Изобретение относится к способу нанесения покрытия на металлическую полосу, в частности стальную полосу, погружением в расплав, при котором металлическая полоса пропускается вертикально через емкость с расплавленным металлом покрытия и через расположенный перед ней направляющий канал, причем для удержания металла покрытия в емкости в зоне направляющего канала создается электромагнитное поле посредством, по меньшей мере, двух расположенных с обеих сторон от металлической полосы индукторов и для стабилизации металлической полосы в среднем положении в направляющем канале электромагнитное возбуждение индукторов изменяется и/или посредством, по меньшей мере, двух расположенных с обеих сторон от металлической полосы корректирующих катушек создается электромагнитное поле, накладывающееся на электромагнитное поле индукторов.
Типичные установки для нанесения покрытия на металлические полосы погружением в расплав содержат требующую интенсивного обслуживания часть, а именно емкость для нанесения покрытия с находящимся в ней оборудованием. Поверхности покрываемых металлических полос должны быть перед нанесением покрытия очищены от оксидных остатков и активированы для соединения с металлом покрытия. По этой причине поверхности полос перед нанесением покрытия обрабатывают в экзотермических процессах в восстановительной атмосфере. Поскольку оксидные слои предварительно удаляются химическим или абразивным путем, в результате восстановительного экзотермического процесса поверхности активируются так, что они по окончании экзотермического процесса являются металлически чистыми.
С активированием поверхностей полос возрастает, однако, их сродство к кислороду окружающего воздуха. Во избежание попадания кислорода воздуха перед процессом нанесения покрытия на поверхности полос полосы в погружном рукаве погружают сверху в ванну. Поскольку металл покрытия имеется в жидком виде, было бы желательно использовать для регулирования толщины покрытия гравитацию вместе с обдувочными устройствами, однако последующие процессы запрещают касание полосы вплоть до полного твердения металла покрытия, поэтому полоса в емкости для нанесения покрытия должна отклоняться в вертикальном направлении. Это происходит с помощью ролика, вращающегося в жидком металле. За счет воздействия жидкого металла покрытия этот ролик подвержен сильному износу и является причиной остановок и, тем самым, простоев.
Из-за желаемых небольших толщин покрытий, которые могут лежать в микрометровом диапазоне, к качеству поверхности полосы предъявляются высокие требования. Это значит, что поверхности направляющих полосу роликов также должны быть высокого качества. Повреждения этих поверхностей приводят, как правило, к повреждениям поверхности полосы. Это является другой причиной частых остановок установки.
Во избежание этих проблем, возникающих в связи с вращающимися в жидком металле покрытия роликами, известны решения, в которых используется открытая внизу емкость для нанесения покрытия, которая содержит в своей нижней части направляющий канал для вертикального пропуска полосы вверх и электромагнитный затвор для уплотнения. Речь идет при этом об электромагнитных индукторах, которые работают с оттесняющими, накачивающими или сужающими электромагнитными переменными или бегущими полями, герметизирующими внизу емкость для нанесения покрытия.
Такое решение известно, например, из ЕР 0854940 В1, WO 01/71051 A1, WO 2004/050940 A2 или WO 2004/050941 A1.
Покрытие неферромагнитных металлических полос возможно, тем самым, особенно оптимальным образом, однако у ферромагнитных стальных полос проблемы возникают из-за того, что они в электромагнитных уплотнениях вследствие ферромагнетизма притягиваются к стенкам канала, в результате чего поверхность полосы повреждается.
При расположении проходящей по направляющему каналу ферромагнитной стальной полосы между двумя индукторами бегущего поля речь идет о неустойчивом равновесии. Только в середине направляющего канала сумма действующих на полосу сил магнитного притяжения равна нулю. Как только стальная полоса отклоняется из своего среднего положения, она приближается к одному из обоих индукторов и удаляется от другого индуктора. Причинами такого отклонения могут быть простые дефекты плоскостности полосы. При этом следует назвать любой вид волнистости полосы в направлении движения, если смотреть по ширине полосы (коробчатость, прогиб, краевая волнистость, рябь, скручивание, кривизна, S-образная форма и т.д.). Магнитная индукция, ответственная за силу магнитного притяжения, уменьшается по напряженности поля, согласно экспотенциальной функции, с расстоянием от индуктора. Аналогичным образом сила притяжения уменьшается поэтому с квадратом напряженности индукционного поля по мере увеличения расстояния от индуктора. Для отклоненной полосы это означает, что с отклонением в одном направлении сила притяжения к одному индуктору экспотенциально возрастает, тогда как возвратное усилие от другого индуктора экспотенциально уменьшается. Оба эффекта усиливаются сами по себе, так что равновесие является неустойчивым.
Для решения этой проблемы, то есть для точного регулирования положения металлической заготовки в направляющем канале, в ЕР 0854940 В1 описан способ, при котором осуществляется совместное использование катушек для бегущего поля с целью уплотнения и стабилизации полосы, причем управление магнитным полем, его напряженностью или его частотой может регулироваться в зависимости от зарегистрированного датчиком положения полосы в канале для нанесения покрытия и накладывается на управление электромагнитным бегущим полем.
В WO 2004/050940 A2 для стабилизации среднего положения металлической полосы в направляющем канале предусмотрено управление электромагнитными дополнительными или корректирующими катушками, причем сначала измеряют положение металлической полосы в направляющем канале и после измерения индукционных токов в индукторах и в дополнительных катушках на индукционный ток в дополнительных катушках воздействуют в зависимости от измеренных параметров, чтобы удержать металлическую полосу в среднем положении в направляющем канале.
Для определения положения металлической полосы в направляющем канале с целью регулирования ее среднего положения в WO 2004/050941 A2 предусмотрены две катушки, которые, если смотреть в направлении транспортировки металлической полосы, расположены в пределах протяженности индукторов по высоте между индукторами и металлической полосой, причем измеряют индуктированное в катушках напряжение, чтобы получить указание на фактическое положение металлической полосы в направляющем канале.
Целью всех известных способов является, следовательно, определение положения металлической полосы в направляющем канале, причем на основе установленного положения индукторами или дополнительными или корректирующими катушками управляют так, что металлическая полоса удерживается в направляющем канале как можно ближе к середине.
Оказалось, что такие действия часто создают проблемы, поскольку определение положения металлической полосы должно происходить бесконтактно, чтобы не повредить ее поверхность в зоне направляющего канала. Кроме того, известные датчики (например, датчики вихревого тока, лазерные датчики или емкостные датчики) работают в окружении очень сильных магнитных полей не всегда безупречно, так что регулирование среднего положения происходит не всегда надежно.
В основе изобретения лежит поэтому задача создания способа и соответствующего устройства для нанесения покрытия на металлическую полосу погружением в расплав, которые позволили бы избежать названных недостатков. Эффективность регулирования должна быть, следовательно, повышена, благодаря чему более простым образом должно быть обеспечено удержание металлической полосы посередине в направляющем канале.
Решение этой задачи в части способа отличается тем, что стабилизация среднего положения металлической полосы в направляющем канале осуществляется за счет последовательности следующих этапов в замкнутом регулирующем контуре:
а) измерение действующей, в основном, в горизонтальном направлении силы, оказываемой металлической полосой на элемент измерения силы при отклонении от среднего положения;
б) воздействие на индукционный ток в индукторах и/или на индукционный ток в корректирующих катушках в зависимости от измеренной силы, чтобы удерживать металлическую полосу в среднем положении в направляющем канале.
Идея изобретения основана, следовательно, на том, чтобы в основу регулирования середины посредством известного само по себе воздействия на токи в индукторах и/или корректирующих катушках положить горизонтальную силу, оказываемую металлической полосой на элемент измерения силы, когда она отклоняется от среднего положения. Следовательно, в отличие от известных решений измеряется не само отклонение от среднего положения.
Первый вариант способа предусматривает, что измерение действующей в горизонтальном направлении силы осуществляется под направляющим каналом.
Предпочтительно предусмотрено, что известным само по себе образом созданное для уплотнения электромагнитное поле представляет собой многофазное бегущее поле, создаваемое за счет приложения переменного тока с частотой 2 Гц - 2 кГц. В качестве альтернативы может быть предусмотрено также однофазное переменное поле, создаваемое за счет приложения переменного тока с частотой 2-10 кГц.
Устройство для нанесения покрытия на металлическую полосу, в частности стальную полосу, погружением в расплав, в котором металлическая полоса пропускается вертикально через емкость с расплавленным металлом покрытия и через расположенный перед ней направляющий канал, содержит, по меньшей мере, два расположенных с обеих сторон от металлической полосы в зоне направляющего канала индуктора для создания электромагнитного поля с целью задержания металла покрытия в емкости и отличается согласно изобретению тем, что содержит, по меньшей мере, один элемент измерения действующей в горизонтальном направлении силы, оказываемой металлической полосой на элемент измерения силы при отклонении от среднего положения в направляющем канале, а также регулирующие средства, которые подходят для управления индукционным током, по меньшей мере, в одном индукторе в зависимости от измеренной силы.
Преимущественно помимо индукторов имеются две расположенные с обеих сторон от металлической полосы корректирующие катушки, причем регулирующие средства подходят для управления их индукционным током.
Особенно предпочтительно элемент измерения силы выполнен в виде направляющего полосу ролика, снабженного датчиком силы. Датчик силы может быть выполнен при этом в виде тензометра.
Элемент измерения силы предпочтительно расположен под направляющим каналом. Далее особенно предпочтительно предусмотрено, что с каждой стороны металлической полосы расположено по одному элементу измерения силы. За счет этого горизонтальную силу полосы можно легко регистрировать в обоих направлениях отклонения от среднего положения.
Благодаря предложенному изобретению достигается возможность простой калибровки измерительного устройства. Далее предложенное устройство невосприимчиво к сбоям, поскольку не требуются никакие особенно чувствительные датчики. Если элементы измерения силы снабжены, например, тензометрами, то возможно высокоточное измерение силы в тяжелых окружающих условиях. Рассматриваемые для измерения силы измерительные элементы общеизвестны, так что накоплен обширный практический опыт, гарантирующий, что измерительные элементы хорошо подходят для длительной эксплуатации.
В частности, поверхность полосы и окружение не играют существенной роли при стабилизации полосы в средней плоскости. Ни жидкий металл покрытия, ни блестящая поверхность полосы и сильное магнитное поле не мешают способу. Система, следовательно, невосприимчива к сбоям.
На чертеже изображен пример осуществления изобретения. На единственной фигуре схематично показано устройство для нанесения покрытия погружением в расплав с пропускаемой через него металлической полосой.
Устройство для нанесения покрытия погружением в расплав содержит емкость 3, заполненную жидким металлом 2 покрытия. Он может представлять собой, например, цинк или алюминий. Покрываемая металлическая полоса 1, в частности стальная полоса, проходит через емкость 3 в направлении F транспортировки вертикально вверх. Следует заметить, что, в принципе, возможно также, чтобы металлическая полоса 1 проходила через емкость 3 сверху вниз. Для прохождения металлической полосы 1 через емкость 3 последняя открыта в зоне дна. Здесь находится изображенный увеличенным направляющий канал 4.
Чтобы жидкий металл 2 покрытия не мог стекать вниз по направляющему каналу 4, с обеих сторон от металлической полосы 1 находятся два электромагнитных индуктора 5, создающих магнитное поле, которое противодействует силе тяжести металла 2 покрытия и герметизирует, тем самым, снизу направляющий канал 4. Индукторы питаются индукционным током II от средств питания (не показаны).
Индукторы 5 представляют собой два расположенных напротив полосы 1 индуктора переменного или бегущего поля, которые эксплуатируются в частотном диапазоне 2 Гц - 10 кГц и создают электромагнитное поперечное поле перпендикулярно направлению F транспортировки. Предпочтительный частотный диапазон для однофазных систем (индукторы переменного поля) составляет 2-10 кГц, а для многофазных систем (индукторы бегущего поля) - 2 Гц - 2 кГц.
Целью является удержание находящейся в направляющем канале 4 металлической полосы 1 так, чтобы она лежала как можно более точно в средней плоскости 10 направляющего канала 4. На чертеже металлическая полоса 1 обозначена сплошными линиями лежащей в этой средней плоскости 10.
Находящаяся между обоими противоположными индукторами 5 металлическая полоса 1 при приложении электромагнитного поля между индукторами 5 притягивается к лежащему ближе индуктору, причем притяжение возрастает с приближением к индуктору, что приводит к нестабильному в высокой степени среднему положению полосы. Таким образом, при работе устройства возникает та проблема, что металлическая полоса 1 из-за силы притяжения индукторов 5 не может двигаться свободно и посередине по направляющему каналу 4 между активированными индукторами 5.
Для стабилизации металлической полосы 1 в средней плоскости 10 направляющего канала 4 с обеих сторон от направляющего канала 4 или металлической полосы 1 расположены поэтому корректирующие катушки 6. Они управляются регулирующим средством 8 так, что наложение магнитных полей индукторов 5 и корректирующих катушек 6 удерживает металлическую полосу 1 всегда посередине в направляющем канале 4.
Посредством корректирующих катушек 6 можно, следовательно, усилить или ослабить магнитное поле индукторов 5 в зависимости от управления (принцип суперпозиции магнитных полей). Таким образом, можно оказывать влияние на положение металлической полосы 1 в направляющем канале 4.
Под направляющим каналом 4 расположена пара элементов 7 измерения силы, а именно с каждой стороны металлической полосы 1 по одному элементу 7 измерения силы. Каждый элемент измерения силы содержит направляющий ролик 11, прилегающий к металлической полосе 1. Между направляющим роликом 11 и его кронштейном 12 (показан лишь схематично) расположен датчик 9 силы в виде тензометра. С его помощью можно измерить величину горизонтальной силы FH, оказываемой полосой 1 на элемент 7 измерения силы. Для этого на фигуре штриховыми линиями обозначено положение металлической полосы 1, в котором она находится не посередине в направляющем канале 4, а отклонена вправо от средней плоскости 10 (показано в увеличенном виде).
За счет того что находящаяся под натяжением металлическая полоса 1 в обозначенном штриховыми линиями положении оказывает на элемент 7 измерения силы вправо составляющую FH горизонтальной силы, датчик усилия регистрирует горизонтальную силу, не равную нулю. Измеренное значение передается на регулирующие средства 8.
Регулирующие средства 8 получают в качестве входной величины значение и направление горизонтальной силы FH. В регулирующих средствах 8 хранятся алгоритмы, которые на основе имеющейся горизонтальной силы FH влияют на индукционный ток IK в корректирующих катушках 6. Если, например, как показано на чертеже, имеет место отклонение полосы от средней плоскости 10 вправо, то возникает горизонтальная сила вправо, измеренная правым элементом 7 измерения силы. Вследствие этого регулирующие средства 8 управляют через повышенный индукционный ток IK левой корректирующей катушки 6 так, что лента 1 сильнее тянется влево и движется снова в заданное положение (средняя плоскость 10). Таким образом, положение металлической полосы 1 поддерживается в замкнутом регулирующем контуре так, что отклонения положения металлической полосы 1 от средней плоскости 10 становятся минимальными.
Чем больше отклонение полосы от средней плоскости 10, тем больше угол обвива соответствующего направляющего ролика 11 элемента 7 измерения силы. За счет натяжения полосы возникает соответственно коррелирующее значение горизонтальной силы FH.
Возможна также реализация изобретения только с одним элементом 7 измерения силы. Тогда при отклонении полосы вправо возникают больший угол обвива направляющего ролика 11 и, соответственно, большая горизонтальная сила. Напротив, отклонение положения влево постепенно уменьшает угол обвива полосой 1 вплоть до приподнятия полосы от направляющего ролика 11, так что можно сделать вывод об отклонении влево.
Вследствие магнитных полей без регулирования стабильны только такие положения металлической полосы 1, в которых она прилегает справа или слева к стенке направляющего канала 4. Оба этих положения могут быть целенаправленно достигнуты за счет корректирующих катушек 6, что делает возможной простую калибровку измерительного устройства. В качестве заданного значения для регулирования положения может использоваться тогда любое значение силы между обоими предельными значениями, идеальным образом среднее положение в соответствии со средней плоскостью 10.
Контакт металлической полосы 1 со стенкой направляющего канала 4 не возникает, так что достигается высококачественное покрытие, нанесенное погружением в расплав.
Перечень ссылочных позиций
1 - металлическая полоса (стальная полоса)
2 - металл покрытия
3 - емкость
4 - направляющий канал
5 - индуктор
6 - корректирующая катушка
7 - элемент измерения силы
8 - регулирующее средство
9 - датчик силы
10 - средняя плоскость
11 - направляющий полосу ролик
12 - кронштейн
FH - горизонтально действующая сила
II - индукционный ток в индукторах
IK - индукционный ток в корректирующих катушках
F - направление транспортировки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2338003C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА НЕПРЕРЫВНО-ЛИТЫЕ МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2309193C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2329332C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА НЕПРЕРЫВНЫЕ МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2313617C2 |
| СПОСОБ СТАБИЛИЗАЦИИ ЛЕНТОЧНОГО МАТЕРИАЛА В УСТАНОВКЕ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ | 1996 |
|
RU2192499C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2004 |
|
RU2335573C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2004 |
|
RU2339732C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ПОГРУЖЕНИЕМ В РАСПЛАВ НА МЕТАЛЛИЧЕСКИЕ ЛЕНТЫ, В ЧАСТНОСТИ НА СТАЛЬНЫЕ ЛЕНТЫ | 2004 |
|
RU2344197C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ЛЕНТООБРАЗНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2113535C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2299925C2 |
Изобретение относится к области нанесения покрытий погружением в расплав. Металлическую полосу вертикально пропускают через емкость с расплавом и через расположенный перед ней направляющий канал, в области которого создают электромагнитное поле посредством двух расположенных с обеих сторон от изделия индукторов для удержания расплава в емкости, и для стабилизации полосы в среднем положении в направляющем канале электромагнитное возбуждение индукторов изменяют и/или посредством двух расположенных с обеих сторон от полосы корректирующих катушек создают электромагнитное поле, накладывающееся на электромагнитное поле индукторов, при этом для стабилизации среднего положения полосы измеряют действующую в горизонтальном направлении силу, оказываемую полосой на элемент измерения силы при отклонении от среднего положения, и в зависимости от измеренной силы воздействуют на индукционный ток в индукторах и/или на индукционный ток в корректирующих катушках. Устройство содержит емкость с расплавом, расположенный перед емкостью направляющий канал, в области которого с обеих сторон от полосы предусмотрены индукторы для создания электромагнитного поля, и элемент измерения действующей в горизонтальном направлении силы, оказываемой полосой на элемент измерения силы при отклонении от среднего положения в направляющем канале, а также регулирующие средства, которые подходят для управления индукционным током, по меньшей мере, в одном индукторе в зависимости от измеренной силы. Повышается эффективность регулирования, что обеспечивает удержание полосы посередине в направляющем канале. 2 н. и 8 з.п. ф-лы, 1 ил.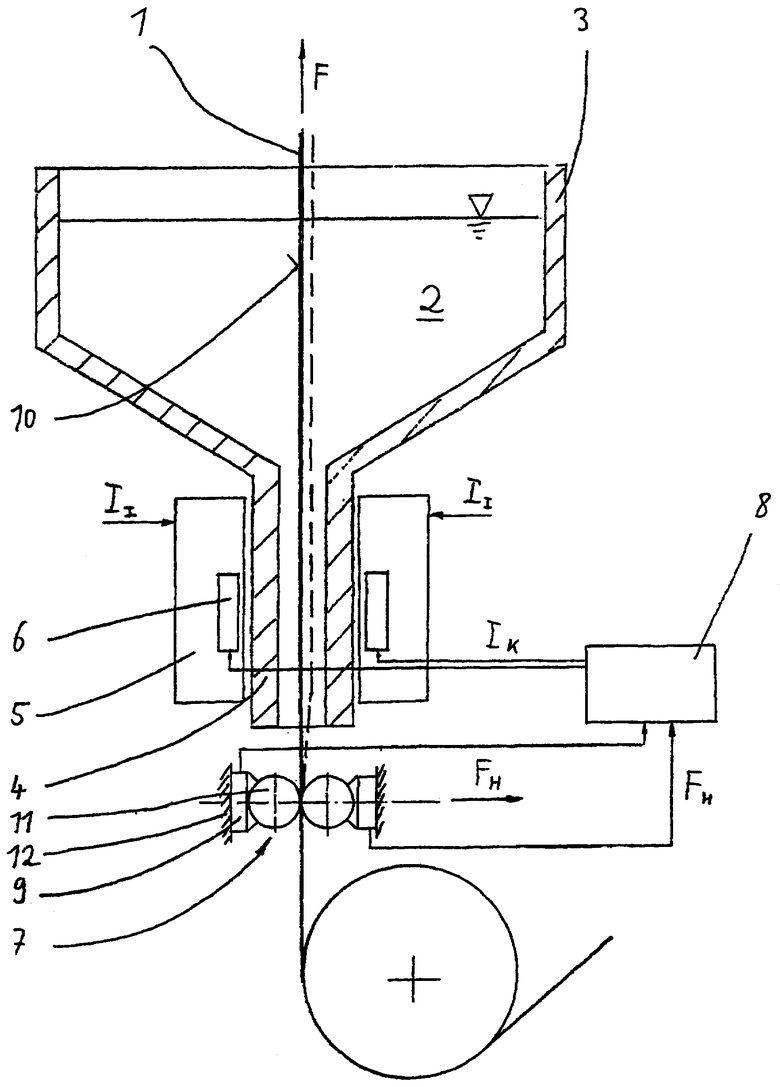
а) измерение действующей в горизонтальном направлении силы (FН), оказываемой металлической полосой (1) на элемент (7) измерения силы при отклонении от среднего положения;
б) воздействие на индукционный ток (II) в индукторах (5) и/или на индукционный ток (IК) в корректирующих катушках (6) в зависимости от измеренной силы (FН), чтобы удерживать металлическую полосу (1) в среднем положении в направляющем канале (4).
| WO 2004050940 A1, 17.06.2004 | |||
| СПОСОБ СТАБИЛИЗАЦИИ ЛЕНТОЧНОГО МАТЕРИАЛА В УСТАНОВКЕ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ | 1996 |
|
RU2192499C2 |
| WO 03095694 A1, 20.11.2003 | |||
| JP 10046310 A, 17.02.1998 | |||
| DE 10014867 A, 27.09.2001. | |||

