Изобретение относится к способам управления процессом дуговой электросварки плавящимся электродом за счет управления источником питания путем формирования его оптимальной внешней характеристики.
Известен способ формирования внешней характеристики в источнике питания дуговой сварки [Патент РФ № 2141888, 6 МПК В23К 9/06, опубл. 10.02.03, бюл. № 4], для реализации которого плавно регулируют сварочный ток с помощью подвижного шунта, расположенного в окне магнитопровода между секциями обмоток. Основной недостаток способа - ограниченность в получении различных режимов сварки, поскольку регулируется только ток дуги.
Известен способ формирования внешней характеристики в сварочном источнике питания для сварки на сильном токе [Патент РФ № 2210474, 7 МПК В23К 9/06. Заявл. 18.01.2000. Опубл. 20.08.2003. Страна приоритета US, патентообладатель - Линкольн глобал, инк. US], заключающийся в регулировании с помощью реостатов максимального значения напряжения (мощности) на нагрузке на интервале образования капли металла, времени спада этого напряжения и величины фонового напряжения на участке ожидания следующего короткого замыкания каплей электрода и детали. Характер изменения тока запрограммирован в контроллере и не подлежит оперативному изменению.
Основные недостатки этого способа - низкая оперативность процесса задания внешней характеристики для управления процессом сварки, поскольку изменения тока требуют перепрограммирования контроллера, а также недостаточная наглядность процесса задания из-за отсутствия изображения внешней характеристики источника питания для сварки.
В качестве прототипа предлагаемого изобретения выбран способ формирования внешней характеристики источника питания, раскрытый в описании к авторскому свидетельству SU 1119799 А, В23К 9/00, 23.10.1984.
Способ формирования внешней характеристики источника питания для элктросварки с целью повышения качества сварного шва согласно способу-прототипу включает изменение значений напряжения и тока нагрузки для получения требуемого режима сварки и автоматического регулирования выходного напряжения источника питания.
Технический результат заявляемого способа - упрощение изменения мгновенных значений напряжения и тока в пределах цикла образования, отрыва и переноса капли расплавленного металла электрода в статическом и динамическом режимах, обеспечение наглядности формирования изменяемой внешней характеристики источника, оперативность получения внешней характеристики различной формы.
Указанный технический результат в заявляемом способе достигается тем, что в способе формирования внешней характеристики источника питания для дуговой электросварки плавящимся электродом, включающем изменение значений напряжения и тока нагрузки для получения требуемого режима сварки и автоматическом регулировании выходных напряжения и тока источника питания, формирование внешней характеристики источника питания осуществляют на экране монитора пульта управления в декартовой системе координат, при этом сначала в исходном состоянии на экран выводят кривую, ограничивающую максимальные значения тока и напряжения, по крайней мере, одну кривую средней мощности на нагрузке для статического режима сварки и формируют кривую, отражающую динамический режим сварки, для чего измеряют мгновенные значения тока и напряжения на нагрузке и рассчитывают изменение сопротивления нагрузки, определяющее свойства источника питания в области медленных и быстрых процессов сварки, и получают требуемую внешнюю характеристику источника путем перемещения по экрану монитора соответствующих полученных кривой средней мощности на нагрузке и кривой, отражающей динамический режим сварки, в пределах заданных ограничений на максимальные и минимальные величины значений тока и напряжения.
Совокупность указанных признаков позволяет получить новый, указанный выше технический результат, что позволяет считать этот способ соответствующим критериям охраноспособности - "новизна" и "изобретательский уровень". Предлагаемый способ формирования внешней характеристики источника питания для электросварки реализуется с использованием высокочастотного инвертора с выпрямителем. При этом сварка может быть ручной или автоматической, дуговой с плавящимся электродом под защитой флюса, инертного активного газа, а также с возникновением или отсутствием режима короткого замыкания каплями расплавленного металла. Напряжение и ток на выходе инвертора автоматически регулируются за счет широтно-импульсной модуляции (ШИМ) напряжения в цепи переменного тока. Управление ключами инвертора и реализация ШИМ осуществляется контроллером с программируемым микропроцессором за счет использования специально разработанного программного обеспечения, реализующего задаваемое оператором на экране монитора изменение формы внешней характеристики.
Внешняя характеристика источника - зависимость его выходного напряжения от тока нагрузки, связанная с изменением во времени нелинейного сопротивления дуги, т.е. промежутка электрод-деталь. Различают медленные и быстрые процессы и соответствующие им внешние характеристики:
- статическая при стационарной или медленно изменяющейся нагрузке (медленные процессы) за время, значительно превышающее (на два-три порядка)
длительность цикла повторения процессов при капельной сварке;
- динамическая (быстрые процессы) с изменением сопротивления нагрузки
за время, меньше чем длительность указанного цикла, но на два-три порядка больше периода коммутации ключей инвертора источника питания.
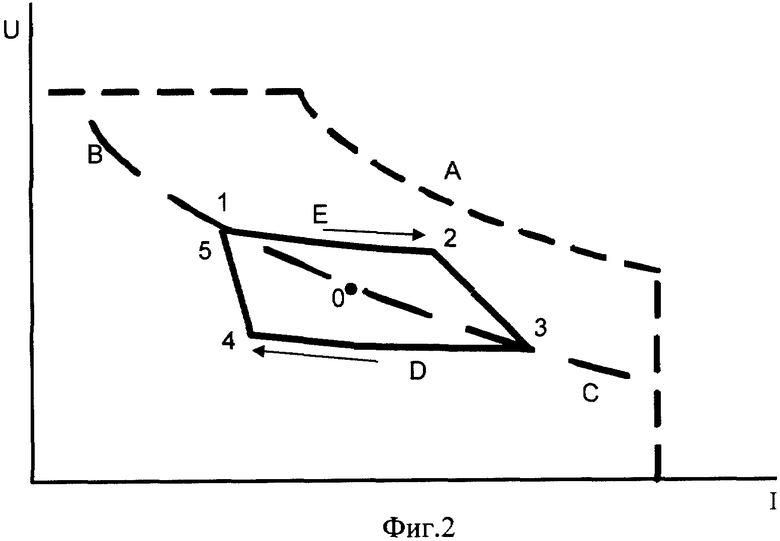
Рассмотрим реализацию предлагаемого способа на примере сварки с режимом короткого замыкания. На фиг.1 представлена исходная (до настройки) внешняя характеристика на экране монитора пульта управления источника питания, где обозначены: А - кривая, ограничивающая максимальные значения тока и напряжения; ВС - кривая заданной средней мощности на нагрузке (статический режим); D и Е - динамические составляющие, практически совпадающие с кривой ВС. На фиг.2 - внешняя характеристика на экране монитора пульта управления после настройки, когда кривые D и Е не совпадают с кривой ВС и отражают динамический режим. Кривая D соответствует восходящей составляющей при повышении сопротивления нагрузки, а кривая Е - падающей составляющей при его понижении.
Предлагаемый способ формирования внешней характеристики источника питания осуществляют на экране монитора пульта управления. Внешняя характеристика задается в декартовой системе координат (например, по горизонтали ток нагрузки, по вертикали напряжение на ней). В исходном состоянии на экран выводятся одна или несколько кривых средней мощности на нагрузке для статического режима сварки (фиг.1). Сварка с коротким замыканием идет циклами. В пределах одного цикла образуется капля расплавленного металла электрода, которая увеличивается с подачей электрода, затем касается детали с образованием короткого замыкания и отрывается, притягиваясь к детали за счет электростатических сил. Один цикл определяет динамический режим сварки и динамическую составляющую внешней характеристики. В источнике питания для сварки используется высокочастотный инвертор, и период коммутации его ключей определяет шаг дискретизации. На каждом шаге измеряют мгновенные значения тока и напряжения на нагрузке и рассчитывают изменение сопротивления нагрузки. При снижении сопротивления формируют падающую составляющую (ветвь 1-2-3) внешней характеристики, а при повышении сопротивления - восходящую составляющую (ветвь 3-4-5) (фиг.2). На интервале 1-2 образуется капля на конце электрода, сопротивление нагрузки уменьшается при возрастающем токе. У внешней характеристики формируется падающая составляющая. На интервале 2-3 капля увеличивается и касается детали, возникает короткое замыкание с повышением тока и резким снижением сопротивления нагрузки практически до сопротивления подводящих шин. Затем капля продолжает увеличиваться (стекает), ее сопротивление снижается, и ток остается возрастающим, прогревая каплю. В верхней части капли образуется шейка, которая становится тоньше, вызывая увеличение сопротивления. Точка 3 является граничной, поскольку после ее прохождения происходит изменение характера сопротивления нагрузки. Теперь мощность в нагрузке снижают, иначе капля перегреется и после отрыва произойдет ее разбрызгивание. Для этого начинают формировать восходящую составляющую внешней характеристики. На участке 3-4 капля отрывается, что приводит к резкому возрастанию сопротивления, а напряжение увеличивают так, чтобы поддержать горение дуги при отсутствии капли. После точки 4 имеет место режим стационарного горения дуги при минимальном токе, а у внешней характеристики заканчивается формирование восходящей ветви с возвратом в начальную точку 5 (1). На последующих циклах процессы повторяются, и динамическая часть внешней характеристики формируется так же как и в рассмотренном цикле.
Для задания требуемой формы внешней характеристики различной сложности узловые точки кривых D и Е перемещают по экрану с помощью, например, указателя мыши, изменяя граничные значения тока и напряжения. После задания динамической составляющей внешней характеристики и для получения требуемого прогрева свариваемых деталей и стабильности теплового режима сварки возможно перемещение центра 0 суммарной динамической характеристики в требуемую точку статической характеристики.
С помощью программного обеспечения микропроцессора и в соответствии с заданным алгоритмом управления контроллер за счет ШИМ регулирует на выходе источника мгновенных значений напряжения и тока в пределах заданных ограничении на максимальные и минимальные величины с учетом характера изменения сопротивления нагрузки, повторяя форму заданных динамических составляющих внешней характеристики на всех интервалах цикла и обеспечивая среднюю мощность для стабильности теплового режима (тепловложения и теплопередачи) с прогревом свариваемых деталей.
Таким образом, предлагаемый способ формирования внешней характеристики источника питания для электросварки обеспечивает: упрощение процесса формирования за счет одновременного изменения в узловых точках мгновенных значений напряжения и тока в пределах цикла образования, отрыва и переноса капли расплавленного металла электрода в статическом и динамическом режимах; наглядность процесса, поскольку все изменения режимов отражаются на форме внешней характеристики источника и видны оператору; оперативность получения внешней характеристики различной формы, так как отпадает необходимость в перепрограммировании микропроцессора контроллера, управляющего источником питания для электросварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ВНЕШНЕЙ ХАРАКТЕРИСТИКИ ИСТОЧНИКА ПИТАНИЯ ДЛЯ ЭЛЕКТРОСВАРКИ | 2006 |
|
RU2317880C2 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОДУГОВОЙ СВАРКОЙ | 2017 |
|
RU2643025C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1993 |
|
RU2098246C1 |
| Способ управления сварочными источниками питания инвертарного типа и устройство для его осуществления | 1983 |
|
SU1119799A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИМПУЛЬСНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2009 |
|
RU2429111C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ В СРЕДЕ ЗАЩИТНЫХ И ИНЕРТНЫХ ГАЗОВ | 2023 |
|
RU2804561C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2063315C1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОЙ СВАРКИ ПЛАВЛЕНИЕМ | 1991 |
|
RU2021086C1 |
| УСТРОЙСТВО ДЛЯ МОДЕЛИРОВАНИЯ СВАРОЧНОЙУСТАНОВКИ | 1972 |
|
SU326599A1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2014 |
|
RU2570145C1 |
Изобретение относится к сварке, в частности к способу формирования внешней характеристики источника питания для дуговой электросварки плавящимся электродом, и может найти применение при управлении процессами дуговой сварки. Формирование внешней характеристики источника питания осуществляют на экране монитора пульта управления в декартовой системе координат. Сначала в исходном состоянии на экран выводят кривую, ограничивающую максимальные значения тока и напряжения, по крайней мере, одну кривую средней мощности на нагрузке для статического режима сварки и формируют кривую, отражающую динамический режим сварки. Для этого измеряют мгновенные значения тока и напряжения на нагрузке и рассчитывают изменение сопротивления нагрузки, определяющее свойства источника питания в области медленных и быстрых процессов сварки. Получают требуемую внешнюю характеристику источника путем перемещения по экрану монитора соответствующих полученных кривой средней мощности на нагрузке и кривой, отражающей динамический режим сварки, в пределах заданных ограничений на максимальные и минимальные величины значений тока и напряжения. Технический результат - упрощение изменения мгновенных значений напряжения и тока в пределах цикла образования, отрыва и переноса капли расплавленного металла электрода в статическом и динамическом режимах и обеспечение наглядности. 2 ил.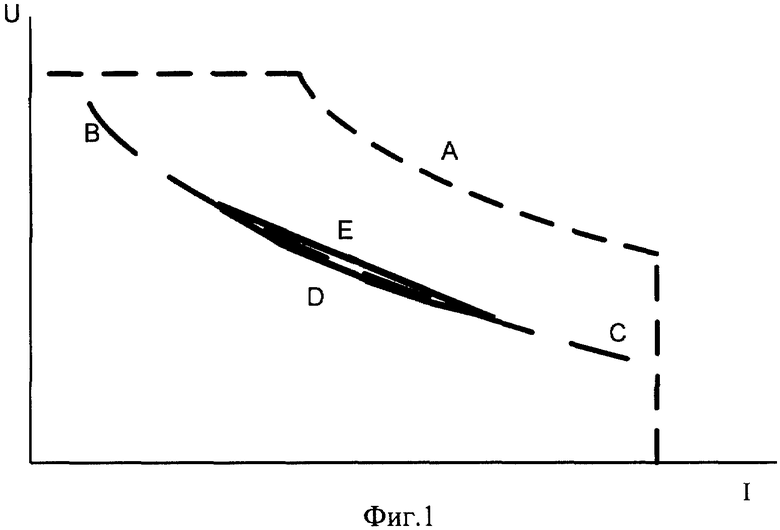
Способ формирования внешней характеристики источника питания для дуговой электросварки плавящимся электродом, включающий изменение значений напряжения и тока нагрузки для получения требуемого режима сварки и автоматического регулирования выходных напряжения и тока источника питания, отличающийся тем, что формирование внешней характеристики источника питания осуществляют на экране монитора пульта правления в декартовой системе координат, при этом сначала в исходном состоянии на экран выводят кривую, ограничивающую максимальные значения тока и напряжения, по крайней мере, одну кривую средней мощности на нагрузке для статического режима сварки и формируют кривую, отражающую динамический режим сварки, для чего измеряют мгновенные значения тока и напряжения на нагрузке и рассчитывают изменение сопротивления нагрузки, определяющее свойства источника питания в области медленных и быстрых процессов сварки, и получают требуемую внешнюю характеристику источника путем перемещения по экрану монитора соответствующих полученных кривой средней мощности на нагрузке и кривой, отражающей динамический режим сварки, в пределах заданных ограничений на максимальные и минимальные величины значений тока и напряжения.
| Способ управления сварочными источниками питания инвертарного типа и устройство для его осуществления | 1983 |
|
SU1119799A1 |
| Источник питания для дуговой сварки с регулируемой крутизной вольтамперной статической характеристики | 1983 |
|
SU1100057A1 |
| Устройство для коммутации источника питания сварочной дуги | 1990 |
|
SU1808559A1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1738521A1 |
| СПОСОБ ФОРМИРОВАНИЯ ВНЕШНЕЙ ВОЛЬТ-АМПЕРНОЙ ХАРАКТЕРИСТИКИ СВАРОЧНОГО ГЕНЕРАТОРА ПОСТОЯННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2189892C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1993 |
|
RU2098246C1 |

