Изобретение касается способа нанесения покрытия на металлическое изделие, в частности стальную ленту, погружением в расплав, при котором металлическое изделие по вертикали проводится через емкость, содержащую расплавленный металл покрытия, и через расположенный перед емкостью направляющий канал, причем для удерживания металла покрытия в емкости в области направляющего канала создается электромагнитное поле посредством, как минимум, двух индукторов, расположенных по обе стороны металлического изделия, и причем, чтобы стабилизировать металлический профиль в положении посередине направляющего канала, на электромагнитное поле индукторов накладывается поле, создаваемое посредством, как минимум, двух дополнительных катушек, расположенных по обе стороны металлического изделия. Далее изобретение касается устройства для нанесения покрытия на металлическое изделие погружением в расплав.
Классические установки для нанесения покрытия металлом погружением в расплав, предназначенные для металлических полос, содержат требующую интенсивного технического обслуживания часть, а именно емкость для покрытия с находящимся в ней оборудованием. Поверхности покрываемых металлических полос перед нанесением покрытия должны очищаться от остатков оксидов и активироваться для соединения с металлом покрытия. Для этого поверхности полос обрабатывают перед нанесением покрытия посредством тепловых процессов в восстановительной атмосфере. Так как слои оксидов удаляются вначале химически или посредством абразива, то при восстановительном тепловом процессе поверхности активируются таким образом, что после теплового процесса они являются металлически чистыми.
Однако при активации поверхности ленты повышается сродство этих поверхностей полос к кислороду окружающего воздуха. Чтобы препятствовать попаданию кислорода воздуха на поверхность полосы перед нанесением покрытия, полосы вводятся в погружном рукаве сверху в ванну для покрытия. Так как металл покрытия находится в жидком состоянии, причем для регулирования толщины покрытия предполагается использование гравитации и дутьевого устройства, а последующие технологии, тем не менее, запрещают контакт с полосой вплоть до полного затвердевания металла покрытия, то лента в ванне для покрытия должна отклоняться в вертикальном направлении. Это происходит с помощью ролика, который движется в жидком металле покрытия. Этот ролик подвергается сильному износу жидким металлом покрытия, что является причиной простоев и потерь в промышленном производстве.
Из-за желаемых незначительных толщин слоя наложенного металла покрытия, которые могут колебаться в микронном диапазоне, предъявляются высокие требования к качеству поверхности полосы. Это значит, что поверхности контактирующих с полосой роликов также должны быть высокого качества. Повреждения на этих поверхностях ведут, по сути, к дефектам на поверхности полосы. Это является следующим основанием для частых простоев установки.
Чтобы избегать проблем, которые связаны с движущимися в жидком металле покрытия роликами, предложено использовать открытую вниз емкость для покрытия, которая в ее нижней области имеет направляющий канал для вертикального проведения полосы наверх и снабжена электромагнитным замком для уплотнения. При этом речь идет об электромагнитных индукторах, которые создают оттесняющие, откачивающие и, соответственно, суживающие электромагнитные переменные или, соответственно, бегущие поля и обеспечивают уплотнение емкости для покрытия снизу.
Подобное решение известно, к примеру, из документа EP 0673444 B1. Электромагнитный замок для уплотнения снизу емкости для покрытия применяется также в решении согласно документу WO 96/03533 и, соответственно, согласно документу JP 5086446.
Нанесение покрытия на неферромагнитные металлические полосы будет при данных способах возможно, однако в случае ферромагнитных стальных полос возникают проблемы, связанные с тем, что полосы в электромагнитных уплотнениях вследствие ферромагнетизма протягиваются к стенам направляющего канала и вследствие этого повреждается поверхность полосы. Другая проблема заключается в том, что металл покрытия и металлическая полоса недопустимо нагреваются в поле индуктора.
При расположении ферромагнитной стальной полосы, проходящей через направляющий канал, между двумя индукторами блуждающих полей возникает нестабильное равновесие. Только в середине направляющего канала сумма действующих на ленту электромагнитных сил притяжения равна нулю. Как только стальная полоса отклоняется из положения посередине, она оказывается ближе к одному из двух индукторов, в то время как от другого индуктора она удаляется. Причинами для такого отклонения могут быть простые погрешности плоскостного расположения полосы. Можно также назвать при этом какой-либо вид неровностей полосы в направлении движения при рассмотрении по ширине полосы (волнистость в центре или по краю, волнистые кромки, биения, скручивание, прогиб, S-образная форма и т.д.). Электромагнитная индукция, которая вызывает электромагнитную силу притяжения, уменьшается при удалении от индуктора по напряженности поля согласно экспоненциальной функции. Подобным образом с растущим расстоянием от индуктора уменьшается сила притяжения, поскольку она пропорциональна квадрату напряженности поля индукции. Для движущейся полосы это значит, что при отклонении в одном направлении экспоненциально возрастает сила притяжения одного индуктора, в то время как возвращающая сила другого индуктора экспоненциально уменьшается. Оба эффекта самостоятельно усиливаются, так что равновесие является нестабильным.
Для решения этой проблемы и для точного регулирования положения металлического изделия в направляющем канале используют решения, известные из документов DE 19535 854 A1 и DE 10014867 A1. Согласно раскрытым в них концепциям предусмотрено, чтобы наряду с катушками для создания электромагнитного бегущего поля были предусмотрены дополнительные катушки, которые состоят в соединении с регулировочной системой и заботятся о том, чтобы металлическая лента после отклонений из центрального положения возвращалась в него назад.
Похожая концепция раскрыта также в документе JP 05078802 A. При этом дополнительные катушки расположены в направляющем канале ниже индукторов.
Другие решения для возможно более точного проведения металлической полосы известны из документов EP 0855450 A1, JP 10046310 A, WO 02/14572 A1 и JP 2000 053295 A.
У этих известных основных решений имеется недостаток, заключающийся в том, что эффективность регулирования не является достаточной, чтобы обеспечивать стабильное центрирование металлического изделия в середине направляющего канала. Проблемой может быть в этой связи большая длина натяжения между нижним отклоняющим роликом под направляющим каналом и верхним концевым роликом над ванной покрытия, которая может составлять в производственном оборудовании значительно более 20 м. Это усиливает необходимость эффективного регулирования положения металлической полосы в направляющем канале.
В основе изобретения лежит задача создания способа и соответствующего устройства для нанесения покрытий на металлическое изделие погружением в расплав, с помощью которых возможно преодолеть упомянутые недостатки. Эффективность регулирования должна улучшаться, вследствие чего должно быть возможно более простым способом удерживать металлическое изделие посередине направляющего канала.
Решение этой задачи согласно изобретению в части способа заключается в том, что стабилизация центрального расположения металлического профиля происходит в направляющем канале согласно последовательности следующих этапов, осуществляемых в замкнутом контуре регулирования с обратной связью:
а) измерение положения металлического изделия в направляющем канале;
б) измерение индукционного тока в индукторах;
в) измерение индукционного тока в дополнительных катушках;
г) воздействие на индукционный ток в дополнительных катушках в зависимости от измеренных на этапах а)-в) параметров для удержания металлического профиля в центральном положении в направляющем канале,
причем дополнительные катушки расположены в пределах протяженности индукторов при рассмотрении в направлении движения металлического изделия.
Сущность изобретения заключается в том, что регистрируют три параметра - расположение металлического изделия в направляющем канале, индукционный ток в индукторах и индукционный ток в дополнительных катушках, и все эти параметры учитывают при регулировании положения металлического изделия; устанавливаемым параметром контура регулирования является индукционный ток в дополнительных катушках.
Таким образом возможно учитывать как созданное самими индукторами (основные катушки) магнитное поле, так и вызванное дополнительными катушками, наложенное при регулировании магнитное поле, так что в целом получается улучшение эффективности регулирования.
Первое усовершенствование заключается в том, что произведенное уплотняющее электромагнитное поле - это многофазное бегущее поле, которое создается с использованием переменного тока частотой от 2 Гц и 2 кГц. Альтернативно может предусматриваться также однофазное переменное поле, которое производится с использованием переменного тока частотой от 2 до 10 кГц.
Особенно предпочтительным является также регистрация положения металлического изделия в направляющем канале посредством индукции.
Чтобы обеспечивать, по возможности, более точное определение позиции полосы, предусмотрено, что уточнение положения полосы осуществляют в области направляющего канала, в которой по существу отсутствует либо присутствует лишь ослабленное действие магнитного поля индукторов и/или магнитное поле дополнительных катушек. Альтернативно к этому также возможно, что определение происходит в области направляющего канала, в которой осуществляется действие этих магнитных полей.
Средство измерения (измерительные катушки) для регистрации положения металлического изделия находится в пределах или вне области электромагнитных элементов, под которыми нужно понимать как индуктор, так и дополнительные катушки.
Возможным является, в частности, расположение средства измерения в области протяженности индуктора перед дополнительной катушкой, или в области протяженности индуктора рядом с дополнительной катушкой, или вне области протяженности индуктора. Также возможны комбинации этих расположений.
Устройство согласно изобретению для нанесения покрытия на металлическое изделие погружением в расплав содержит, по меньшей мере, два расположенных по обе стороны от металлического изделия в области направляющего канала индуктора для создания электромагнитного поля, удерживающего металл покрытия в емкости и, как минимум, две расположенных по обе стороны от металлического изделия дополнительные катушки для создания электромагнитного поля, накладывающегося на электромагнитное поле индукторов, для стабилизации металлического изделия в центральном положении в направляющем канале, причем устройство характеризуется наличием средств измерения для измерения расположения металлического изделия в направляющем канале, индукционного тока в индукторах и индукционного тока в дополнительных катушках, а также наличием средства регулирования, приспособленного для управления индукционным током в дополнительных катушках в зависимости от измеренных параметров, для удержания металлического изделия посередине направляющего канала, причем дополнительные катушки расположены в пределах протяженности индукторов при рассмотрении в направлении движения металлического изделия.
Преимущественно средством измерения положения металлического профиля в направляющем канале является индуктивный измерительный приемник.
Далее может быть предусмотрено, что средство измерения для положения металлического изделия в направляющем канале при рассмотрении в направлении движения металлического изделия находится в пределах протяженности индукторов. Однако также является возможным, что средство измерения расположено вне протяженности индукторов. В обоих случаях возможно, чтобы средство измерения положения металлического изделия в направляющем канале при рассмотрении в направлении движения металлического изделия было расположено вне протяженности дополнительных катушек. Таким образом обеспечивается точное измерение положения металлического изделия.
Согласно другому усовершенствованию предусмотрено, чтобы в направляющем канале при рассмотрении в направлении движения металлического изделия на различных местах расположены несколько средств измерения положения металлического изделия. При этом отдельные средства измерения положения могут располагаться как в пределах, так и вне области магнитных полей индукторов и, соответственно, дополнительных катушек.
На чертеже представлен пример осуществления изобретения. На единственной фигуре чертежа схематически показано устройство для нанесения покрытия погружением в расплав с одним проходящим через него металлическим изделием.
Устройство содержит емкость 3, наполненную жидким металлом 2 покрытия, например цинком или алюминием. Покрываемое металлическое изделие 1 в форме стальной полосы проходит вертикально вверх через емкость 3 в направлении R подачи. Следует отметить, что также возможно, если металлическое изделие 1 проходит через емкость 3 сверху вниз. Для прохода металлического профиля 1 через емкость 3 предусмотрено отверстие в области днища, где расположен направляющий канал 4, представленный в увеличении.
Чтобы расплавленный металл 2 покрытия не мог вытекать вниз через направляющий канал 4, по обе стороны от металлического изделия 1 находятся два электромагнитных индуктора 5, которые создают магнитное поле, вызывающее подъемные силы в жидком металле 2 покрытия, противодействующие силе тяжести металла 2 покрытия, за счет чего создается нижнее уплотнение направляющего канала 4.
Индукторы 5 могут быть выполнены в виде двух расположенных напротив друг друга индукторов переменных или бегущих полей, которые эксплуатируются в полосе частот от 2 Гц до 10 кГц и создают электромагнитное поперечное поле перпендикулярно к направлению R подачи. Предпочтительная полоса частот для однофазных систем (индукторы переменных полей) лежит между 2 и 10 кГц, для многофазных систем (например, индукторы бегущих полей) - между 2 Гц и 2 кГц.
Целью является удержание находящегося в направляющем канале 4 металлического изделия 1 таким образом, чтобы оно находилось, по возможности, в определенной позиции, предпочтительно в центральной плоскости 11 направляющего канала 4.
Находящееся между индукторами 5 металлическое изделие 1, по сути, притягивается при создании электромагнитного поля между индукторами 5 к расположенному ближе индуктору, причем притяжение возрастает с приближением к индуктору, что ведет к нестабильному положению ленты. Таким образом, при эксплуатации устройства существует проблема, связанная с тем, что металлическое изделие 1 из-за притягивающей силы индукторов 5 не может свободно и по центру проходить через направляющий канал 4 между работающими индукторами.
Для стабилизации металлического изделия 1 в центральной плоскости 11 направляющего канала 4, по обе стороны направляющего канала 4 и, соответственно, металлического изделия 1 расположены дополнительные катушки 6. Они управляются средством 10 регулирования таким образом, что суперпозиция магнитных полей индукторов 5 и дополнительных катушек 6 удерживает металлическое изделие 1 посередине направляющего канала 4.
Посредством дополнительных катушек 6 магнитное поле индукторов 5 может в зависимости от управления усиливаться или ослабляться (принцип суперпозиции) без нарушения уплотнения, то есть при поддержании минимально необходимой напряженности поля для уплотнения. Таким образом может оказываться влияние на расположение металлического изделия 1 в направляющем канале 4.
Средства 10 регулирования при этом сначала получают сигналы s, s' и, соответственно, s", которые показывают положение металлического изделия 1 в направляющем канале 4. Расположение s, s' и, соответственно, s" определяется средствами 7, 7' и, соответственно, 7" измерения координат, преимущественно индуктивными датчиками положения. Определение положения металлического изделия 1 между индукторами 5 в электромагнитном поле происходит индуктивно, причем используется эффект обратной связи металлического изделия 1 в электромагнитном поле.
Средства 10 регулирования получают дальше значения индукционных токов в индукторах 5 - ток IInd и, соответственно, в дополнительных катушках 6 - ток IKorr определенными средствами 8, 9 измерения тока.
В средстве 10 регулирования заложены алгоритмы, которые выдают новый управляющий сигнал в форме индукционного тока IKorr в дополнительные катушки 6 исходя из трех параметров: расположения s, s' и, соответственно, s" металлического изделия 1 в направляющем канале, индукционного тока IInd в индукторах 5 и индукционного тока IKorr в дополнительных катушках 6. Таким образом, положение металлического изделия 1 поддерживается посредством замкнутого контура регулирования с обратной связью так, что отклонения металлического изделия 1 от центральной плоскости 11 будут минимальными, то есть, что значения s, s' и, соответственно, s" станут, по возможности, нулевыми.
Как можно видеть, параметры s, s' и, соответственно, s" положения металлического изделия 1 в направляющем канале 4 определяются средствами 7, 7' и, соответственно, 7" измерения координат, причем, рассматривая в направлении R подачи, средство 7 измерения позиционировано поверх индукторов 5, средство 7' измерения - ниже индукторов 5 и средство 7" измерения - в области индукторов 5. В данном случае все три средства 7, 7' и, соответственно, 7" измерения координат расположены вне области дополнительных катушек 6. Из определенных средствами 7, 7', 7" измерения координат значений в средстве 10 регулирования может вычисляться среднее значение.
Поскольку средства 7, 7' и, соответственно, 7" измерения координат выполнены в виде индуктивных датчиков, то влияние магнитных полей, которые создаются индукторами 5 и дополнительными катушками 6, должно оставаться, по возможности, незначительным. Это обеспечивается расположением средств 7 и, соответственно, 7' измерения координат вне протяженности индукторов 5. Разумеется, как можно видеть на чертеже, одно средство измерения координат (в данном случае 7") может позиционироваться в области индукторов 5.
Хотя оказалось пригодным позиционирование средств 7 и, соответственно, 7' измерения координат вне действия дополнительных катушек 6, они могут располагаться, принципиально, также в области действия индукторов 5 и, соответственно, дополнительных катушек 6.
Перечень основных обозначений:
1 - Металлическое изделие (стальная лента)
2 - Металл покрытия
3 - Емкость
4 - Направляющий канал
5 - Индуктор
6 - Дополнительная катушка
7 - Средство измерения координат
7' - Средство измерения координат
7" - Средство измерения координат
8 - Средство измерения тока
9 - Средство измерения тока
10 - Средство регулирования
11 - Центральная плоскость
s - Расположение металлического изделия в направляющем канале
s' - Расположение металлического изделия в направляющем канале
s" - Расположение металлического изделия в направляющем канале
IInd - Индукционный ток в индукторе
IKorr - Индукционный ток в дополнительной катушке
R - Направление подачи металлического изделия
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2006 |
|
RU2346076C1 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2338003C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА НЕПРЕРЫВНЫЕ МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2313617C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА НЕПРЕРЫВНО-ЛИТЫЕ МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2309193C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ПОГРУЖЕНИЕМ В РАСПЛАВ НА МЕТАЛЛИЧЕСКИЕ ЛЕНТЫ, В ЧАСТНОСТИ НА СТАЛЬНЫЕ ЛЕНТЫ | 2004 |
|
RU2344197C2 |
| СПОСОБ СТАБИЛИЗАЦИИ ЛЕНТОЧНОГО МАТЕРИАЛА В УСТАНОВКЕ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ | 1996 |
|
RU2192499C2 |
| СПОСОБ И УСТРОЙСТВО ОТЖИМА ЖИДКОГО МЕТАЛЛА ПОКРЫТИЯ НА ВЫХОДЕ БАКА ДЛЯ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ ПОГРУЖЕНИЕМ | 2008 |
|
RU2482213C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2004 |
|
RU2339732C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2004 |
|
RU2335573C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ЛЕНТООБРАЗНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2113535C1 |
Способ включает подачу металлического изделия по вертикали через емкость, содержащую расплав, и через расположенный перед емкостью направляющий канал, в области которого создают электромагнитное поле посредством двух индукторов для удерживания металла покрытия в емкости. Стабилизирование положения изделия посередине направляющего канала осуществляют посредством дополнительных катушек, расположенных по обе стороны от изделия, и замкнутого контура регулирования с обратной связью, включающего этапы: а) измерение расположения изделия, б) измерение индукционного тока в индукторах, в) измерение индукционного тока в дополнительных катушках, г) воздействие на индукционный ток в дополнительных катушках в зависимости от всех измеренных на этапах а)-в) параметров, для удержания изделия посередине в направляющем канале, при этом дополнительные катушки расположены в пределах протяженности индукторов. Устройство содержит емкость с расплавом и расположенный перед ней направляющий канал, в области которого по обе стороны изделия расположены индукторы и, как минимум, две расположенные по обе стороны изделия дополнительные катушки для создания электромагнитного поля, которое накладывается на электромагнитное поле индукторов, для стабилизации положения металлического изделия посередине в направляющем канале. Также устройство содержит средства, обеспечивающие измерение параметров положения изделия в направляющем канале, индукционного тока в индукторах и индукционного тока в дополнительных катушках и средство регулирования, приспособленное для управления индукционным током в дополнительных катушках в зависимости от измеренных параметров, причем дополнительные катушки расположены в пределах протяженности индукторов для улучшения эффективности и удержания металлического изделия посередине направляющего канала. 2 н. и 10 з.п. ф-лы, 1 ил.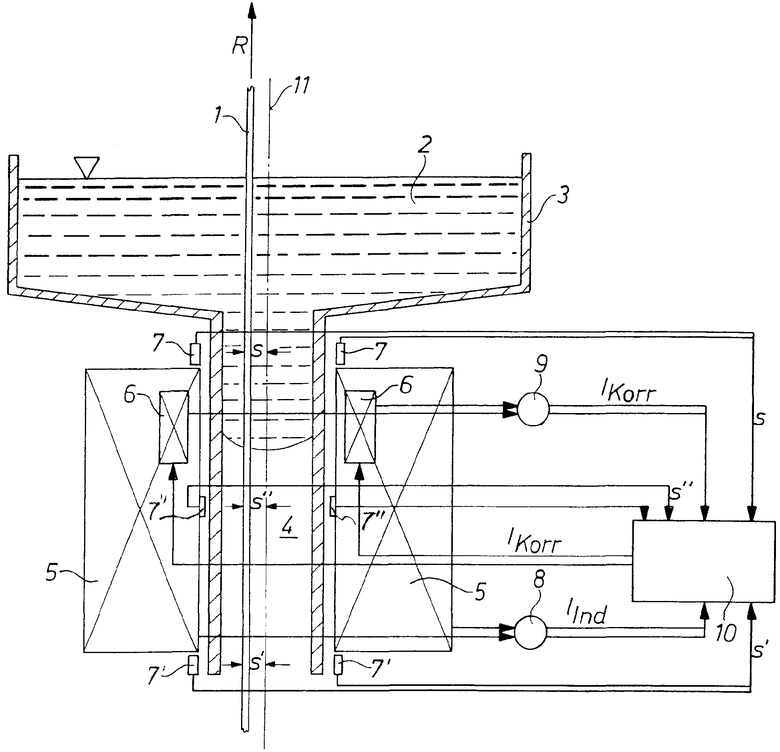
а) измерение расположения (s, s', s") металлического изделия (1) в направляющем канале (4),
б) измерение индукционного тока (IInd) в индукторах (5),
в) измерение индукционного тока (IKorr) в дополнительных катушках (6),
г) воздействие на индукционный ток (IKorr) в дополнительных катушках (6) в зависимости от всех измеренных на этапах а)-в) параметров (s, IInd, IKorr), для удержания металлического изделия (1) посередине в направляющем канале (4),
причем предусмотрено расположение дополнительных катушек (6), при рассмотрении в направлении (R) подачи металлического изделия (1), в пределах протяженности индукторов (5).
| JP 10046310 А, 17.02.1998 | |||
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ | 0 |
|
SU219249A1 |
| Способ определения показателя преломления пленки | 1979 |
|
SU855450A1 |
| JP 5078802 А, 30.03.1993 | |||
| JP 2000053295 А, 22.02.2000. | |||

