Изобретение относится к технологии получения соединения с использованием сварки плавящимся электродом и может найти применение во всех отраслях хозяйства.
При сварке плавящимся электродом с короткими замыканиями дугового промежутка основным недостатком процесса является разбрызгивание металла сварочной ванны и электрода, что приводит к нестабильному формированию шва.
Изобретение направлено на решение задачи повышения стабильности процесса сварки за счет учета и регулирования размера капли жидкого металла на электроде, что позволяет получить оптимальный объем капли, обеспечивающий стабильное горение дуги, отсутствие чрезмерного движения капли и благоприятное соприкосновение капли с ванной, уменьшающее разбрызгивание.
Известен способ сварки в углекислом газе пульсирующий дугой с оптимальным выбором наклона внешней характеристики источника питания, когда ток импульса обеспечивают при работе на жесткой характеристике, а ток паузы на крутопадающей (авт. св. СССР N 837665, кл. B 239/16).
Реализация способа при сварке с короткими замыканиями дугового промежутка не обеспечивает стабильности процесса из-за большого разбрызгивания на жесткой характеристике, что снижает качество сварки.
Известен способ дуговой сварки плавящимся электродом, при котором в период между короткими замыканиями регистрируют импульсы тока и напряжения дуги и при появлении не менее двух импульсов переходят с одной характеристики на другую и изменяют скорость подачи проволоки (авт. св. СССР N 1570159, кл. B 23 K 9/16).
Область оптимальных режимов сварки, при которых возможно выделение импульсов тока и напряжения дуги в период между короткими замыканиями, мала, поэтому при реализации способа не исключена возможность выхода из указанной области, что приведет к нестабильности процесса сварки, повышенному разбрызгиванию расплавленного металла электрода и ванны.
Наиболее близким способом того же назначения к предлагаемому способу по совокупности признаков является способ регулирования процесса дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка, при котором фиксируют разность между эталонным значением параметра режима и действующим значением на каждой стадии процесса сварки, а процесс регулируют одним из параметров режима (А. Г. Потапьевский. Сварка в защитных газах плавящимся электродом. М. Машиностроение, 1974, с. 121).
К причинам, препятствующим достижению требуемого технического результата при использовании известного способа регулирования, принятого за прототип, относится то, что способ не обеспечивает достаточной стабильности процесса сварки, т. к. в процессе регулирования используется параметр время цикла короткого замыкания и не учитываются ряд других характеристик процесса, определяющих его стабильность, например размер капли, характер движения капли и взаимодействие ее с жидкой ванной расплавленного металла.
Сущность изобретения заключается в том, что способ регулирования процесса дуговой сварки плавящимся электродом позволяет учитывать изменяющийся в процессе сварки параметр режима и корректировать его в соответствии с эталонным значением, а выбор в качестве параметра режима мгновенной мощности дуги дает возможность учитывать объем капли и регулировать характер ее перехода и взаимодействия с ванной, что повышает стабильность горения дуги, а следовательно и качество соединения.
Указанный технический результат при осуществлении изобретения достигается тем, что в способе регулирования процесса дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка, при котором фиксируют разность между эталонным значением параметра режима и действующим значением на каждой стадии процесса сварки, а процесс регулируют одним из параметров режима перед сваркой, определяют законы изменения эталонного значения параметра режима для стадий каплеобразования и ее перехода и соответствующие им значения энергий, в момент зажигания дуги определяют величину параметра и по отклонению этого параметра от эталонного значения задают законы изменения параметра режима, соответствующие реальному процессу и обеспечивающие эталонные значения энергий для стадий каплеобразования и ее перехода, а в процессе сварки в каждый момент времени фиксируют действующее значение параметра режима для указанных стадий и по результатам его сравнения с соответствующим заданным законом изменения этого параметра регулируют процесс сварки, при этом в качестве параметра режима выбирают мгновенную мощность.
Учет в процессе сварки реального характера изменения параметра режима повышает точность регулирования процесса, стабильность горения дуги, что уменьшает разбрызгивание расплавленного металла электрода и ванны, а следовательно повышается качество сварного соединения.
На основании изложенного можно сделать вывод, что признаки, изложенные в формуле изобретения, являются существенными.
Проведенный анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах изобретения, позволил установить, что не обнаружен аналог, характеризующийся признаками, идентичными всем существенным признакам изобретения, а определение из перечня выявленных аналогов прототипа как наиболее близкого по совокупности признаков позволило выявить совокупность существенных по отношению к усматриваемому техническому результату отличительных признаков в заявленном объекте, изложенных в формуле изобретения.
Следовательно, изобретение соответствует критерию "новизна" по действующему законодательству.
Для проверки соответствия изобретения требованию изобретательского уровня был проведен дополнительный анализ известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками изобретения, результаты которого показывают, что изобретение не следует для специалиста явным образом из известного уровня техники.
Следовательно, изобретение соответствует требованию "изобретательский уровень".
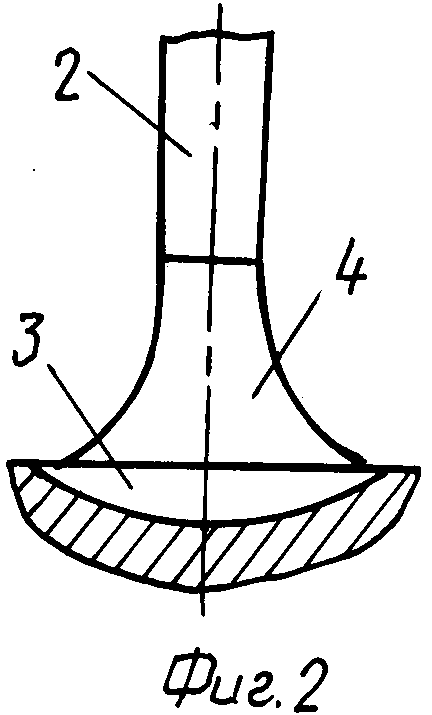
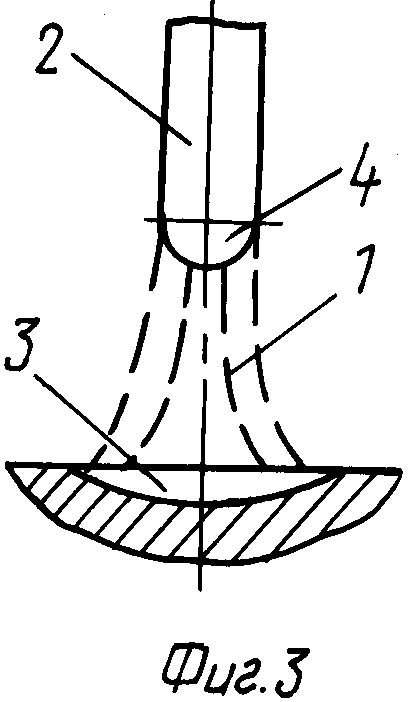
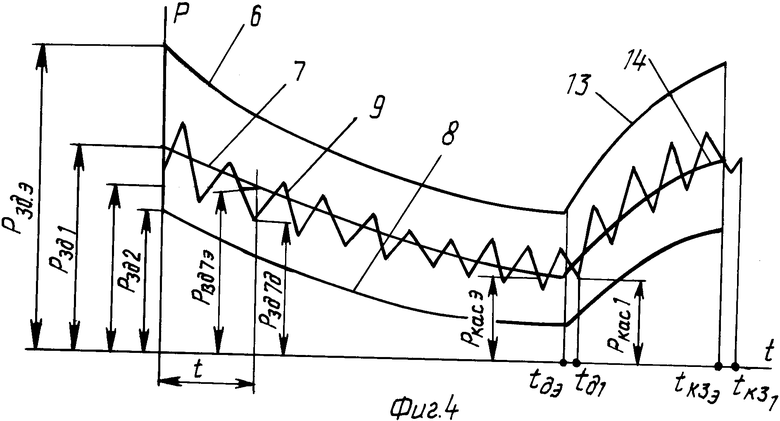
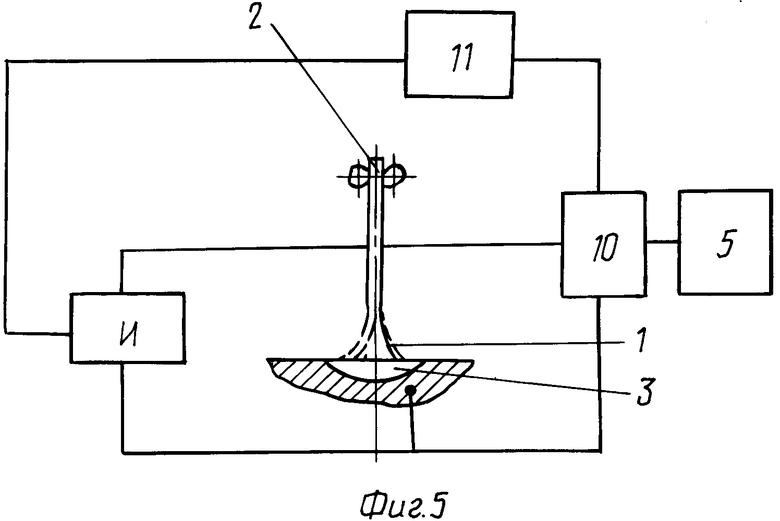
На фиг. 1 3 представлены стадии процесса: горение дуги и каплеобразование, перехода капли в ванну и зажигание дуги, соответственно; на фиг. 4 диаграмма изменения мощности во времени; на фиг. 5 блок-схема устройства для осуществления способа; на фиг. 6 циклограмма регулирования мощности.
Способ регулирования процесса дуговой сварки плавящимся электродом осуществляют следующим образом. При горении дуги 1 между электродом 2 и ванной 3 происходит образование капли 4. По мере горения дуги 1 растет высота жидкой прослойки между дугой 1 и электродом 2 (фиг. 1). Как известно, жидкая прослойка в меньшей степени, чем твердый металл, проводит тепло и является своего рода теплоизолятором. В результате чего скорость плавления Vпл электрода 2 уменьшается. При этом снижается мощность дуги Pд (фиг. 4). Исследованиями с помощью скоростной киносъемки и синхронного осциллографирования параметров режима (I, U) было установлено, что Vпл изменяется от 1000 м/ч до 5 10 м/ч. Методами математической статистики с применением ПЭВМ были обработаны результаты экспериментов и найден закон изменения P f(t). В частности, он оказался близок к функции P Pздeat, где P мгновенная мощность дуги; Pзд мощность при зажигании дуги; a коэффициент пропорциональности, учитывающий теплофизические свойства электрода, его диаметр, длину дуги и т.д.
Таким образом, определяют закон изменения P на стадии каплеобразования. С помощью блока 5 (фиг. 5) устанавливают этот закон в качестве эталонного значения (кривая 6 на фиг. 4). Причем энергия, соответствующая кривой 6 и времени горения дуги tд, выбрана из условия оптимального объема капли, при котором наблюдается стабильное горение дуги, отсутствие чрезмерного движения капли и благоприятного соприкосновения капли 4 с ванной 3. При таком объеме капли 4 нет ее отбросов от ванны 3, сливание капли с ванной протекает спокойно. При сбросе капли на электроде 2 остается небольшое количество жидкого металла, которое в свою очередь будет влиять на мощность при зажигании дуги Pзд. Как было замечено, чем больше остаток капли на электроде, тем меньше мощность при зажигании дуги.
В результате чего в реальной обстановке кривые 7, 8 будут эквидисцентны эталонной кривой 6 и зависеть от Pзд. Поэтому в момент зажигания дуги определяют величину параметра режима и по отклонению этого параметра (в частности Pзд на фиг. 4) от эталонного значения Pзд (фиг. 4) задают законы изменения параметра режима (кривые 7, 8 на фиг. 4), соответствующие реальному процессу и обеспечивающие эталонные значения энергий для стадии каплеобразования. Затем в каждый момент времени фиксируют действующее значение параметра режима P397 (кривая 9 на фиг. 4) и сравнивают в блоке 10 (фиг. 5) с эталонным P397 (фиг. 4). По результатам его сравнения с соответствующим заданным законом изменения этого параметра (кривая 7) с помощью блока 11 (фиг. 5) регулируют процесс сварки. При этом в качестве параметра режима выбирают мгновенную мощность дуги. Для того, чтобы обеспечить объем капли 4, одинаковый с эталонным (кривая 6), необходимо контролировать время горения дуги tд и соответственно накапливаемую в капле энергию. При достижении энергии, равной эталонной, расплавление электрода 2 прекращают. В частности, по истечении времени tд капля 4 приобретает заданный объем. На стадии перехода устанавливают эталонный закон изменения мощности (кривая 13 фиг. 4), который соответствует идеальным условиям перехода. В реальных условиях после касания каплей 4 ванны, которое протекает при мощности касания Pкас (фиг. 4), задают в блоке 5 (фиг. 5) закон изменения перехода капли 4 в ванну 3 (кривая 14 на фиг. 4). Предварительно закон изменения Pпер f(t) был определен с помощью скоростной киносъемки синхронного осциллографирования I, U и обработки данных на ПЭВМ. В частности, он близок был к функции Pпер Pкас•ebt, где Pпер эталонная мгновенная мощность при переходе капли в ванну; Pкас мощность при касании капли; b коэффициент, зависящий от теплофизических свойств жидкого металла, диаметра соприкосновения капли с ванной и т.д.
Далее процесс на стации перехода капли 4 в ванну 3 регулируют аналогично, т.е. регистрируют в каждый момент времени действующее значение Pпер, сравнивают с Pпер 14 и с помощью блока 11 (фиг. 5) регулируют процесс сварки.
Предлагаемый способ используется при управлении процессом сварки. В частности, обеспечивая заданный неизменный объем капли 4 за счет накопления энергии, можно задавать время tкапл (фиг. 6) и осуществлять перед касанием уменьшение мощности P для избежания отброса капли и взрывообразного испарения металла. При переходе капли в ванну задавать время перехода tпер и снижать мощность перед разрывом перемычки и зажиганием дуги. Такие операции в сочетании с более точным значением времен для управления (Δt1 и Δt2 уменьшаются) позволяют уменьшить разбрызгивание металла, повышают стабильность процесса и качество сварки.
Пример. Способ осуществляли при наплавке проволокой СВ-08 Г 2 С в среде углекислого газа на пластинах из стали Ст. 3 от источника питания ВДУ-504 УЗ с дополнительным блоком управления, включающим в себя датчик коротких замыканий, датчик тока и специально разработанную аналоговую схему.
Сварку вели на исходном режиме Vэ 150 м/ч, dэ 1,2 мм, Uxx= 225 В.
В конечном итоге был установлен режим, который по контрольным приборам регистрировал ток Iсв 180 190 А, Uсв 218 В, при этом на осциллограмме было зарегистрировано длительность горения дуги tд 0,0136 с и tкз 0,0084 с при стабильности времени одного цикла (каплеобразование + каплепереход) ±1-1,5
На основании изложенного можно сделать вывод о соответствии предлагаемого способа регулирования критерию изобретения "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1991 |
|
RU2035277C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1992 |
|
RU2049621C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1991 |
|
RU2038935C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С КОРОТКИМИ ЗАМЫКАНИЯМИ | 1990 |
|
SU1743064A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ СВАРОЧНОГО ТОКА | 1991 |
|
RU2038932C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1989 |
|
SU1826338A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ В СРЕДЕ ЗАЩИТНЫХ И ИНЕРТНЫХ ГАЗОВ | 2023 |
|
RU2804561C1 |
| Способ механизированной дуговой сварки | 1990 |
|
SU1791086A1 |
| Способ дуговой сварки плавящимся электродом | 1990 |
|
SU1745459A1 |
| Синергетический сварочный дроссель Сагирова | 1991 |
|
SU1811455A3 |
Изобретение относится к технологии получения соединения с использованием сварки плавящимся электродом и может найти применение в тех отраслях народного хозяйства, где используется указанный вид сварки. Сущность изобретения состоит в том, что в способе регулирования задают эталонные значения параметров режима для стадий каплеобразования и ее перехода. Корректируют в процессе сварки с учетом реального процесса законы изменения эталонных значений. После чего в процессе сварки в каждый момент времени фиксируют действующее значение параметра режима и по отклонению этого параметра от заданного значения регулируют процесс сварки. При этом в качестве параметра режима выбирают мгновенную мощность дуги. 6 ил.
Способ регулирования процесса дуговой сварки плавящимся электродом с коротким замыканием дугового промежутка, при котором в качестве регулирующего параметра режима выбирают мгновенную мощность дуги, отличающийся тем, что перед сваркой определяют законы изменения эталонного значения мгновенной мощности дуги для стадии каплеобразования и ее перехода и соответствующие им значения энергий, в момент зажигания дуги определяют величину мгновенной мощности, сравнивают ее с эталонным значением и по отклонению его от эталонного задают законы изменения мгновенной мощности дуги, соответствующие реальному процессу и обеспечивающие эталонные значения энергий для стадий каплеобразования и ее перехода, а в процессе сварки в каждый момент времени фиксируют действующее значение мгновенной мощности дуги для указанных стадий, сравнивают дуги для указанных стадий, сравнивают с эталонными и по результатам сравнения регулируют параметры режима процесса сварки.
| Потапьевский А.Г | |||
| Сварка в защитных газах плавящимся электродом.- М.: Машиностроение, 1974, с | |||
| Ребристый каток | 1922 |
|
SU121A1 |

