Изобретение относится к трубному производству и может быть использовано на пилигримовых станах.
Наиболее близким по технической сущности и достигаемому результату является дорн с различными профилями образующей, известный из литературы (патент РФ №2194583).
Основными недостатками известного дорна при прокатке труб из гильз являются: излишняя потеря металла, заполняющего пространство между внутренней поверхностью гильзы и наружной поверхностью дорна на длине пилигримовой головки, отсутствие центровки заднего конца гильзы-заготовки, приводящей к уходу ее с оси прокатки и, как следствие, повышенной разностенности труб.
Технической задачей изобретения является разработка новой конструкции дорна, обладающего повышенными эксплуатационными свойствами.
Технический результат - снижение расхода металла и повышение точности труб по толщине стенки при изготовлении их методом периодической прокатки с использованием дорна, имеющего в районе пилигримовой головки утолщенный участок.
Ожидаемый технический результат достигается тем, что конструкция дорна для производства труб на станах периодической прокатки предусматривает утолщение его задней части под пилигримовой головкой по образующей линии "ABC" и переходный конический участок "ВС" от утолщенной части дорна к его рабочей поверхности (фиг.1).
Диаметр утолщенного участка в сечении торца пилигримовой головки определяют по формуле:
Dут=Dвн.г.+K×0,5(Dн.г-Dвн.г), где
K=0÷0,5 - коэффициент формы утолщенного конца дорна, зависит от профиля пилигримового валка на участке с максимальным радиусом калибра валка до нулевой точки;
Dут - диаметр утолщенной задней части дорна под пилигримовой головкой;
Dвн.г - внутренний диаметр гильзы;
Dн.г - наружный диаметр гильзы.
Максимальное значение диаметра основания переходного конического участка "ВС" в точке "В" может достигать значения внутреннего диаметра гильзы Dвн.г.. Точка "С" переходного участка находится на рабочей поверхности дорна в плоскости сечения перехода пилигримовой головки в трубу. Толщина стенки пилигримовой головки, на длине участка "ВС" не выходит за минимальное значение толщины стенки трубы, (фиг.1).
Предлагаемый дорн, обладающий повышенными эксплуатационными свойствами, испытан в трубопрокатном цехе №1 ОАО «Северский трубный завод». Расчет диаметра утолщенной задней части дорна произведен с учетом коэффициента «K» - коэффициента формы утолщенного конца дорна, который зависит от профиля пилигримового валка и определяется, исходя из математической зависимости:
Dн.г - наружный диаметр гильзы;
Dтр - диаметр прокатываемой трубы;
Sтр - толщина стенки прокатываемой трубы.
Например:
1. Прокатываемая труба ⊘245 мм, со стенкой 9 мм, диаметр гильзы равен 380 мм, стенка гильзы 67,5 мм.
K=(380-245)/245-1/9=0,55-0,11=0,44
Dут=245+0,44×0,5×(380-245)=274,7 мм.
2. Прокатываемая труба ⊘325 мм, со стенкой 7 мм, диаметр гильзы равен 440 мм, стенка гильзы 70,5 мм.
K=(440-325)/325-1/7=0,35-0,14=0,21
Dут=299+0,21×0,5×(440-299)=313,8 мм.
Использование изобретения позволяет обеспечить снижение расхода металла при производстве труб периодической прокаткой за счет уменьшения массы пилигримовой головки и повышение точности труб по толщине стенки из-за снижения разностенности путем обеспечения точной центровки заднего конца гильзы-заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ОБСАДНЫХ ТРУБ ПОД НАРЕЗКУ РЕЗЬБЫ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2545928C2 |
| СПОСОБ ПРОИЗВОДСТВА ОБСАДНЫХ ТРУБ РАЗМЕРОМ 244,5×7,9, 244,5×9 И 244,5×10 мм НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2012 |
|
RU2508955C1 |
| СПОСОБ ПРОИЗВОДСТВА ОБСАДНЫХ ТРУБ ПОД НАРЕЗКУ РЕЗЬБЫ НА ТПА С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2301713C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ ОТ 245 ДО 630 ММ С ТОЛЩИНОЙ СТЕНКИ ОТ 8 ДО 90 ММ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2012 |
|
RU2518364C1 |
| Дорн для горячей прокатки труб на пилигримовом стане | 1983 |
|
SU1127652A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ | 2003 |
|
RU2243838C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ | 2005 |
|
RU2294250C2 |
| СОСТАВНОЙ ДОРН ДЛЯ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2527589C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ИЗ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ МАРОК СТАЛИ | 2012 |
|
RU2516887C2 |
| СПОСОБ ПИЛИГРИМОВОЙ ПРОКАТКИ | 2006 |
|
RU2346766C2 |
Изобретение относится к обработке металлов давлением, в частности к трубопрокатному производству. Дорн выполнен с профилем, имеющим переходный конический участок от утолщенной задней части до рабочей поверхности. Максимальный диаметр конического участка равен внутреннему диаметру гильзы, а его длина не превышает минимального значения толщины стенки трубы. Диаметр утолщенной задней части дорна Dут, соответствующей образующейся пилигримовой головке, равен: Dут=Dвн.г+K×0,5(Dн.г-Dвн.г), где K=0÷0,5 - коэффициент формы утолщенного конца дорна в зависимости от профиля пилигримового валка; Dвн.г - внутренний диаметр гильзы; Dн.г - наружный диаметр гильзы. Изобретение обеспечивает снижение расхода металла при производстве труб периодической прокаткой за счет уменьшения массы пилигримовой головки и повышение точности труб по толщине стенки из-за снижения разностенности путем обеспечения точной центровки заднего конца гильзы-заготовки. 1 ил.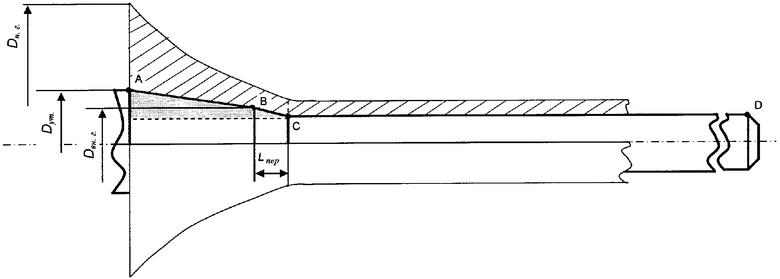
Дорн для производства труб на пилигримовых станах, имеющий утолщенную заднюю часть, отличающийся тем, что он выполнен с профилем, имеющим переходный конический участок от утолщенной части до рабочей поверхности, максимальный диаметр которого равен внутреннему диаметру гильзы Dвн.г, а его длина не превышает минимального значения толщины стенки трубы, при этом диаметр утолщенной задней части дорна (Dут), соответствующей образующейся пилигримовой головке, равен:
Dут=Dвн.г+K·0,5(Dн.г-Dвн.г),
где K=0÷0,5 - коэффициент формы утолщенного конца дорна в зависимости от профиля пилигримового валка;
Dвн.г - внутренний диаметр гильзы;
Dн.г - наружный диаметр гильзы.
| Составной трубопрокатный инструмент, преимущественно,дорн для пилигримовой прокатки | 1973 |
|
SU470319A1 |
| Полый дорн для пилигримовой прокатки труб | 1986 |
|
SU1342547A1 |
| Оправка для пилигримовой прокатки труб | 1988 |
|
SU1553226A1 |
| Способ холодной прокатки труб | 1987 |
|
SU1530277A1 |
| US 6205833 A1, 27.03.2001. | |||

