Настоящее изобретение относится к способу замены продукта в машине для производства сигарет.
В машинах для производства сигарет, например, такого типа, который раскрыт в GB 952077-А, US 4756315-А или GB 2088693-А, замену продукта обычно осуществляют посредством остановки машины и очистки различных отделений машины вручную или с использованием внешних всасывающих устройств.
Очевидно, что такие операции предполагают относительно продолжительные остановки машины и использование квалифицированного труда.
Задача настоящего изобретения состоит в создании способа замены продукта в машине для производства сигарет, позволяющего исключить вышеупомянутые недостатки.
Точнее задача настоящего изобретения состоит в создании способа замены продукта в машине для производства сигарет фактически без остановки машины.
Согласно изобретению поставленные задачи решаются способом замены продукта в машине для производства сигарет по пункту 1 формулы изобретения и предпочтительно по любому из последующих пунктов формулы изобретения, зависимых от пункта 1 прямым или косвенным образом.
Неограничивающий вариант осуществления настоящего изобретения будет описан на примере со ссылкой на прилагаемые чертежи, на которых
Фиг. 1 - схематичный вид сбоку машины для производства сигарет, которая может осуществлять способ по изобретению, с некоторыми частями в сечении и некоторыми частями, не показанными для ясности;
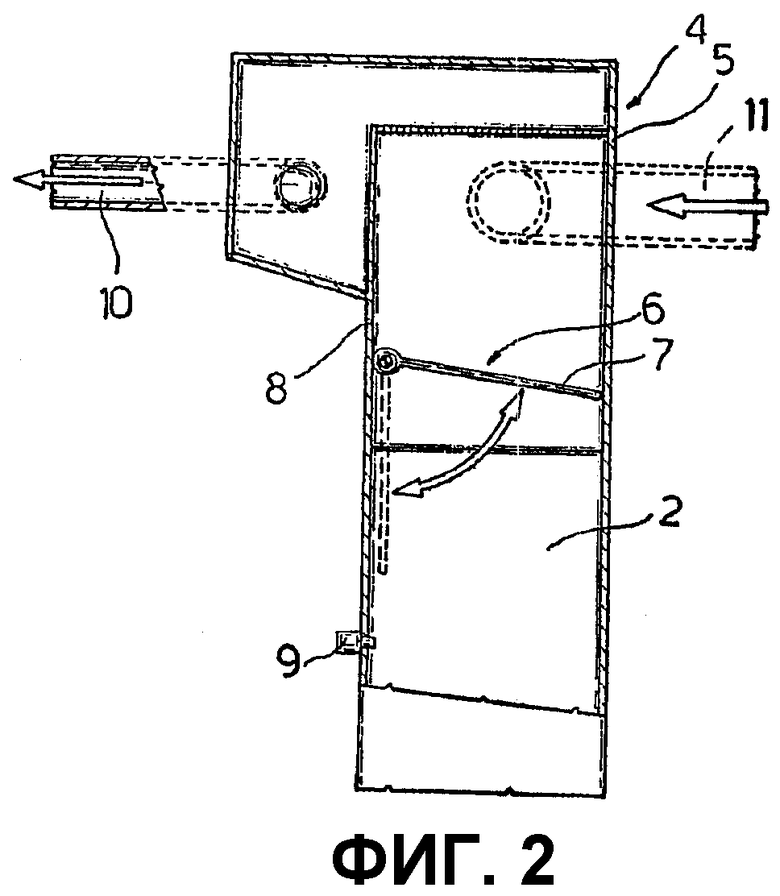
Фиг. 2 - вид в сечении по II-II на Фиг. 1;
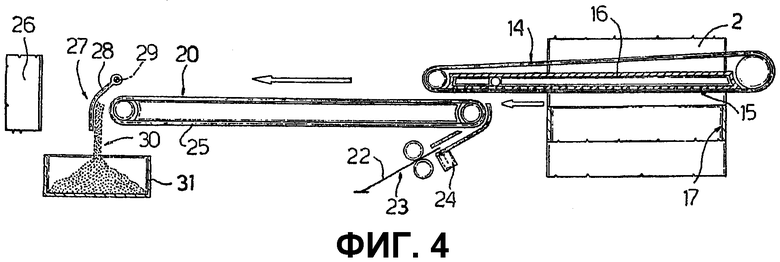
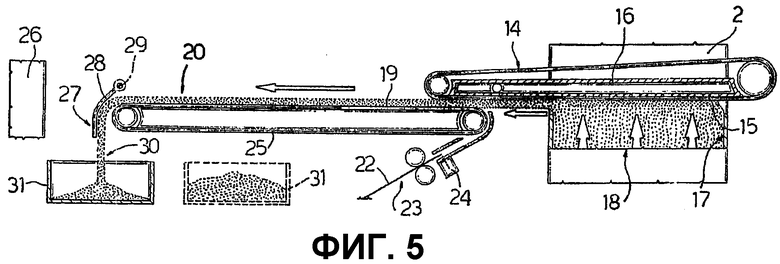
Фиг. 3, 4 и 5 - фрагмент Фиг. 1 в трех различных рабочих положениях.
На фиг. 1 позицией 1 в целом обозначена машина для производства сигарет, содержащая входной бункер 2 для приема резаного табака 3 из подающего коллектора 4, который в свою очередь содержит коробку 5, расположенную на верху бункера 2, и установленный в его низу отсечной клапан 6, который в закрытом положении отсоединяет коробку 5 от входного бункера 2. Конкретнее клапан 6 содержит пластину 7, шарнирно соединенную с боковой стенкой 8 коробки 5 и способную перемещаться известным исполнительным механизмом (не показан), управляемым датчиком уровня 9 внутри входного бункера 2, между вертикальным открытым положением и горизонтальным закрытым положением, в котором пластина 7 образует нижнюю стенку коробки 5.
Коллектор 4 также содержит всасывающую трубу 10, продолжающуюся через боковую стенку 8 и подсоединенную к известному всасывающему устройству (не показано) для создания вакуума в коробке 5, и питающую трубу 11, выходное отверстие которой сообщено с коробкой 5 через боковую стенку 8, а ее входное отверстие посредством трех клапанов 12а, 12b, 12с избирательно сообщается с соответствующими питающими трубами 13а, 13b, 13с для подачи соответствующих различных типов 3а, 3b, 3с резаного табака 3.
Производственная машина 1 также содержит, по существу, горизонтальный транспортер 14, имеющий нижнюю ветвь 15, которая проходит под всасывающей коробкой 16, а его промежуточная часть закрывает верхний конец канала 17 для восходящего потока 18 резаного табака 3, подаваемого (известным, не показанным образом) к каналу 17 посредством входного бункера 2, чтобы сформировать на нижней ветви 15 валик 19 табака, удерживаемый на транспортере 14 посредством всасывания.
В варианте, который не показан, производственная машина 1 содержит два или более транспортера 14, питаемых известным образом посредством соответствующих каналов 17 для восходящего потока, параллельных входному бункеру 2.
Выходной конец нижней ветви 15 транспортера 14 расположен поверх стола 20 для формирования непрерывного сигаретного стержня 21, состоящего из бумажной полосы 22, подаваемой на стол 20 по линии 23 подачи, проходящей через рабочее место 24 резания, и подаваемой вдоль стола 20 посредством транспортера 25, и из валика 19 резаного табака, который выпускают на бумажную полосу 22 вблизи входного конца транспортера 25 и над рабочим местом 24 резания. В случае, если имеется несколько транспортеров 14, то формирующий стол 20, понятно, соединен с таким же количеством питающих линий 23, подающих соответствующие бумажные полосы 22.
Как показано на фиг. 1, непрерывный сигаретный стержень 21 подают посредством транспортера 25 к известному режущему устройству 26, служащему для поперечного разрезания непрерывного сигаретного стержня 21 на части (не показаны), через перехватывающее устройство 27, содержащее приводной отклоняющий элемент 28, который поворачивается вокруг оси 29 между поднятым положением покоя и опущенным рабочим положением, когда отклоняющий элемент 28 направляет загрузку на транспортере 25 вниз, с получением удаляемого потока 30, который поступает в бункер 31.
Далее будет описана работа производственной машины 1, предполагая, что она работает с резаным табаком 3а для получения заданного типа сигарет и должна быть переключена на изготовление иного типа сигарет из иного типа резаного табака, например из резаного табака 3b.
При обычном производстве с использованием резаного табака 3а клапан 12а удерживается в открытом состоянии, клапаны 12b и 12с удерживаются в закрытом состоянии, и клапан 6 находится в нормально закрытом состоянии, так что воздух, всасываемый по всасывающей трубе 10, втягивает резаный табак 3а в коробку 5 по питающей трубе 11 для постепенного заполнения коробки 5, которая будет опорожнена во входной бункер 2 посредством открывающегося клапана 6 только тогда, когда посредством датчика уровня 9 внутри входного бункера 2 будет обнаружен низкий уровень резаного табака. То есть резаный табак 3а пересыпается из коробки 5 во входной бункер 2 под контролем датчика уровня 9.
Как только резаный табак 3а оказывается внутри бункера 2, его известным образом, который не показан, перемещают к каналу 17 для восходящего потока, который подает его к нижней стороне нижней ветви 15 транспортера 14 для постепенного формирования на нижней ветви 15 валика 19, который посредством транспортера 14 подают на бумажную полосу 22, непрерывно подаваемую вдоль формирующего стола 20 и постепенно сгибаемую в поперечном направлении вокруг валика 19 с получением непрерывного сигаретного стержня 21. То есть в ходе обычного производства бумажную полосу 22 непрерывно подают по линии подачи 23 и вдоль формирующего стола 20, при этом в нее непрерывно заходит валик 19 табака 3а и ее непрерывно сгибают в поперечном направлении с получением непрерывного сигаретного стержня 21, который непрерывно подают ниже отклоняющего элемента 28 в его поднятом положении покоя к режущему устройству 26.
Производственную машину 1 переключают на иной тип сигареты путем сначала закрытия клапана 12а для прекращения подачи резаного табака 3а, остановки подающей линии 23 и одновременного отрезания бумажной полосы 22 на рабочем месте 24 резания (фиг. 3), оставляя остальную часть производственной машины 1 в рабочем состоянии, так что весь остающийся резаный табак 3а всасывается в коробку 5, которую затем открывают под контролем датчика уровня 9, чтобы выгрузить остающийся резаный табак 3а во входной бункер 2 и таким образом полностью опорожнить коллектор 4. В этот момент всасывание по всасывающей трубе 10 прекращают.
В это время (фиг. 3) отклоняющий элемент 28 перемещают в нижнее рабочее положение для направления остающегося валика 19 резаного табака 3а без соответствующей ему бумажной полосы 22 в бункер 31. Эта операция продолжается (фиг. 4) до тех пор, пока не произойдет полная очистка производственной машины 1, что в варианте может быть завершено автоматически, известным не показанным образом, используя струи сжатого воздуха.
В тот момент, когда машина находится в том же состоянии, которое описано выше, но с восстановлением всасывания по всасывающей трубе 10, открывается клапан 12b для подачи резаного табака 3b непосредственно во входной бункер 2 (вначале входной бункер 2 опорожнен, так что пластина 7 удерживается в вертикальном открытом положении посредством датчика уровня 9) и только после этого в коробку 5. Посредством последовательной загрузки резаным табаком 3b производственная машина 1 будет полностью заполнена табаком 3b для образования валика 19, который подают без соответствующей бумажной полосы 22 вдоль формирующего стола 20 и направляют посредством перехватывающего устройства 27 в бункер 31. Только когда будет достигнута требуемая компактность валика 19 резаного табака 3b, транспортеры 14 и 25 останавливают и затем запускают вновь после подачи бумажной полосы 22 вдоль формирующего стола 20 для получения нового типа непрерывного сигаретного стержня 21, первую часть которого вновь направляют посредством перехватывающего устройства 27 в бункер 31. Наконец, отклоняющий элемент 28 возвращают в поднятое положение покоя для нормального производства нового типа сигарет, используя резаный табак 3b.

Изобретение относится к способу замены продукта в машине для производства сигарет. Входной бункер машины для производства сигарет получает резаный табак первого типа из подающего коллектора и подает его к по меньшей мере одному каналу для формирования на транспортере валика табака, который выпускают на бумажную полосу, перемещающуюся вдоль стола для формирования непрерывного сигаретного стержня, при этом способ предусматривает прекращение подачи резаного табака первого типа к коллектору, опорожнение головной части, прекращение сообщения между коллектором и входным бункером, прекращение подачи бумажной полосы, продолжение работы производственной машины для формирования удаляемого потока резаного табака первого типа и опорожнение производственной машины, а также подачу резаного табака второго типа через подающий коллектор и входной бункер, чтобы полностью заполнить производственную машину перед началом подачи бумажной полосы. Способ обеспечивает замену продукта в машине для производства сигарет без остановки машины. 9 з.п. ф-лы, 5 ил.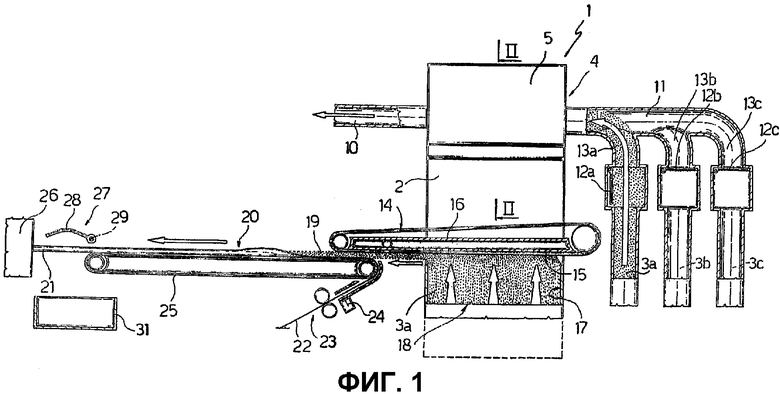
| GB 952077 A, 11.03.1964 | |||
| US 4756315 A, 12.07.1988 | |||
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПРОДУКТОВ АНОДНОГО ОКСИЛЕНИЯ РАСТВОРА ХЛОРИДОВ ЩЕЛОЧНЫХ ИЛИ ЩЕЛОЧНО-ЗЕМЕЛЬНЫХ МЕТАЛЛОВ | 1996 |
|
RU2088693C1 |
| Устройство для подачи табака к сигаретным машинам | 1972 |
|
SU449463A3 |

