113
Изобретение; относится к трубопрокатному производству, а именно к конструкции технологического инструмента, в частности дорна для пилигри- мовой прокатки труб.
Цель изобретения - снижение разно- стенности труб.
На чертеже изображен полый дорн и распределение температуры наружной поверхности по длине дорна.
Полый дорн содержит рабочую часть 1 с наружным диаметром D р и длиной LP и хвостовик 2. В дорне выполнена
осевая сквозная полость переменной конусности по длине, меньшей на длине 2(0,3-0,35)Lр от.переднего торца рабочей части и большей на остальной длине 52 рабочей части дорна, при этом соотношения диаметра полос- ти к наружному диаметру Dp дорна: в начале участка 6,0,78-0,85, в конце участка , (в начале участка f) 0,42-0,69 и в конце участка у хвостовика 0,19-0,29.
Длины участков , и li выбраны исходя из температурных и силовых условий, действующих на поверхности дорна при прокатке всего сортамента
труб (как тонкостенных, так и толсто- ЗО напряжений на внутренней поверхстенных) .
Кроме того, учитьшают известный фактор: передний и задний концы труб прокатываются при разных температурах металла, что вызывает даже при прокатке одной трубы разные давления на дорны и валки в начале и конце цикла прокатки. При этом передний конец дорна испытывает незначительную нагрузку, так как гильза имеет наибольшую температуру и обжатие по стенке гильзы невелико. На остальной длине дорна усилие прокатки наибольшее, так как происходит интенсивная деформация, а температура гильзы по мере прокатки уменьшается.
Выполнение диаметра полости в начале участка I у переднего торца рабочей части дорна больше 0,85 Dp приведет к поломке или пластической деформации начала этого участка дорна при прокатке тонкостенных труб, выполнение его меньше, чем 0,78 Dp не позволит компенсировать неравномерный температурный разогрев отдельных участков, снизить продольную разностенность получаемых труб. Выполнение диаметра полости в конце участка С больше, чем 0,69 Dp при35
ности дорна при выполнении отверстия диаметра меньшим, чем 0,22 Dp превысит предел прочности металла на разрыв, а это приведет к появлению внутренных дефектов и уменьшению службы дорна.
Способ выполнения полого дорна с переменным по длине внутренним отверстием заключается в следующем. На40 гретый до температуры прокатки слиток из углеродистой или легированной марок стали прошивают в толстостенную гильзу, раскатывают в заготовку с переменным внутренним диаметром
45 на специальном ступенчатом дорне в пилигримовом стане, подвергают правке на прессах, механической обработке, изготавливают хвостовую часть дорна и обрезают концевые дефекты, затем термообрабатьшают.
Готовый полый дорн устанавливают в замок подающего аппарата и подают вместе с надетой на него гильзой в валки пилигримового стана, где происgg ходит раскатка гильзы в трубу. При этом осуществляется отвод тепла через осевую полость дорна, компенсируется неравномерный температурный разогрев отдельных участков дорна.
50
недет к пластической деформации поверхности дорна в конце этого участка, так как усилие прокатки достигает наибольшего значения. Выполнение диаметра полости меньше, чем 0,42 Dp приведет к возникновению значительных термических растягивающих напряжений на наружной и особенно на внутренней поверхности дорна, умеР1ьшит срок его службы.
Выполнение диаметра полости в конце участка ,, у хвостовика больше.
чем 0,29 Dp приведет к обрьшу хвостовой части дор1на в результате больших динамических нагрузок, особенно при извлечении дорна из трубы в момент окончания прокатки. Выполнение диаметра полости меньше, чем 0,22 Dp приведет к возникновению больших по величине растягивающих напряжений на внутренней поверхности дорна, являющихся суммой значительных термических напряжений и напряжений, возникающих н дорне в результате действия усилий со стороны металла на данном участке дорна.
Так как на этом участке усилие прокатки наибольшее, то интенсив5
ности дорна при выполнении отверстия диаметра меньшим, чем 0,22 Dp превысит предел прочности металла на разрыв, а это приведет к появлению внутренных дефектов и уменьшению службы дорна.
Способ выполнения полого дорна с переменным по длине внутренним отверстием заключается в следующем. На0 гретый до температуры прокатки слиток из углеродистой или легированной марок стали прошивают в толстостенную гильзу, раскатывают в заготовку с переменным внутренним диаметром
5 на специальном ступенчатом дорне в пилигримовом стане, подвергают правке на прессах, механической обработке, изготавливают хвостовую часть дорна и обрезают концевые дефекты, затем термообрабатьшают.
Готовый полый дорн устанавливают в замок подающего аппарата и подают вместе с надетой на него гильзой в валки пилигримового стана, где происg ходит раскатка гильзы в трубу. При этом осуществляется отвод тепла через осевую полость дорна, компенсируется неравномерный температурный разогрев отдельных участков дорна.
0
уменьшается температура нагрева на-- ружной поверхности н растягивающие напряжения на внутренней поверхности и по сечению дорна, уменьшается продольная разностенность труб и стоимость дорен.
Пример. На трубопрокатном агрегате с пилигримовым станом нагревают слиток, отлитый в заводских условиях (из стали ЗОХ2МФ, Д, 38ХНМФА) массой 3400 кг и диаметром 16 (565/580 мм), в методической печи до температуры прокатки, прошиваю в гильзу наружным диаметром 570 мм и внутренним 180 мм и прокатывают в пилигримовом стане на специальном сплошном ступенчатом дорне в толстостенную полую заготовку наружным диаметром 351 мм и переменным внутренним диаметром: максимальным 140 мм и минимальным 75 мм.
Полую заготовку из стали ЗОХ2МФ подвергают механической обработке и изготовляют полый дорн наружным диаметром 331/332 мм и длиной 4500 мм для прокатки труб .размером и 426x50 мм соответственно. Размеры осевой полости дорна следующие: у переднего торца дорна максимальный
диаметр 260 мм (0,8 Dp), в. конце пер-30 метр которой у торца рабочей части
вого участка длиной 1300 мм (0,31 Lp) внутренний диаметр 140 мм (0,425 В р), а минимальный - у хвостовика 75 мм (0,225 Dp).
На дорне в пилигримовом стане 35 прокатывают трубы размером 377x25 и 426x50 мм.
Редактор Н. Рогулич Заказ 4545/6
Составитель Н. Умнягина Техред Л.Сердюкова
Корректор
Тираж 480 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раущская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
В результате более, чем трехлетней эксплуатации полых дорнов на пм- лигримовых станах доказана целесообразность применения полых дорнов при производстве бесшовных труб.
Предлагаемый полый дорн позволяет компенсировать неравномерный температурный разогрев наружной поверхности дорна по его длине, уменьшить термические напряжения по сечентто дорна повысить точность по толщине стенки, снизить износ и повысить стойкость в 1,5-1,7 раза по сравнению со сплошными Дорнами, облегчить массу дорна, улучшить работу подающих аппаратов.
Формула изобретения
Полый дорн для пшшгримовой прокатки труб, содержащий хвостовик и рабочую часть с внутренней полостью большего диаметра у торца рабочей част и и меньшего диаметра у хвостовика, отличающийся тем, что, с целью снижения разностенности труб, внутренняя полость выполнена переменной конусности по дпине, диаметр которой у торца рабочей части
составляет 0,78-0,85 наружного диаметра дорна и 0,42-0,69 в конце участка, расположенного от торца на расстоянии 0,3-0,35 длины рабочей части дорна, а у хвостовика соотношение диаметра полости и наружного диаметра дорна составляет 0,19-0,29.
Корректор М. Максимишинец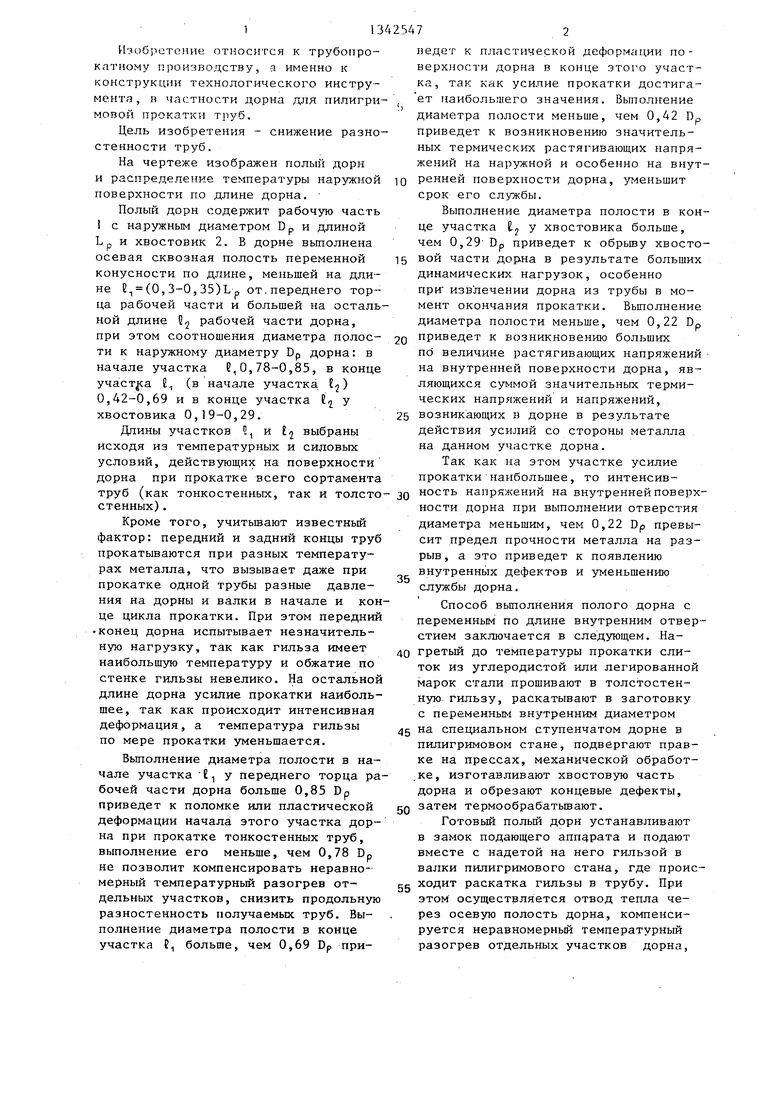
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВНОЙ ДОРН ДЛЯ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2527589C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523395C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523179C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ | 2003 |
|
RU2243838C2 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ДЛЯ ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК И ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА БОЛЬШОГО ДИАМЕТРА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2012 |
|
RU2517068C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ КОВАННЫХ ЗАГОТОВОК, СПЛОШНЫХ ИЛИ ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ, СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2542156C2 |
| Дорновое устройство пилигримового стана | 1989 |
|
SU1708455A1 |
| Дорн для горячей прокатки труб на пилигримовом стане | 1983 |
|
SU1127652A1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290Х11-12 ММ С ИСПОЛЬЗОВАНИЕМ ТРУБОПРОКАТНОЙ УСТАНОВКИ ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш | 2012 |
|
RU2502571C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ИЗ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ МАРОК СТАЛИ | 2012 |
|
RU2516887C2 |
Изобретение относится к трубо- , прокатному производству, а именно к конструкции технологического инструмента, в частности дорна для пилигримовой прокатки труб. Цель изобретения - снижение разностеннос- ти труб. Полый дорн для пилигримовой прокатки труб содержит рабочую часть 1 с наружным диаметром D и длиной Lр.хвостовик 2. В дорне выполнена осевая полость переменной конусности уменьшающегося диаметра, который у переднего торца равен (О,78-0,85)Dp, в конце участка длиной Е,, сЬстав- ляющей (0,30-0,35)Lp, (0,42-0,69)Dp и у хвостовика в конце рабочей части 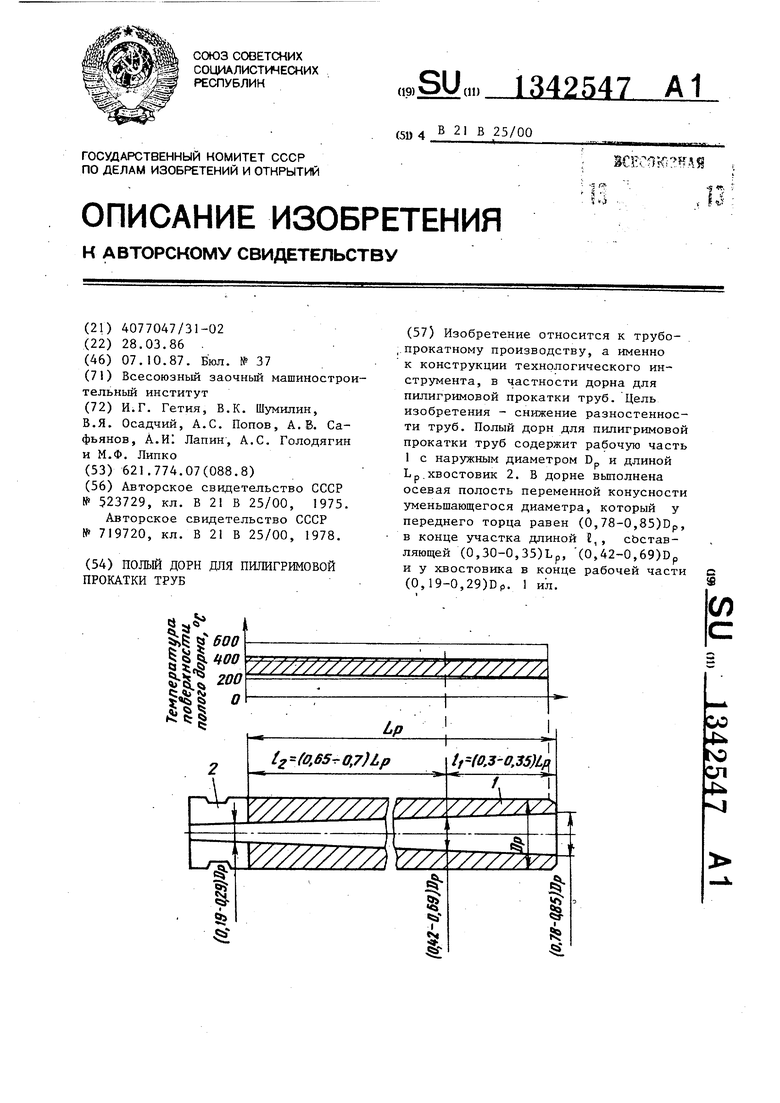
| Составной дорн для пилигримовой прокатки труб | 1975 |
|
SU523729A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Составной дорн для пилигримовой прокатки труб | 1978 |
|
SU719720A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
