Изобретение относится к области сварочного производства, а именно к дуговой механизированной сварке плавящимся электродом с короткими замыканиями в среде защитных и инертных газов.
Предполагаемое изобретение позволяет улучшить качество сварных соединений при МИГ/МАГ сварке с короткими замыканиями (КЗ) за счет снижения разбрызгивания металла сварочного электрода, возникающего при переходных процессах тока из КЗ в фазу горения дуги (ГД).
Предполагаемое изобретение особенно эффективно в случае использования сварочных инверторных источников, имеющих высокое быстродействие, способных выполнять раздельное управление фазами КЗ и ГД и создавать высокочастотные импульсные сварочные процессы.
В быстродействующих источниках в выходных сварочных цепях не применяются силовые дроссели с величиной индуктивности, снижающей быстродействие системы.
При сварочном процессе с КЗ основной причиной разбрызгивания считается взрыв перешейка капли при переходе из состояния КЗ в состояние горения дуги, и в меньшей степени возмущение ванны при касании ее каплей в начальный момент КЗ, приводящее к выбросу брызг жидкого металла.
При классической электрической схеме источника для сварки с короткими замыканиями, состоящего из источника напряжения, дросселя и кабельных цепей, основным элементом, формирующим сварочный процесс с КЗ является дроссель, накапливающий энергию магнитного поля от источника напряжения в течении КЗ и отдающий ее в фазе ГД.
В этом случае величина энергии, накопленной от источника напряжения во время КЗ, определяется величиной индуктивности дросселя и в момент возникновения дуги она является максимальной и может только снижаться, отдавая свою энергию на горение дуги.
Однако то при применении источника, формирующего сварочный процесс, энергия не ограничена, поскольку источник является активным генератором энергии, и обрыв перешейка может происходить при больших токах, определяемых параметрами источника.
Для уменьшения разбрызгивания в быстродействующих источниках применяют различные способы снижения энергии при отрыве капли от электрода, в основном путем снижения энергии в момент ее отрыва Известны патенты с применением силовых дросселей, где эффект снижения разбрызгивания достигается шунтированием сварочной цепи перед возникновением дуги, например, патент. RU 2359796, от 07.06. 2008).
В других случаях уменьшение разбрызгивания производится путем снижения тока перед обрывом перешейка капли, Пат. RU 2 422 255 от 08.09.2006,
В Пат. US № 4546234, oct. 8. 1985 показан пример сварочного источника без дросселя с выключением тока до обрыва перемычки
Примеры схем реальной аппаратуры с дросселем малой величины приведены в патентах США 50001326, 19.03.1991. (Става Эллиот), Пат. RU №2211752 (Става Эллиот), от 09.03.2000, в которых уменьшение разбрызгивания производится путем выключения тока перед обрывом перешейка капли.
Известный способ дуговой сварки, патент США 50001326 от 19.03.1991, взятый нами за прототип, обеспечивающий сварку плавящимся электродом в среде активных и защитных газов с применением программируемого сварочного источника, способного формировать процесс сварки с короткими замыканиями (КЗ) в среде активных и защитных газов, с возможностью раздельного управления фазами короткого замыкания (КЗ) и горения дуги (ГД), когда заранее перед обрывом перешейка перетекающей в ванну капли выключают ток и практически отрыв капли происходит без взрыва за счет поверхностного натяжения расплавленного металла, (метод STT).
Недостатком известного способа является сложность реализации алгоритма работы сварочного источника, заранее обеспечивающего полное выключение источника до разрыва перешейка капли.
Пред отрывом капли происходит физическое формирование перешейка, т.е. уменьшение его сечения, а значит увеличение сопротивления цепи и, соответственно, повышение напряжения на участке цепи «ванна – капля – электрод - наконечник горелки». В этом случае за достаточно точно определить уровень напряжения порога, за короткий промежуток времени необходимо определить момент превышения порога для выработки момента выключения тока, опережающего взрыв перешейка капли.
Причем порог должен быть адаптивным, отслеживающим изменяющиеся параметры: силу сварочного тока, температуру ванны, размер капли, колебания напряжения и тока, изменения скорости сварки и т.п. Сделать стабильно работающую аппаратуру достаточно сложно и дорого.
Технической проблемой для быстродействующих источников является создание простой системы управления сварочным источником, обеспечивающей значительное снижение разбрызгивания металла в процессе сварки.
Техническим результатом является улучшение качества сварных соединений при сварке с короткими замыканиями КЗ за счет снижения разбрызгивания металла, возникающего при переходных процессах тока из КЗ в фазу горения дуги ГД.
Проблема решается, и технический результат достигается тем, что осуществляют дуговую сварку плавящимся электродом в среде активных и защитных газов с применением программируемого сварочного источника, способного формировать процесс сварки плавящимся электродом с короткими замыканиями в среде активных и защитных газов, с возможностью раздельного управления фазами короткого КЗ и ГД, при этом, формируют каплю расплавленного металла с последующим приближением капли к ванне до возникновения КЗ между электродом и свариваемой деталью и согласно изобретению, сварочный источник включают в работу в режиме источника напряжения, а в фазе ГД, перед касанием капли сварочной ванны, источник переводят в режим стабилизации по току, и после перехода сварочного процесса в фазу КЗ, источник возвращают в режим работы источника напряжения.
Технический результат достигается также тем, что перевод источника в фазе ГД в режим стабилизации по току производят в момент снижения тока ГД до уровня 0.5-0.2 от максимального значения. Это гарантирует переключение источника в состояние стабилизации по току, заранее до наступления переходного процесса от ГД к КЗ.
Для осуществления способа применяют сварочный источник с возможностью моделирования с шагом обработки информации не более 0.1 мс, со скоростью регулирования тока не менее 500 А/мс, с точностью формирования тока не менее +/- 1 А, напряжения не менее +/- 0.2 В.
Сущность предполагаемого изобретения заключается в применении известной формулы мощности  или
или  к сварочному процессу МИГ/МАГ с короткими замыканиями (где: P - мощность, U - напряжение, I - ток, U - напряжение, R - сопротивление), при динамическом изменении R и при постоянных U или I.
к сварочному процессу МИГ/МАГ с короткими замыканиями (где: P - мощность, U - напряжение, I - ток, U - напряжение, R - сопротивление), при динамическом изменении R и при постоянных U или I.
В этом случае при применении формулы [1] мощность будет падать, если R будет расти, а при применении формулы [2] мощность будет падать, если R будет снижаться.
В сварочном процессе КЗ есть два момента резкого изменения сопротивления сварочной цепи, являющейся нагрузкой источника- это отрыв капли и возникновение дуги, и касание капли - гашение дуги и возникновение КЗ.
Если в течении времени переходного процесса отрыва капли до возбуждения дуги обеспечить работу сварочного источника в качестве стабилизатора напряжения, тогда формула  , где: P - мощность, I - ток, будет работать в соответствии с нашей задачей. Мощность будет снижаться, поскольку в соответствии с физикой сварочного процесса сопротивление нагрузки источника R будет увеличиваться от КЗ до сопротивления ГД.
, где: P - мощность, I - ток, будет работать в соответствии с нашей задачей. Мощность будет снижаться, поскольку в соответствии с физикой сварочного процесса сопротивление нагрузки источника R будет увеличиваться от КЗ до сопротивления ГД.
При касании капли ванны нагрузка источника R из состояния ГД переходит в состояние КЗ, происходит снижение сопротивления и начинает работать формула  , где: P - мощность, U - напряжение, что приводит также к снижению мощности.
, где: P - мощность, U - напряжение, что приводит также к снижению мощности.
Таким образом, снижение разбрызгивания обеспечивается переключением типа стабилизации источника на время смены физического состояния сварочного процесса.
В предполагаемом изобретении используется быстродействующий инверторный источник с возможностью переключения режима стабилизации по напряжению в режим стабилизации по току и обратно.
Понятие режимов стабилизации по току или напряжению требует пояснения. В нашем случае применяется инверторный источник с цифровым управлением сварочного процесса, моделирование процесса производится формированием в нагрузке требуемой кривой тока - в фазе КЗ нарастающей во времени и спадающей в фазе ГД. Формирование функций требуемого вида при цифровом моделировании производится пошагово - ступенчато. Каждая точка формируемой функции может быть стабилизирована по току или напряжению, тогда полученные кривые во времени являются стабилизированными по току или напряжению.
Однако применение микропроцессорного управления источником не обязательно, возможно моделирование сварочного процесса с КЗ аналоговым способом, как это было сделано на инверторном сварочном источнике lincoln-electric «invertec-v300», в котором фаза КЗ стабилизируется по току, а фаза ГД - по напряжению.
Для реализации изобретения должны быть соблюдены следующие требования.
Необходимо, чтобы источник обеспечивал стабилизацию по току или напряжению при динамическом изменении сопротивления нагрузки в течении всего переходного процесса от КЗ к ГД и наоборот, начиная со времени начала образования перемычки капли, отрыва и возникновения дуги, а также при процессе от ГД к КЗ.
Поэтому в данном способе перевод источника из одного состояние в другое производится с запасом по времени. Например, это время лежит в пределах 0.5 -мс для электродов диаметром до 1.2 мм.
Время динамического изменения сопротивления перехода от ГД к фазе КЗ примерно такое же.
Далее приводим характеристики источника, на котором был получен технический результат, выражающийся в уменьшении разбрызгивания при применении разработанного способа.
Оценку работоспособности алгоритма проводилась на сварочном источнике, производимом АО» НПФ ИТС» «Строитель Миг 4000» с параметрами:
- скорость регулирования тока не менее 500 А/мс,
- минимальное время обработки информации (измерение максимальная частота инвертора 25 КГц тока, напряжения, время программного регулирования тока от 40 мкс до 0.1 мс).
- точность установки тока +/- 1 А, напряжения +/- 0.2 В.
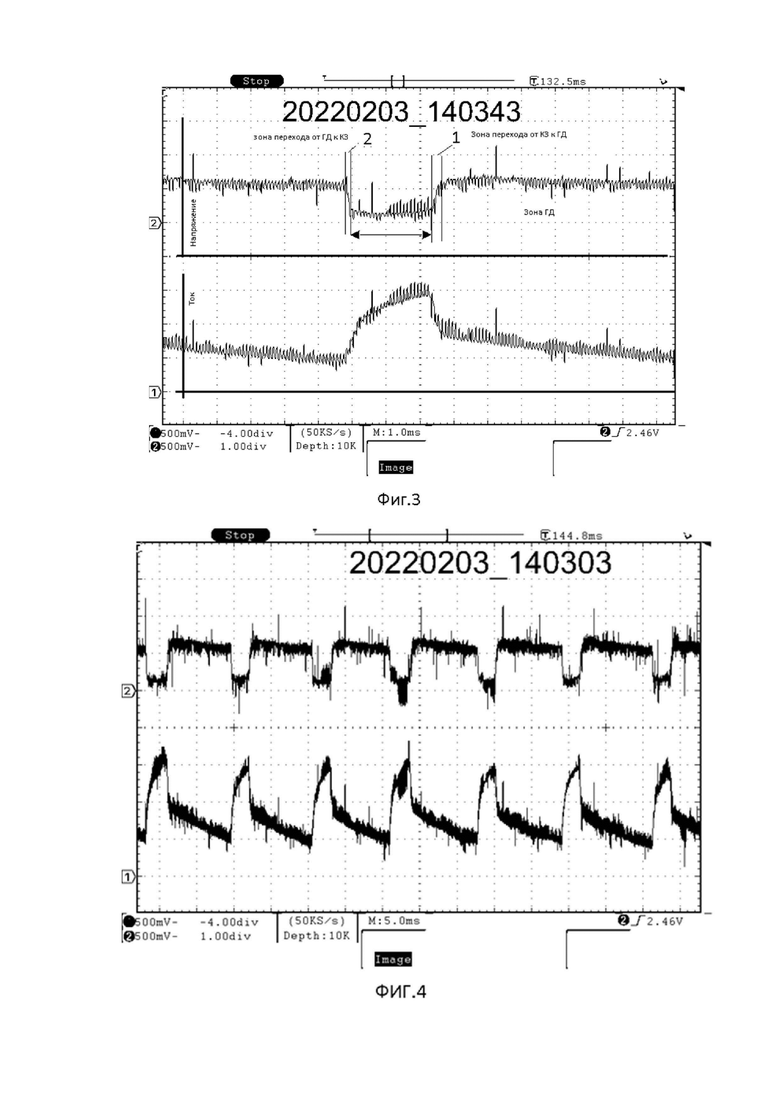
Как показано далее осциллограммы на Фиг. 3. отражают реальный сварочный процесс с применением названного источника.
В зоне перехода 2 ток изменяется на 130 - 150 А за 0.2- 0.3 мс, что соответствует скорости изменения тока 650 - 500 А/мс.
Указанными характеристиками обладают большое количество сварочные инверторных источников - частотой преобразования инвертора 25 КГц, - точностью установки тока +/- 1 А, напряжения +/-0.2 В.
Однако, как правило, эти источники не предназначены для импульсных режимов сварки, и поэтому не имеют достаточно высокой скорости регулирования тока прядка 500 А/мс из-за наличия в сварочной цепи дросселя с ощутимой индуктивностью.
Вид стабилизации источника задается типом обратной связи по току или напряжению и перевод его из одного режима в другой легко реализуется аналоговым или цифровым способом.
Практика показала, что уже при стабилизации источника только по напряжению происходит резкое снижение разбрызгивания, т. к. эффективно работает формула [1], поскольку при этом переходе выделяется максимальная мощность, и снижении ее дает существенное уменьшение разбрызгивания, а также снижение уровня звука при сварке.
Для дальнейшего снижения разбрызгивания при переходе ГД в состояние КЗ источник включается как источник тока и после касания капли ванны возвращается в прежнее состояния источника напряжения.
Т.к. большую часть времени источник функционирует как программируемый стабилизатор напряжения, определим требования к моментам переключения его в источник тока и обратно.
Как показал эксперимент для стабильности процесса горения дуги, перевод на стабилизацию по току желательно произвести в конце фазы ГД, при снижении тока горения дуги примерно до уровня 0.3-0.2 от максимального значения.
После определения факта перехода режима сварки в состояние КЗ, когда напряжение преодолевает низковольтный порог, источник возвращают в состояние стабилизации по напряжению.
Для лучшего понимания работы предлагаемого способа проведем сравнение разбрызгивания при традиционном способе моделирования процесса сварки быстродействующего источника с разработанным способом.
В этом случае моделируемый процесс соответствует физической модели сварочного аппарата с применением силового дросселя, когда в фазе КЗ производится стабилизация по току, а фазе ГД - по напряжению.
Кроме того стабилизация фазы КЗ по току в программируемых источниках дает информацию о начале образования перешейка капли в виде резкого повышения напряжения. Это хорошо иллюстрируется в Пат. US № 4546234, реализующего способ снижения разбрызгивания путем выключения тока при повышении напряжения КЗ.
Поэтому стабилизацию по току, как правило, применяют все быстродействующие источники в приведенных выше патентах.
Изобретение поясняется при помощи чертежей.
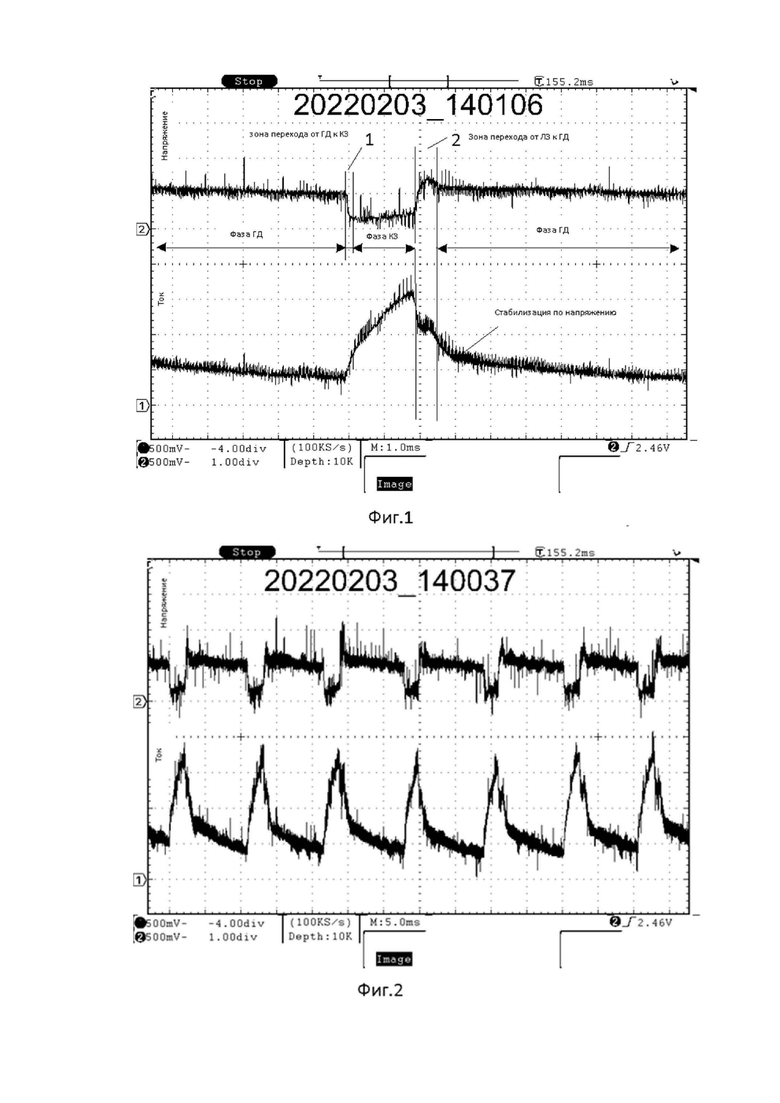
На фиг. 1 приведены реальные осциллограммы тока и напряжения сварочного процесса с КЗ на программируемом сварочном инверторном источнике «Строитель МАГ - 4000», где в фазе КЗ источник работает как источник тока, а в фазе ГД - как источник напряжения, и выделены переходные зоны Поз. 1 и Поз. 2;
Переход из одного физического состояния-КЗ, в другое -ГД в данном случае сопровождается выбросом напряжения в переходной зоне Фиг. 1 поз. 2, что соответствует формуле (1).  , причем в этом случае сопротивление увеличивается на порядок от низкого сопротивления капли до сопротивления ГД.
, причем в этом случае сопротивление увеличивается на порядок от низкого сопротивления капли до сопротивления ГД.
Сварочный процесс происходит «жестко» - слышен треск и присутствует разбрызгивание.
На фиг. 2 приведены осциллограммы того же сварочного процесса, но при развертке осциллографа 5 мс;
Осциллограммы на Фиг. 2 при меньшем шаге развертки показывают стабильность выбросов напряжения в зоне перехода фаз.
На фиг. 3 показана осциллограмма в зоне переходного процесса, когда сварочный источник работает в режиме источника напряжения в обеих фазах КЗ и ГД;
В этом случае работает формула  , где: P - мощность, U - напряжение в фазе КЗ, R - переходное сопротивление.
, где: P - мощность, U - напряжение в фазе КЗ, R - переходное сопротивление.
На осциллограмме в зоне переходного процесса Фиг. 3. поз. 1 отсутствует выброс по напряжению, а значит отсутствует и выброс по мощности. В зоне переходного процесса кривые имеют гладкий вид.
В подтверждение этого сварочный процесс в этом случае происходит «мягко» - треск исчез, значительно уменьшилось разбрызгивание и искры имеют вид искр бенгальского огня.
на Фиг. 4 приведены осциллограммы того же сварочного процесса, но при развертке осциллографа 5 мс, что иллюстрирует устойчивость отсутствия выброса по напряжению в переходной зоне;
Результат применения формулы  , где: P - мощность, U - напряжение в фазе КЗ, R - переходное сопротивление, соответствует стабилизации по току в конце фазы ГД.
, где: P - мощность, U - напряжение в фазе КЗ, R - переходное сопротивление, соответствует стабилизации по току в конце фазы ГД.
Переход из одного физического состояния-ГД в другое КЗ в данном случае сопровождается уменьшением сопротивления, сопротивление при переходе от ГД до состояния КЗ уменьшается на порядок, что в соответствии с формулой [2] приводит к снижению мощности переходного процесса.
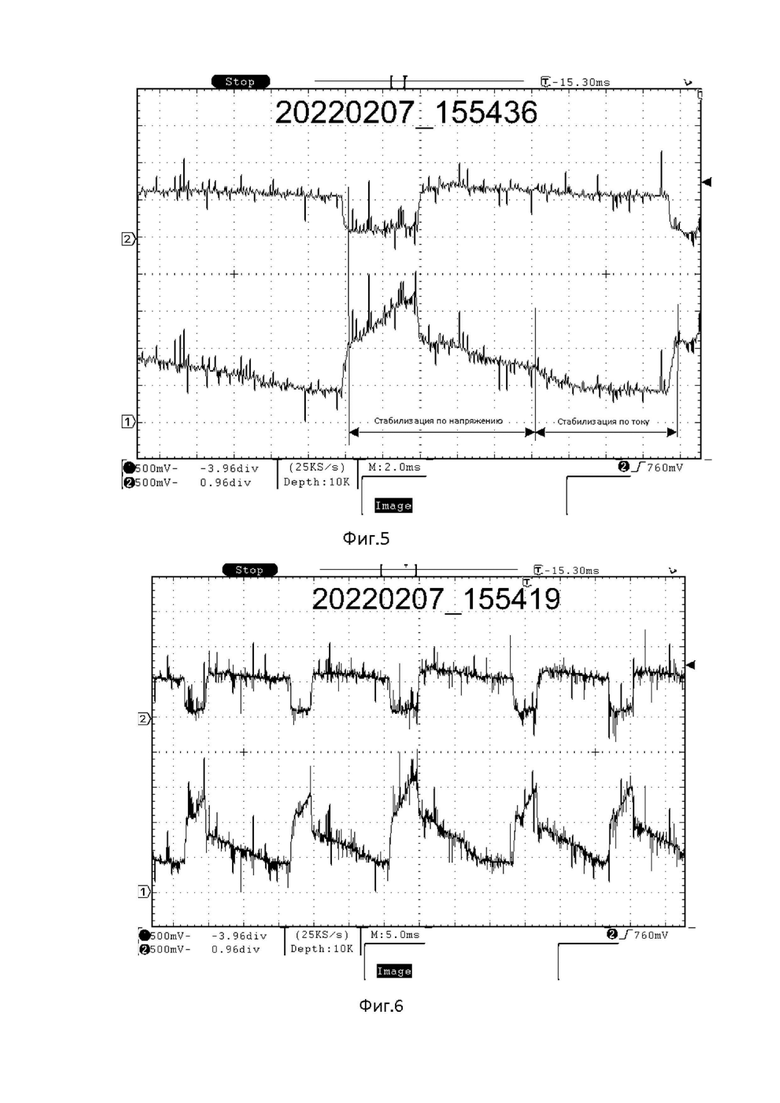
На Фиг. 5. приведены осциллограммы, показывающие обеспечение источником двух режимов стабилизации по току и напряжению;
На Фиг. 6 показан тот же процесс, что на Фиг. 5, но при развертке осциллографа 5 мс.
На Фиг. 6 приведены осциллограммы того же сварочного процесса полностью соответствующие предполагаемому изобретению: при переходах от ГД к КЗ при стабилизации по току в конце фазы ГД и при переходе от фазы КЗ к фазе ГД.
В результате произошло не только уменьшение разбрызгивания, но и изменилась структура брызг, уменьшилось засорение ими сопла горелки, сварочная ванна стала более спокойная, а сварочный процесс стал стабильным.
Следует отметить, что в разработанном способе по изобретению, при отрыве капли наблюдается явное снижение выброса напряжения Фиг. 3 Поз. 1, то при переходном процессе перехода фазы ГД в фазу КЗ при касании капли ванны на осциллограммах заметны незначительные изменения тока и напряжения, однако разбрызгивание существенно уменьшается в режиме МАГ при применении газовой смеси М21.
При сварочном процессе с КЗ основной причиной разбрызгивания считается взрыв перешейка капли при переходе из состояния КЗ в состояние горения дуги, и в меньшей степени возмущение ванны при касании ее каплей в начальный момент КЗ, приводящее к выбросу брызг жидкого металла.
Таким образом причиной разбрызгивания является реакция на резкое изменение мощности вследствие реакции источника на резкое изменение сопротивления в сварочной цепи при смене фаз КЗ и ГД.
При классической электрической схеме сварочного источника для сварки с короткими замыканиями, состоящего из источника напряжения, дросселя и кабельных цепей, основным источником энергии в фазе горения дуги служит дроссель, накопивший конкретную энергию в течении фазы КЗ, с учетом уровня напряжения источника и величины сопротивления кабелей.
В этом случае величина накопленной энергии в основном ограничена индуктивностью дросселя и поэтому его энергия в момент возникновения дуги резко падает по экспоненциальному закону и взрыв перемычки капли происходит при ограниченной, снижающейся во времени энергии.
Однако, при отсутствии дросселя энергия, выделяемая в сварочной цепи, по определению может быть большей, чем энергия дросселя, она не ограничена по времени и зависит от мощности применяемого источника.
Если при применении дросселя имеем ограничения по величине накопленной энергии и времени расходования ее, то при применении быстродействующего источника эти ограничения снимаются.
Поэтому при смене фаз разбрызгивание современных быстродействующих источников в режимах сварки с КЗ может уступать традиционным выпрямителям, применяющим силовые дроссели из-за возникающих высоких мощностей при обрыве перемычки капли.
Разработанное изобретение позволяет улучшить качество сварных соединений при сварке с короткими замыканиями за счет снижения разбрызгивания металла сварочного электрода, возникающего при переходных процессах тока из КЗ в фазу горения дуги ГД.
Изобретение особенно эффективно в случае использования сварочных инверторных источников, имеющих высокое быстродействие, способных выполнять раздельное управление фазами КЗ и ГД и создавать высокочастотные импульсные сварочные процессы.
В этом случае в сварочной цепи не применяются силовые дроссели с величиной индуктивности, снижающей быстродействие системы.
Снижение разбрызгивания подтверждается экспериментальными исследованиями, проведенными на предприятии АО «НПФ ИТС».
Были произведены сравнительные испытания по разбрызгиванию следующих сварочных источников, выпускаемых предприятием АО «НПФ ИТС»:
1. «Пионер 5000» - инверторный П/А с силовым дросселем в сварочной цепи, формирующий сварочный процесс с КЗ.
2. «СтойМиг 4000» инверторный быстродействующий сварочный источник с возможностью программного моделирования сварочного процесса с КЗ, с раздельной регулировкой параметров фаз, с блоком подачи проволоки.
Условия испытаний следующие: Скорость подачи проволоки - 4.5 м/мин, ток сварки около 150 А, марка электродной проволоки СВ08Г2С, газ СО2, время сварки 6 мин.
Оценка разбрызгивания проводилась по формуле К р = (Мэ - Мн/Мэ)×100%, где Кр - коэффициент разбрызгивания в %, Мэ - масса электрода, поданного в ванну, Мн - масса наплавки.
Результат: «Пионер 5000» Кр = 4.5%, «СтойМиг 4000» Кр = 2%.
Для справки - «Пионер 5000» - современный инверторный источник с хорошим качеством сварки МИГ/МАГ и малым разбрызгиванием, поэтому снижение разбрызгивания в 2 раза доказывает эффективность предлагаемого способа.
Технически уменьшение разбрызгивания достигается тем, что источник включают в работу как источник напряжения, а в фазе ГД перед касанием капли сварочной ванны источник переводят в режим стабилизации по току, и после перехода сварочного процесса в фазу КЗ источник возвращают в режим источника напряжения.
То есть проблема разбрызгивания при сварке с КЗ в среде активных и защитных газов решается только за счет переключения внутреннего сопротивления источника в процессе сварки.
Таким образом, использование заявленного способа позволяет улучшить качество сварных соединений при МИГ/МАГ сварке с короткими замыканиями за счет снижения разбрызгивания металла сварочного электрода, возникающего при переходных процессах тока из КЗ в фазу горения дуги. При этом проблема регулирования сварочного источника решается простыми конструктивными методами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЖИГАНИЯ ДУГИ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ | 2022 |
|
RU2788784C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| Способ механизированной дуговой сварки с короткими замыканиями в среде инертных и защитных газов | 2015 |
|
RU2613247C2 |
| Способ дуговой сварки плавящимся электродом | 1990 |
|
SU1745459A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1989 |
|
SU1826338A1 |
| Устройство для стабилизации сварочного тока при сварке постоянным током с периодическими короткими замыканиями | 1981 |
|
SU1087282A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1996 |
|
RU2103124C1 |
| Способ сварки плавящимся электродом с короткими замыканиями и устройство для его осуществления | 1987 |
|
SU1563917A1 |
| Стабилизирующий сварочный дроссель | 1982 |
|
SU1058728A1 |
| СИНЕРГЕТИЧЕСКИЙ СВАРОЧНЫЙ ДРОССЕЛЬ | 1992 |
|
RU2041037C1 |
Изобретение может быть использовано при дуговой механизированной сварке плавящимся электродом с короткими замыканиями в среде защитных газов. При сварке используют программируемый сварочный источник, обеспечивающий раздельное управление фазами короткого замыкания (КЗ) и горения дуги (ГД). Сварочный источник включают в работу в режиме стабилизации по напряжению. В процессе сварки на торце плавящегося электрода формируют каплю расплавленного металла с последующим приближением капли и касанием ее сварочной ванны до возникновения КЗ между электродом и свариваемой деталью. Перед касанием капли расплавленного металла сварочной ванны в момент снижения тока ГД до уровня 0,5-0,2 от его максимального значения источник переводят в режим стабилизации по электрическому току. После перехода сварочного процесса в фазу КЗ источник возвращают в режим стабилизации по напряжению. Техническим результатом является улучшение качества сварных соединений за счет снижения разбрызгивания металла сварочного электрода, возникающего при переходных процессах тока из КЗ в фазу ГД. 1 з.п. ф-лы, 6 ил.
1. Способ дуговой сварки плавящимся электродом в среде защитных газов, включающий осуществление сварки с короткими замыканиями с помощью программируемого сварочного источника, обеспечивающего раздельное управление фазами короткого замыкания (КЗ) и горения дуги (ГД), при этом формируют каплю расплавленного металла с последующим приближением и касанием капли сварочной ванны до возникновения КЗ между электродом и свариваемой деталью, отличающийся тем, что сварочный источник включают в работу в режиме стабилизации по напряжению в фазе ГД, а перед касанием капли сварочной ванны в момент снижения тока ГД до уровня 0,5-0,2 от максимального его значения сварочный источник переводят в режим стабилизации по току, при этом после перехода сварочного процесса в фазу КЗ источник возвращают в режим стабилизации по напряжению.
2. Способ дуговой сварки по п.1, отличающийся тем, что используют сварочный источник с шагом обработки информации не более 0,1 мс, со скоростью регулирования тока не менее 500 А/мс, с точностью формирования тока не менее +/- 1 А и напряжения не менее +/- 0,2 В.
| US 5001326 А, 19.03.1991 | |||
| Способ дуговой сварки плавящимся электродом в среде защитных газов | 2020 |
|
RU2736144C1 |
| ИНВЕРТОРНЫЙ ИСТОЧНИК ПОСТОЯННОГО ТОКА ДЛЯ ДУГОВОЙ СВАРКИ | 1991 |
|
RU2028892C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1991 |
|
RU2035277C1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОДУГОВОЙ СВАРКОЙ | 2017 |
|
RU2643025C1 |
