Изобретение относится к области трубопроводного транспорта, в частности, к методам производства теплогидроизолированных труб, использующихся для строительства трубопроводов, преимущественно для перекачки углеводородов.
Известен способ производства теплогидроизолированного изделия для трубопроводов, заключающийся в том, что изготавливают заготовки контролируемой длины, как спиральновитой стальной оболочки, так и трубного металлического элемента, при этом как на оболочку, так и на трубный элемент наносят, по меньшей мере, антикоррозионное покрытие, при этом антикоррозионное покрытие, по меньшей мере, трубного элемента выполнено в виде последовательно нанесенных друг на друга слоев грунта, адгезива и полимера, а, по крайней мере, перед нанесением полимерного покрытия трубный элемент дополнительно нагревают (патент РФ №2327923 С1, опубл., 27.06.2008).
Недостатком известного способа является низкая надежность удержания антикоррозионного покрытия на поверхностях трубного элемента и спиральновитой оболочки вследствие неравномерного прогрева покрываемой поверхности перед нанесением покрытия.
Техническим результатом изобретения является повышение надежности защиты покрываемого изделия.
Поставленная задача достигается тем, что в при производстве теплогидроизолированного изделия для трубопроводов, заключающемся в том, что изготавливают заготовки контролируемой длины, как спиральновитой стальной оболочки, так и трубного металлического элемента, при этом, по меньшей мере, на трубный элемент наносят антикоррозионное покрытие, при этом заготовки трубного элемента и спиральновитой оболочки, после нанесения покрытия, располагают коаксиально с образованием между ними кольцевого пространства, заполняемого теплоизолирующим составом, причем, по крайней мере, перед нанесением антикоррозионного покрытия трубный элемент нагревают, согласно изобретению, нагрев трубного элемента перед нанесением антикоррозионного покрытия осуществляют двухстадийно, сначала его разогревают открытым пламенем в газовой печи с одновременным протягиванием трубного металлического элемента мимо горелок, после чего подают его в индукторную печь для выравнивания температуры нагрева, по меньшей мере, по окружности трубного элемента.
Поставленная задача достигается также тем, что антикоррозионное покрытие трубного элемента может быть выполнено в виде последовательно нанесенных друг на друга слоев грунта, адгезива и полимера.
Поставленная задача достигается также тем, что нагрев заготовки трубного металлического элемента в индукторной печи осуществляют до температуры на выходе из нее до температуры в пределах 190-210°С.
Поставленная задача достигается также тем, что наносят антикоррозионное покрытие на заготовку спиральновитой стальной оболочки.
Поставленная задача достигается также тем, что антикоррозионное покрытие заготовки спиральновитой стальной оболочки выполняют в виде последовательно нанесенных друг на друга слоев грунта, адгезива и полимера, при этом перед нанесением антикоррозионного покрытия заготовку спиральновитой оболочки дополнительно нагревают, и нагрев осуществляют двухстадийно, сначала ее разогревают открытым пламенем в газовой печи с одновременным протягиванием заготовки спиральновитой оболочки мимо горелок, после чего подают ее в индукторную печь для выравнивания температуры нагрева, по меньшей мере, по окружности заготовки спиральновитой оболочки.
Поставленная задача достигается также тем, что нагрев заготовки спиральновитой стальной оболочки в индукторной печи осуществляют до температуры на выходе из нее до температуры в пределах 280°-340°С.
Поставленная задача достигается также тем, что в качестве грунта наносят эпоксидный праймер.
Поставленная задача достигается также тем, что, по крайней мере, перед нанесением покрытий концы заготовок трубного металлического элемента соединяют между собой при помощи центрирующей муфты, а покрытие наносят непрерывно на соединенные между собой заготовки, причем после нанесения покрытий их надрезают в районе расположения центрирующих муфт и последние снимают с концов покрытых заготовок.
Поставленная задача достигается также тем, что, по крайней мере, перед нанесением покрытий концы заготовок спиральновитой стальной оболочки соединяют между собой при помощи центрирующей муфты, а покрытие наносят непрерывно на соединенные между собой заготовки, причем после нанесения покрытий их надрезают в районе расположения центрирующих муфт и последние снимают с концов покрытых заготовок.
Поставленная задача достигается также тем, что при протягивании соединенных между собой заготовок спиральновитой стальной оболочки через индукторную печь осуществляют дополнительный местный их разогрев в районе расположения центрирующих муфт путем кратковременного увеличения мощности индукторной печи во время прохождения через нее участка с центрирующей муфтой.
Изобретение поясняется при помощи чертежей.
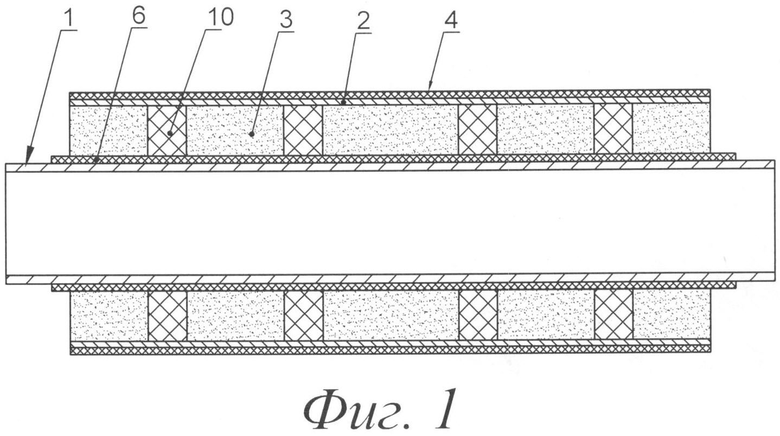
На фиг.1 показано теплогидроизолированное изделие, продольный разрез.
На фиг.2 показан поперечный разрез теплогидроизолированного изделия, вариант с многослойным антикоррозионным покрытием, как трубного элемента, так и спиральновитой оболочки.
На фиг.3 - то же, поперечный разрез изделия с однослойным антикоррозионным покрытием, как трубного элемента, так и спиральновитой оболочки.
На фиг.4 показан участок собранных при помощи центрирующей муфты трубных элементов перед нанесением покрытий.
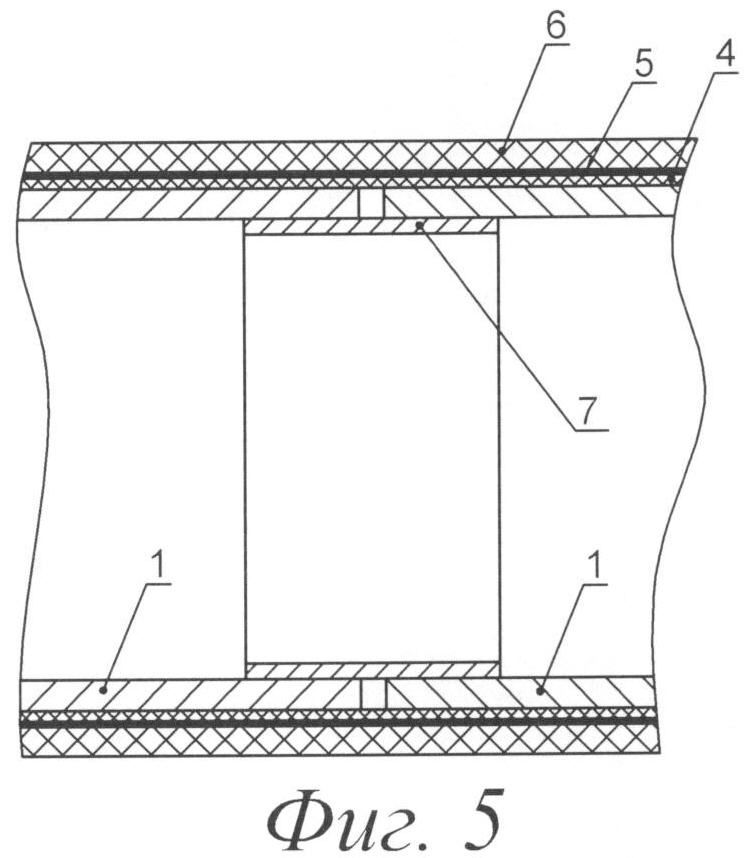
На фиг.5 - то же, после нанесения покрытий.
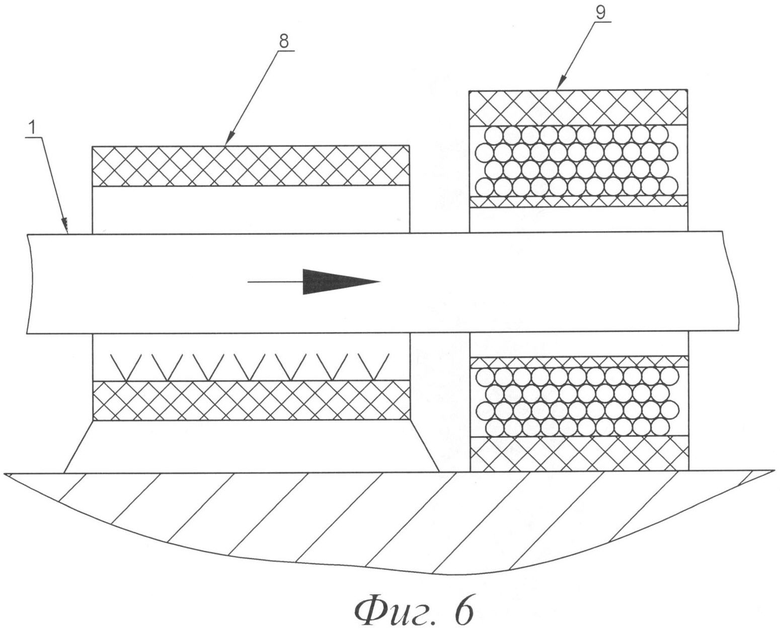
На фиг.6 показан участок тепловой обработки собранной плети заготовок.
Описываемый способ реализуется посредством следующих элементов. Теплогидроизолированное изделие включает заготовку контролируемой длины трубного металлического элемента 1, заготовку контролируемой длины спиральновитой стальной оболочки 2, расположенную снаружи трубного элемента 1 с образованием кольцевого пространства между ними, заполненного теплоизолирующим составом 3. Трубный элемент 1 и спиральновитая оболочка 2 покрыты антикоррозионным покрытием. Антикоррозионное покрытие трубного элемента 1 может состоять из слоя грунта 4, либо из последовательно нанесенных друг на друга слоев грунта 4, адгезива 5 и полимера 6. Антикоррозионное покрытие спиральновитой оболочки 2 может состоять из слоя цинка (нанесенного в процессе производства материала, из которого изготавливается оболочка), либо из слоя грунта 4, а также может состоять из многослойного покрытия, идентичного покрытию трубного элемента 1. В качестве слоя грунта может использоваться эпоксидный праймер.
Заготовки трубного элемента 1 и спиральновитой оболочки 2 перед прохождением по технологической линии нанесения покрытий соединяют между собой при помощи центрирующих муфт 7.
На технологической линии нанесения покрытий установлены, по меньшей мере, газовая печь 8, а также индукторная печь 9.
Заявленный способ осуществляется следующим образом. Перед подачей трубного элемента 1 на линию нанесения антикоррозионного покрытия, проводится предподготовка. На торцы и концевые поверхности трубных элементов 1 наносится слой «жидкого стекла» для защиты их от налипания эпоксидного праймера, после чего в концы трубных элементов 1 устанавливается обмазанная «жидким стеклом» центрирующая муфта 7. Муфты 7 позволяют соединить трубные элементы 1 в «бесконечную» линию трубной плети для осуществления безостановочного технологического процесса нанесения покрытий. Нанесенный на поверхность центрирующих муфт 7 слой «жидкого стекла» необходим для предотвращения прилипания покрытий к ее поверхности, что позволяет упростить разборку линии уже покрытых заготовок трубных элементов 1.
Нагрев трубного элемента 1 перед нанесением покрытия осуществляют двухстадийно. Сначала его разогревают открытым пламенем в газовой печи 8 примерно до температуры 100°-150°С с одновременным протягиванием трубного металлического элемента 1 мимо горелок газовой печи 8. Газовая печь 8 позволяет осуществить быстрый нагрев заготовок при минимальных затратах. Однако горелки расположены, как правило, в нижней части печи и, несмотря на вращение заготовок в открытом пламени, добиться равномерности нагрева заготовок по их окружности невозможно. Кроме того, довольно трудно обеспечить заданную температуру нагрева, а также быстро отреагировать на неожиданные изменения температуры окружающей среды. Доводка температуры трубы перед нанесением внешнего полимерного покрытия, производится индукционным нагревом, при этом температура трубного элемента 1 при выходе из катушки печи 9 должна быть в пределах 190-210°С. Дополнительный нагрев заготовок в индукторной печи 9 позволяет решить указанные проблемы обеспечения заданного (довольно узкого) диапазона температуры нагрева.
Спиральновитую оболочку 2 могут изготавливать из оцинкованного металла, то есть с уже нанесенным антикоррозионным слоем, или в процессе изготовления изделия покрывают слоем грунта 4, либо создают многослойное покрытие, подобное покрытию трубного элемента 1 и состоящее из последовательно нанесенных друг на друга слоев грунта 4, адгезива 5 и полимера 6 (причем возможно нанесение указанных покрытий на слой цинка). При этом перед нанесением антикоррозионного покрытия заготовки спиральновитой оболочки 2 соединяют в «бесконечную» линию посредством центрирующих муфт 7, подобно тому, как это делают при нанесении покрытия на заготовки трубных элементов 1. В процессе нанесения покрытия на спиральновитую оболочку 2 осуществляют тепловую ее обработку подобно обработке трубного элемента 1. При этом так же перед нанесением покрытия заготовки спиральновитой оболочки 2 подвергают нагреву последовательно в газовой печи 8 и индукторной печи 9. Отличие в тепловой обработке от обработки трубного элемента 1 заключается лишь в выборе конкретных значений температур нагрева.
Во время нанесения покрытий на соединенные между собой заготовки спиральновитой оболочки 2 индукторная печь 9 осуществляет также коррекцию температуры и вдоль «бесконечной» линии заготовок. Так, при прохождении через печь 9 участка с центрирующей муфтой 7 кратковременно увеличивают мощность печи и производят местный дополнительный подогрев участка «бесконечной» линии в районе расположения муфты 7 для улучшения адгезии на участке с заметно большей массой, что позволяет, в свою очередь, не ухудшить качество покрытия и на концевых участках заготовок. Например, на каждый миллиметр толщины заготовки мощность печи 9 увеличивают примерно на 30 кВт в течение 50 секунд.
После нанесения покрытий в районе расположения муфт 7 надрезают нанесенное покрытие, стаскивают с концов заготовок центрирующие муфты 7 и разъединяют таким образом «бесконечную» линию на отдельные заготовки трубных элементов 1 или спиральновитых оболочек 2.
После проведения соответствующих подготовительных мероприятий, трубный элемент 1 и спиральновитую оболочку 2 с уже нанесенными на них антикоррозионными покрытиями располагают коаксиально посредством размещенных между ними кольцевых центраторов 10 с образованием между трубным элементом 1 и спиральновитой оболочкой 2 кольцевого пространства, которое заполняют теплоизолирующим составом 3, например, пенополиуретаном. Теплогидроизолированное изделие, произведенное описанным способом, позволяет обеспечить заданный ресурс трубопровода, расположенного как в грунте, так и на открытой местности в различных климатических условиях. Ресурс обеспечивается, в первую очередь, надежностью удержания антикоррозионного покрытия на поверхностях, как трубного элемента, так и оболочки в течение всего срока службы.
Таким образом, использование дополнительной печи индукторного типа в технологическом процессе нанесения антикоррозионного покрытия позволяет добиться точных значений требуемой температуры нагрева покрываемой заготовки при минимальных затратах энергии, что позволяет обеспечить максимально возможную адгезию покрытия и, соответственно, надежность защиты поверхности покрываемой заготовки.



Изобретение относится к области трубопроводного транспорта, в частности к методам производства теплогидроизолированных труб, использующихся для строительства трубопроводов, преимущественно для перекачки углеводородов. Сущность изобретения заключается в том, что при производстве теплогидроизолированного изделия изготавливают заготовки контролируемой длины, как спиральновитой стальной оболочки, так и трубного металлического элемента, при этом, по меньшей мере, на трубный элемент наносят антикоррозионное покрытие. Указанные заготовки после нанесения покрытия располагают коаксиально с образованием между ними кольцевого пространства, заполняемого теплоизолирующим составом. При этом перед нанесением антикоррозионного покрытия, по крайней мере, трубный элемент нагревают, и нагрев осуществляют двухстадийно, сначала его разогревают открытым пламенем в газовой печи с одновременным протягиванием трубного металлического элемента мимо горелок, после чего подают его в индукторную печь для выравнивания температуры нагрева, по меньшей мере, по окружности трубного элемента. Техническим результатом изобретения является повышение надежности защиты покрываемого изделия. 9 з.п. ф-лы, 6 ил.
1. Способ производства теплогидроизолированного изделия для трубопроводов, заключающийся в том, что изготавливают заготовки контролируемой длины, как спиральновитой стальной оболочки, так и трубного металлического элемента, при этом, по меньшей мере, на трубный элемент наносят антикоррозионное покрытие, при этом заготовки трубного элемента и спиральновитой оболочки, после нанесения покрытия, располагают коаксиально с образованием между ними кольцевого пространства, заполняемого теплоизолирующим составом, причем, по крайней мере, перед нанесением антикоррозионного покрытия трубный элемент нагревают, отличающийся тем, что нагрев трубного элемента перед нанесением антикоррозионного покрытия осуществляют двухстадийно, сначала его разогревают открытым пламенем в газовой печи с одновременным протягиванием трубного металлического элемента мимо горелок, после чего подают его в индукторную печь для выравнивания температуры нагрева, по меньшей мере, по окружности трубного элемента.
2. Способ по п.1, отличающийся тем, что антикоррозионное покрытие трубного элемента выполнено в виде последовательно нанесенных друг на друга слоев грунта, адгезива и полимера.
3. Способ по п.1, отличающийся тем, что нагрев заготовки трубного металлического элемента в индукторной печи осуществляют до температуры на выходе из нее до температуры в пределах 190-210°С.
4. Способ по п.1, отличающийся тем, что наносят антикоррозионное покрытие на заготовку спиральновитой стальной оболочки.
5. Способ по п.4, отличающийся тем, что антикоррозионное покрытие выполняют в виде последовательно нанесенных друг на друга слоев грунта, адгезива и полимера, а перед нанесением антикоррозионного покрытия заготовку спиральновитой оболочки нагревают, и нагрев осуществляют двухстадийно, сначала ее разогревают открытым пламенем в газовой печи с одновременным протягиванием заготовки спиральновитой оболочки мимо горелок, после чего подают ее в индукторную печь для выравнивания температуры нагрева, по меньшей мере, по окружности заготовки спиральновитой оболочки.
6. Способ по п.5, отличающийся тем, что нагрев заготовки спиральновитой стальной оболочки в индукторной печи осуществляют до температуры на выходе из нее до температуры в пределах 280-340°С.
7. Способ по п.1, отличающийся тем, что в качестве грунта наносят эпоксидный праймер.
8. Способ по п.1, отличающийся тем, что, по крайней мере, перед нанесением покрытий концы заготовок трубного металлического элемента соединяют между собой при помощи центрирующей муфты, а покрытие наносят непрерывно на соединенные между собой заготовки, причем после нанесения покрытий их надрезают в районе расположения центрирующих муфт и последние снимают с концов покрытых заготовок.
9. Способ по п.1, отличающийся тем, что, по крайней мере, перед нанесением покрытий концы заготовок спиральновитой стальной оболочки соединяют между собой при помощи центрирующей муфты, а покрытие наносят непрерывно на соединенные между собой заготовки, причем после нанесения покрытий их надрезают в районе расположения центрирующих муфт и последние снимают с концов покрытых заготовок.
10. Способ по п.9, отличающийся тем, что при протягивании соединенных между собой заготовок спиральновитой стальной оболочки через индукторную печь осуществляют дополнительный местный их разогрев в районе расположения центрирующих муфт путем кратковременного увеличения мощности индукторной печи во время прохождения через нее участка с центрирующей муфтой.
| МОРОЗОСТОЙКОЕ ТЕПЛОГИДРОИЗОЛИРОВАННОЕ ИЗДЕЛИЕ ДЛЯ ТРУБОПРОВОДОВ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2007 |
|
RU2327923C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОГИДРОИЗОЛИРОВАННОГО ТРУБНОГО ИЗДЕЛИЯ ДЛЯ ПРОКЛАДКИ НАДЗЕМНЫХ ТЕПЛОТРАСС | 2005 |
|
RU2278316C1 |
| Станок для изгибания деревянных брусков | 1935 |
|
SU49167A1 |
| ТРУБОПРОВОД | 2000 |
|
RU2249754C2 |
| US 3979818 A, 14.09.1976 | |||
| US 20090159146 A1, 25.01.2009 | |||
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ "КАПУСТА С ЖАРЕНОЙ РЫБОЙ ПО-ТУРЕЦКИ" | 2006 |
|
RU2305443C1 |

