).
Полимерное покрытие 9 выполнено в виде последовательно нанесенных друг на друга слоев из грунта, экструдированного адгезива и экструдированного полимера и имеет толщину не менее 2 мм (предпочтительно 2÷3 мм).
В качестве грунта полимерного покрытия 9 применен «Pipe Primer L4098», адгезива - «тризолен-200у», экструдированного полимера - полиэтилен высокого давления («Borealis HE3450»).
Наружное антикоррозионное покрытие 2 металлического трубчатого элемента 1 выполнено в виде последовательно нанесенных друг на друга слоев из преимущественно порошкового грунта, адгезива и полимера, либо адгезива и полимера и имеет толщину 2÷3 мм. В качестве грунта наружного антикоррозионного покрытия 2 применена порошковая эпоксидная краска производства фирмы «3М» (наносится электромагнитным напылением), адгезива - «тризолен-200у», полимера - полиэтилен высокого давления «Borealis HE3450».
Способ производства морозостойкого теплогидроизолированного изделия для трубопроводов осуществляется следующим образом. Изготавливают спиральновитую из металлической полосы с закрытием швов наружную оболочку 6 с использованием известного оборудования.
В процессе изготовления наружной спиральновитой из металлической полосы с закрытием швов оболочки 6 обычно осуществляют профилирование, по крайней мере, одного элемента жесткости 8 в металлической полосе, ориентируя его своей выпуклой стороной внутрь оболочки 6. Операцию профилирования элемента жесткости 8 осуществляют в позиции до закрытия шва, либо в позиции закрытия шва. Для этого узел соответствующих профилирующих роликов располагают в соответствующей позиции по отношению к узлу закрытия шва.
В процессе изготовления оболочки 6 контролируют длину формируемой ее заготовки 10 (11) и при достижении длины сформированной заготовки 10 (11) заранее установленного значения ее отрезают.
Необходимость контролирования длины формируемой заготовки 10 (11) оболочки 6 обусловлена конкретной длиной металлического трубчатого элемента 1, для которого она предназначена. Металлический трубчатый элемент 1 и предназначенную для него заготовку маркируют, например клеймением. Длину заготовки оболочки определяют по формуле:
Li=li-2Δ,
где: Li - длина заготовки;
li - длина металлического трубчатого элемента;
Δ - длина выступающей части конца металлического трубчатого элемента по отношению к наружной оболочке (обычно Δ=210 мм).
Заготовки 10 (11) оболочки 6 соединяют между собой при помощи монтажного средства 12, обладающего функциями центрирования и временной механической связи сформированных заготовок 10 (11). Монтажное средство 12 одним концом устанавливают в одну из заготовок, например 10, с натягом, большим (более плотная посадка), чем натяг (менее плотная посадка) между другим его концом и смежной заготовкой 11 (фиг.2). Разница в величине натяга позволяет после завершения операций по нанесению полимерного покрытия осуществлять гарантированное разъединение оболочек без остановки процесса, т.е. обеспечивать заготовке прохождение пути от первоначальной операционной позиции до заключительной операционной позиции.
Количество заготовок 10 (11), соединенных между собой, ограничивается их суммарной длиной (суммой длин Li), которая в свою очередь регламентирована возможностями используемого оборудования, обеспечивающего поступательное перемещение заготовок из первоначальной операционной позиции до заключительной операционной позиции.
Проводят обеспыливание внешней поверхности оболочки (соединенных между собой заготовок) пропусканием последней через установку, оснащенную вентилятором с вытяжкой и щетками-сметками, преимущественно капроновыми.
Каждую сформированную заготовку 10 (11) подвергают отжигу открытым пламенем горелки при пропускании ее через камеру газовой печи таким образом, чтобы на выходе из камеры печи температура нагрева поверхности заготовки 10 (11) оболочки 6 была около 60°С. При химической очистке используют соответствующие химические реагенты. Дробеструйную обработку осуществляют известным образом.
После химической очистки, либо дробеструйной обработки осуществляют нагрев заготовки 10 (11), чтобы обеспечить на ее поверхности температуру 40-60°С, необходимую для выполнения операции по грунтовке. Сушку производят в газовой печи таким образом, чтобы на выходе из камеры газовой печи температура нагрева поверхности заготовки оболочки 10 (11) была около 130°С.
Наносят однокомпонентный эпоксидный праймер («Pipe Primer L4098») в виде вязкой жидкой субстанции на внешнюю поверхность оболочки (соединенных между собой заготовок) дозированным его поливом на валик (например, поролоновый) и последующим распределением праймера упомянутым валиком. Осуществляют ее нагрев в камере газовой печи до температуры около 130°С. После чего наносят поверх грунта термоплавкий адгезив - полимер, представленный полиэтиленом («тризолен-200у»), обогащенным добавками, улучшающими адгезию, с использованием щелевого экструдера.
Поверх адгезива наносят полимер - полиэтилен («Borealis HE3450») с помощью щелевого экструдера и тем самым заканчивают формирование (нанесение) полимерного покрытия 9 на внешнюю поверхность оболочки 6 (фиг.3). Полимерное покрытие 9 разрезают в месте расположения монтажного средства 12 (фиг.4). Проходя через водяной душ полимерное покрытие 9 охлаждается. Монтажное средство 12 демонтируют. Неровности кромок реза полимерного покрытия 9 на оболочке 6 удаляют.
В процессе выполнения полимерного покрытия 9 вращательное перемещение соединенных между собой сформированных заготовок оболочки 6 выбирают противоположное направлению свивки спиральновитой из металлической полосы с закрытием швов оболочки 6. То есть, если направление свивки использовалось правое (по часовой стрелке), то направление вращательного перемещения оболочки - левое (против часовой стрелки).
Металлический трубчатый элемент 1, имеющий наружное антикоррозионное покрытие 2, оснащают центрирующими опорами 5, индикаторами системы оперативного дистанционного контроля 3. В случае необходимости комплектования изделия трубчатым элементом индуктивно-резистивных нагревательных элементов (или закладным элементом для размещения нагревательного элемента) 4 его устанавливают вдоль наружной поверхности металлического трубчатого элемента 1 до монтажа центрирующих опор 5. Таким образом, создают компоновку из необходимых элементов.
Размещают металлический трубчатый элемент 1 и центрирующие опоры 5 или созданную компоновку внутри упомянутой наружной оболочки 6 с полимерным покрытием на ее внешней поверхности, устанавливают заглушки по торцам, через отверстие в одной из них подают пенополиуретановую композицию и формируют теплоизоляцию из пенополиуретана в пространстве между наружной поверхностью упомянутого металлического трубчатого элемента 1 и внутренней поверхностью упомянутой наружной оболочки 6.
Морозостойкое теплогидроизолированное изделие трубопроводов для транспортирования текучей среды может быть использовано при строительстве магистральных и промысловых нефтепроводов, нефтепродуктопроводов, газопроводов подземной и подводной прокладки с температурой транспортируемой среды (продукта) до 110°С включительно в зависимости от типа антикоррозионного покрытия наружной поверхности металлического трубчатого элемента диаметром 57÷1420 мм.
Использование изобретения позволяет создать теплогидроизолированные изделия трубопроводов для транспортирования текучей среды с повышенной морозоустойчивостью при хранении, перевозке, проведении погрузочно-разгрузочных и строительно монтажных работ в условиях низких температур окружающего воздуха.
У изделий повышается стойкость наружной оболочки к внешним механическим воздействиям в условиях низких температур окружающего воздуха при сохранении ее высоких гидроизоляционных свойств и антикоррозионных качеств.
Изобретение относится к области трубопроводного транспорта, в частности к теплогидроизолированным конструкциям трубопроводов для транспортирования текучей среды, в т.ч. высокотемпературной, и может быть использовано при строительстве магистральных и промысловых газонефтепроводов, нефтепродуктопроводов подземной и подводной прокладки. Морозостойкое теплогидроизолированное изделие для трубопроводов, включающее металлический трубчатый элемент, наружную спиральновитую из металлической полосы с закрытием швов оболочку, имеющую полимерное покрытие на своей внешней поверхности в виде последовательно нанесенных друг на друга слоев из грунта, экструдированного адгезива и экструдированного полимера, центрирующие опоры и теплоизоляцию из пенополиуретана в пространстве между металлическим трубчатым элементом и наружной спиральновитой из металлической полосы с закрытием швов оболочкой, имеющей полимерное покрытие на своей внешней поверхности в виде последовательно нанесенных друг на друга слоев из грунта, экструдированного адгезива и экструдированного полимера. Способ производства морозостойкого теплогидроизолированного изделия для трубопроводов, включающий изготовление спиральновитой из металлической полосы с закрытием швов наружной оболочки с полимерным покрытием на ее внешней поверхности, размещение металлического трубчатого элемента и центрирующих опор внутри упомянутой наружной оболочки с полимерным покрытием на ее внешней поверхности и формирование теплоизоляции из пенополиуретана в пространстве между наружной поверхностью упомянутого металлического трубчатого элемента и внутренней поверхностью упомянутой наружной оболочки с полимерным покрытием на ее внешней поверхности, при этом в процессе изготовления наружной спиральновитой из металлической полосы с закрытием швов оболочки контролируют длину формируемой ее заготовки и при достижении длины сформированной заготовки заранее установленного значения ее отрезают, а перед нанесением полимерного покрытия на ее внешнюю поверхность осуществляют соединение между собой сформированных заготовок при помощи монтажного средства, обладающего функциями центрирования и временной механической связи сформированных заготовок, причем после нанесения полимерного покрытия на их внешнюю поверхность полимерное покрытие разрезают в месте расположения монтажного средства, а само монтажное средство демонтируют. У изделий повышается стойкость наружной оболочки к внешним механическим воздействиям в условиях низких температур окружающего воздуха при сохранении ее высоких гидроизоляционных свойств и антикоррозионных качеств. 2 н. и 23 з.п. ф-лы, 6 ил.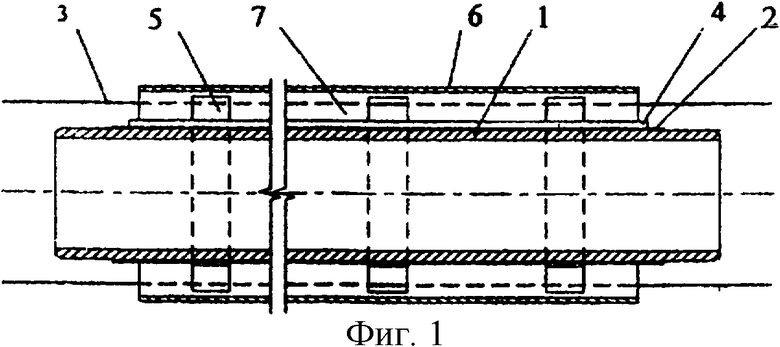
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ ТРУБЫ ДЛЯ ПОДЗЕМНОЙ ПРОКЛАДКИ | 2001 |
|
RU2200897C1 |
| СПОСОБ НАНЕСЕНИЯ НА ТРУБУ ТЕРМОИЗОЛЯЦИОННОГО ПОКРЫТИЯ | 1997 |
|
RU2136495C1 |
| ТРУБОПРОВОД | 1982 |
|
RU1128680C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОГИДРОИЗОЛИРОВАННОГО ТРУБНОГО ИЗДЕЛИЯ ДЛЯ ПРОКЛАДКИ НАДЗЕМНЫХ ТЕПЛОТРАСС | 2005 |
|
RU2278316C1 |
| Спектрограф | 1987 |
|
SU1441208A1 |
| СИСТЕМА ДЛЯ ШИФРАЦИИ И ДЕШИФРАЦИИ КОМАНД | 1991 |
|
RU2043699C1 |

