Изобретение относится к области электродуговой сварки плавящимися электродами сплошного сечения, порошковыми проволоками, самозащитными проволоками в среде активных и инертных газов, а также их смесях Ar+CO2; CO2+O2; Ar+CO2+O2, на обратной и прямой полярности.
Известен способ сварки металлов двойными импульсами [Kemppi Pro Evolution. Сварка алюминия двойным импульсом. // Сварка в Сибири. - 2003. - №1. - С.47-50].
Сущность этого способа заключается в том, что при сварке плавящимся электродом в аргоне на нормально горящую дугу при базовом токе с целью отрыва и переноса капли электродного металла в сварочную ванну подают импульсы с частотой 50-250 Гц и с амплитудой, превышающей критическое значение тока для конкретных условий сварки. Помимо пульсаций тока осуществляют импульсную подачу сварочной проволоки с частотой импульсов 2,7-3 Гц. При этом скорость подачи сварочной проволоки колеблется относительно заданного среднего значения, а базовый ток и частота импульсов, отрывающих капли, пульсируют. Мощность дуги во время импульса подачи сварочной проволоки существенно выше, чем при традиционной импульсно-дуговой сварке при постоянной скорости подачи, а вид сварного шва из-за малой частоты импульсов подачи проволоки крупночешуйчатый.
Недостатки данного способа следующие: расплавление капель электродного металла происходит при различных значениях базового тока, напряжения дуги и времени расплавления капли, что существенно влияет на ход металлургических реакций. Крупночешуйчатость шва способствует возникновению подрезов, что создает опасность для конструкций, работающих при динамических нагрузках.
Известен способ комбинированного управления переносом электродного металла при дуговой механизированной сварке в защитных газах, взятый за прототип [Патон Б.Е., Лебедев В.А., Микитин Я.И. Способ комбинированного управления процессом переноса электродного металла при механизированной дуговой сварке. // Автоматическая сварка. - 2006. - №8. - С.27-32].
Сущность этого способа заключается в одновременном применении двух источников импульсов: механического (механизм импульсной подачи) и электрического (генератор импульсов или источник сварочного тока с импульсной составляющей), при этом совмещают во времени импульс подачи сварочной проволоки и импульс сварочного тока, причем питание дуги осуществляют от источника с жесткой внешней характеристикой, а импульсы сварочного тока, подаваемые синхронно с импульсами подачи сварочной проволоки, формируют в виде отрезков полусинусоиды на спадающей ее части от сварочного трансформатора. Частота импульсов привязана к частоте сети и равна 50 и 100 Гц. Длительность импульсов тока определяется углом отпирания тиристоров полууправляемого мостового выпрямителя, включенного между сварочным трансформатором и сварочной дугой. Налагаемые импульсы в зависимости от параметров импульсов тока и сдвига по фазе относительно начала полупериода напряжения сети, от которого запитываются и электромагниты импульсной подачи проволоки, обеспечивают переход капли в сварочную ванну, как во время короткого замыкания, так и без него.
Недостатками способа являются: ограниченные регулировочные возможности, так как используют только два фиксированных значения частоты 50 и 100 Гц; расплавление капель электродного металла происходит при различных значениях базового тока, в случае изменения средней скорости подачи сварочной проволоки; во время паузы плавление капли происходит при уменьшающемся базовом токе и уменьшающемся анодном пятне, через которое тепловой поток дуги вводится в электрод, что приводит к перегреву капли и отрицательно сказывается на качестве сварного соединения. Кроме того, формирование импульсов в виде отрезков полусинусоиды на ее спадающей части существенно снижает коэффициент мощности системы питания.
Задача - повышение качества сварного соединения за счет синхронного совмещения импульса подачи сварочной проволоки и импульса сварочного тока.
Поставленная задача достигается за счет импульсного управления процессом сварки плавящимся электродом, совмещающего во времени импульс подачи сварочной проволоки и импульс сварочного тока. Импульсы сварочного тока и импульсы подачи сварочной проволоки осуществляют с одной частотой, но в различные моменты времени. Импульсы сварочного тока и импульсы подачи сварочной проволоки осуществляют независимо от частоты питающей сети. Импульсы подачи сварочной проволоки осуществляют как при значениях скорости движения проволоки в паузе, равных нулю, так и не равных нулю.
Использование всех отличительных признаков позволяет расширить диапазон применения способа сварки плавящимся электродом с управляемым механизмом переноса электродного металла, снизить газодинамическое воздействие со стороны сварочной дуги, благодаря чему повышается устойчивость горения дуги и улучшается формирование сварного шва.
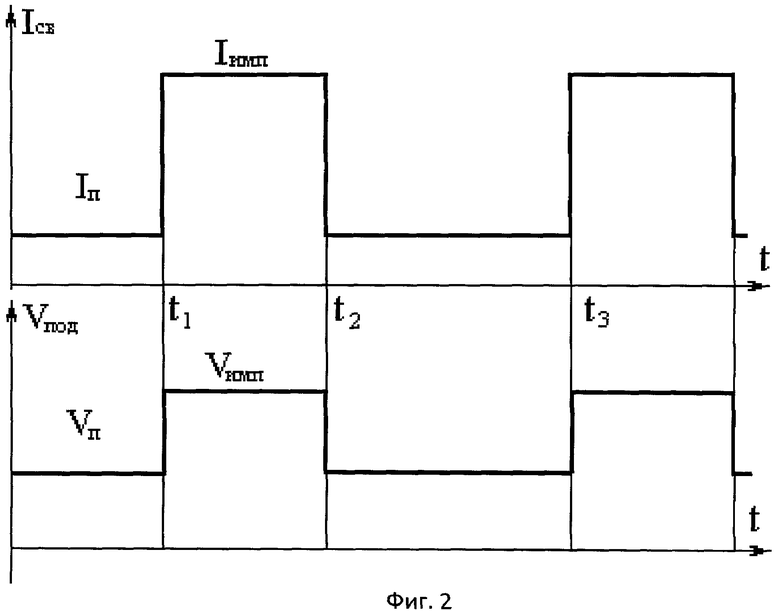
Сущность заявленного способа поясняется фиг.1-9, на которых приведены циклограммы процесса сварки.
При сварке короткой дугой импульсы сварочного тока подают:
а) синхронно с импульсами подачи сварочной проволоки в момент времени t1 (фиг.1, 2), причем плавление сварочной проволоки осуществляется только во время импульса, а в промежутке между импульсами горит дежурная дуга небольшой мощности, что позволяет получить управляемый перенос электродного металла;
б) синфазно с импульсами подачи сварочной проволоки на интервале времени t1-t3 (фиг.3, 4), т.е. в момент образования надежного контакта капли электродного металла с поверхностью жидкого металла сварочной ванны, что позволяет устранить выброс капли электродного металла в момент закорачивания дугового промежутка;
в) синфазно с импульсами подачи сварочной проволоки на интервале времени t1-t3 после окончания действия паузы (Iп=10-30 А) в момент времени t2, которая вводится синфазно с импульсом подачи сварочной проволоки в момент времени t1 (фиг.5, 6), что позволяет обеспечить надежный контакт капли электродного металла с поверхностью жидкого металла сварочной ванны.
При сварке длинной дугой импульсы сварочного тока подают:
а) синхронно с импульсами подачи сварочной проволоки в момент времени t1 (фиг.1, 2);
б) синфазно с импульсами подачи сварочной проволоки при этом совмещают момент окончания действия нормальногорящей дуги с моментом подачи импульса сварочной проволоки и с моментом введения паузы сварочного тока перед наложением импульса сварочного тока (фиг.5, 6);
в) синфазно с импульсами подачи сварочной проволоки в момент времени t1 (фиг.3, 7, 8, 9), что позволяет получить управляемый перенос электродного металла.
Комбинированный способ импульсного управления процессом сварки плавящимся электродом осуществляется следующим образом: в процессе сварки происходит совмещение импульса подачи сварочной проволоки и импульса сварочного тока в различные моменты времени. Это достигают совмещенным управлением системы импульсной подачи сварочной проволоки и системы импульсного питания, например, при использовании электромагнитной системы, обеспечивающей подачу сварочной проволоки, или при использовании в качестве привода подачи сварочной проволоки системы, работающей по определенной программе совместно с системой импульсного питания, работающей с обратной связью по дуговому напряжению.
Комбинирование системы импульсного питания и системы с импульсной подачей сварочной проволоки повышает стабильность процесса сварки, расширяет регулировочные возможности.
Лабораторные испытания показали возможность использования предлагаемого способа в промышленных условиях. Проведенные исследования для сварки плавящимся электродом в углекислом газе, в аргоне и в смесях на основе аргона показали хорошую устойчивость процесса, улучшение внешнего вида сварных швов (шов мелкочешуйчатый с плавным переходом к основному металлу). Процесс сварки протекает стабильно при частотах от 20 до 130 Гц, что позволяет существенно расширить диапазон используемых частот. При исследовании механических свойств сварных соединений, выполненных сваркой в углекислом газе сварочной проволокой Св-08Г2С на стали 20 в комбинированном и стационарном режимах, выявлено следующее: предел прочности и ударная вязкость при температуре 20°С одинаковые, а при температуре -20°С ударная вязкость сварного соединения, выполненного сваркой в комбинированном режиме, на 30% выше ударной вязкости сварного соединения, выполненного сваркой в стационарном режиме.
Изобретение может быть использовано при изготовлении металлоконструкций в различных областях техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ | 2000 |
|
RU2191665C2 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 1997 |
|
RU2133660C1 |
| Устройство для импульсно-дуговой сварки с подогревом электродной проволоки | 2018 |
|
RU2726493C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2000 |
|
RU2190510C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2009 |
|
RU2429112C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2001 |
|
RU2185941C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209713C2 |
| СПОСОБ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ | 2009 |
|
RU2418659C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2120843C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2597855C1 |








Изобретение относится к области электродуговой сварки плавящимся электродом сплошного сечения, порошковыми проволоками, самозащитными проволоками в среде активных и инертных газов, смесях Ar+CO2; CO2+O2; Ar+CO2+O2 на обратной и прямой полярности в различных пространственных положениях, в частности к способу комбинированного управления переносом электродного металла при сварке плавящимся электродом. Сварку выполняют короткой дугой или длинной дугой и осуществляют подачу импульсов сварочного тока синхронно с импульсами подачи проволоки или синфазно с импульсами подачи сварочной проволоки. Импульсы сварочного тока и импульсы подачи сварочной проволоки подают с одной частотой и независимо от частоты питающей сети. Импульсы подачи сварочной проволоки в паузах осуществляют при значениях скорости движения проволоки, равных нулю или не равных нулю. В результате достигается повышение качества сварного соединения за счет синхронного совмещения импульсов подачи сварочной проволоки и импульса сварочного тока. 9 ил.
Способ комбинированного управления переносом электродного металла при сварке плавящимся электродом, включающий подачу импульсов сварочного тока синхронно с импульсами подачи проволоки или синфазно с импульсами подачи сварочной проволоки при сварке короткой дугой или при сварке длинной дугой, при этом импульсы сварочного тока и импульсы подачи сварочной проволоки подают с одной частотой и независимо от частоты питающей сети, а импульсы подачи сварочной проволоки в паузах осуществляют при значениях скорости движения проволоки, равных нулю или не равных нулю.
| ПАТОН Б.Е | |||
| и др | |||
| Способ комбинированного управления процессом переноса электродного металла при механизированной дуговой сварке | |||
| Автоматическая сварка, №8, 2006, с.27-32 | |||
| СПОСОБ СВАРКИ | 2000 |
|
RU2191665C2 |
| СПОСОБ УПРАВЛЕНИЯ МЕХАНИЗМОМ ИМПУЛЬСНОЙ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2000 |
|
RU2198079C2 |
| СПОСОБ УПРАВЛЕНИЯ МЕХАНИЗМОМ ИМПУЛЬСНОЙ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2005 |
|
RU2288820C1 |
| СПОСОБ УПРАВЛЕНИЯ РАЗМЕРОМ КАПЛИ РАСПЛАВЛЕННОГО МЕТАЛЛА ПРИ СВАРКЕ С ИМПУЛЬСНОЙ ПОДАЧЕЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2003 |
|
RU2238827C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2120843C1 |
| US 5233158 A, 03.08.1993 | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| US 6831251 A, 14.12.2004. | |||

