Изобретение относится к устройству для нанесения покрытия на металлическое изделие, в частности на стальную полосу, погружением в расплав, в котором металлическое изделие вертикально пропускают через заполненную расплавленным металлом покрытия емкость и расположенный перед ней направляющий канал, содержащему, по меньшей мере, два расположенных с обеих сторон от изделия в области направляющего канала индуктора для создания электромагнитного поля с целью удержания металла покрытия в емкости и, по меньшей мере, один датчик для определения положения заготовки в области направляющего канала. Кроме того, изобретение относится к способу нанесения покрытия на металлическое изделие погружением в расплав.
Классические установки для нанесения покрытия на металлические полосы содержат требующую интенсивного обслуживания часть, а именно емкость для нанесения покрытия с находящимся в ней оборудованием. Поверхности покрываемых металлических полос должны быть перед нанесением покрытия очищены от оксидных остатков и активированы для соединения с металлом покрытия. По этой причине поверхности полос перед нанесением покрытия обрабатывают в процессе термообработки в восстановительной атмосфере. Поскольку оксидные слои предварительно удаляют химическим или абразивным путем, с помощью теплового процесса восстановления поверхности активируются так, что по окончании процесса термообработки они являются металлически чистыми.
С активированием поверхностей полос возрастает, однако, сродство этих поверхностей к окружающему кислороду воздуха. Во избежание повторного попадания кислорода воздуха перед процессом нанесения покрытия на поверхности полос последние вводят в погружном рукаве сверху в ванну. Поскольку металл покрытия находится в жидком виде, и желательно было бы использовать гравитацию вместе с дутьевыми устройствами для установления толщины покрытия, а последующие процессы запрещают, однако, соприкосновение с полосой вплоть до полного затвердевания металла покрытия, полоса в емкости для нанесения покрытия должна быть отклонена в вертикальном направлении. Это происходит с помощью ролика, вращающегося в жидком металле. За счет жидкого металла покрытия этот ролик подвержен сильному износу, что является причиной простоев и, тем самым, сбоев в работе промышленного предприятия.
За счет желательных малых толщин металла покрытия, лежащих в микронном диапазоне, к качеству направляющих полосу роликов предъявляются высокие требования. Это означает, что и поверхности направляющих полосу роликов должны быть высокого качества. Дефекты на этих поверхностях приводят, как правило, к повреждениям на поверхности полосы. Это является дополнительной причиной частых простоев.
Во избежание проблем, связанных с вращающимися в жидком металле покрытия роликами, уже было предложено использовать открытую вниз емкость для нанесения покрытия, которая в своей нижней части имеет направляющий канал для ведения полосы вертикально вверх, а для герметизации - электромагнитный замок. Речь при этом идет об электромагнитных индукторах, работающих с оттесняющими, перекачивающими или сужающими электромагнитными переменными или бегущими полями, которые герметизируют вниз емкость для нанесения покрытия.
Подобное решение известно, например, из ЕР 0673444 В1. Электромагнитный замок для герметизации вниз емкости для нанесения покрытия раскрыт также в WO 96/03533 и JP 5086446.
Нанесение покрытия на неферромагнитные металлические полосы действительно возможно, однако у по существу ферромагнитных стальных полос возникают проблемы, заключающиеся в том, что стальные полосы в электромагнитных уплотнениях притягиваются за счет ферромагнетизма к стенкам канала, вследствие чего поверхность полосы повреждается. Кроме того, проблемой является недопустимый нагрев металла покрытия индукционными полями.
При расположении проходящей через направляющий канал ферромагнитной стальной полосы между двумя индукторами с бегущим полем речь идет о неустойчивом равновесии. Лишь в середине направляющего канала сумма действующих на полосу сил магнитного притяжения равно нулю. При отклонении стальной полосы от ее среднего положения она приближается к одному из обоих индукторов и удаляется от другого. Причинами такого отклонения могут быть простые погрешности плоскостности полосы. Назвать можно при этом любой вид волнистости полосы в направлении движения, если смотреть по ширине полосы (центральная, четвертная, краевая волнистость, флаттер, кручение, стрелочность, S-образная форма и т.д.). Магнитная индукция, ответственная за силу магнитного притяжения, уменьшается по экспоненциальной функции по мере удаления от индуктора по своей напряженности поля. Аналогичным образом сила притяжения уменьшается с квадратом напряженности индуктированного поля по мере удаления от индуктора. Для отклоненной полосы это означает, что с отклонением в одном направлении сила притяжения к одному индуктору экспоненциально возрастает, тогда как возвратная сила другого индуктора экспоненциально убывает. Оба эффекта усиливаются сами, так что равновесие является неустойчивым.
Для решения этой проблемы, то есть для точного регулирования положения металлического изделия в направляющем канале, указания даны в документах DE 19535854 А1 и DE 10014867 А1. В соответствии с раскрытыми в них концепциями, помимо катушек для вырабатывания электромагнитного бегущего поля предусмотрены дополнительные корректирующие катушки, которые связаны с системой регулирования и заботятся о том, чтобы металлическая полоса при отклонении от среднего положения снова возвращалась в него.
Для регулирования металлического изделия в направляющем канале важным условием является точное определение положения. В WO 01/11101 А1, JP 10298727 и в JP 10046310 для этого предложены датчики без указания их специфической конструкции и конкретного расположения.
В основе изобретения лежит поэтому задача создания для подобного устройства датчика для определения положения металлического изделия в направляющем канале, который отличался бы высокой точностью измерения, простотой конструкции и возможностью рентабельного изготовления. С его помощью должна быть повышена эффективность регулирования металлического изделия в средней плоскости направляющего канала.
Решение этой задачи согласно изобретению достигается тем, что датчик для определения положения металлического изделия состоит из двух катушек, которые в направлении его движения расположены в пределах протяженности индукторов по высоте и между индукторами и изделием.
При этом предпочтительно предусмотрено, что катушки и индукторы расположены симметрично по отношению к средней плоскости направляющего канала.
Катушки выполнены преимущественно одинаковыми в виде проволочной обмотки без сердечника. Они могут иметь один или несколько витков. При этом предпочтительно предусмотрено, что проволока катушек состоит из меди. Далее витки катушек могут иметь круглую, овальную или прямоугольную форму.
В модифицированном виде катушки соединены с измерительным устройством для измерения индуктированных в катушках напряжений. При этом может быть предусмотрено, что измерительное устройство рассчитано на высокоомное измерение индуктированных в катушках напряжений.
Далее измерительное устройство может содержать формирователь разности, с помощью которого можно определить разность обоих индуктированных в катушках напряжений.
Наконец, может быть предусмотрено, что в направлении движения металлического изделия в пределах протяженности индукторов по высоте и между индукторами и заготовкой расположено несколько пар катушек.
В способе нанесения покрытия на металлическое изделие погружением в расплав металлическое изделие вертикально пропускают через заполненную расплавленным металлом покрытия емкость и расположенный перед ней направляющий канал. Для задержания металла покрытия в емкости с обеих сторон от изделия в области направляющего канала расположены, по меньшей мере, два индуктора, причем посредством, по меньшей мере, одного датчика определяют положение изделия в направляющем канале.
Способ предусматривает согласно изобретению, что для определения положения металлического изделия предусмотрены, по меньшей мере, две катушки, которые в направлении его движения расположены в пределах протяженности индукторов по высоте и между индукторами и изделием, причем индуктированные в катушках напряжения измеряют, измеренные напряжения вычитают друг из друга и полученное значение привлекают для получения индикатора положения изделия. После измерения обоих индуктированных напряжений осуществляют, следовательно, образование разности обоих значений. В зависимости от полученной разности делают вывод о величине отклонения изделия от среднего положения.
Предложенный датчик для определения положения металлического изделия в направляющем канале отличается простой и, тем самым, недорогой конструкцией. Кроме того, с его помощью можно очень точно определить положение.
Пример осуществления изобретения изображен на чертежах, на которых представлено:
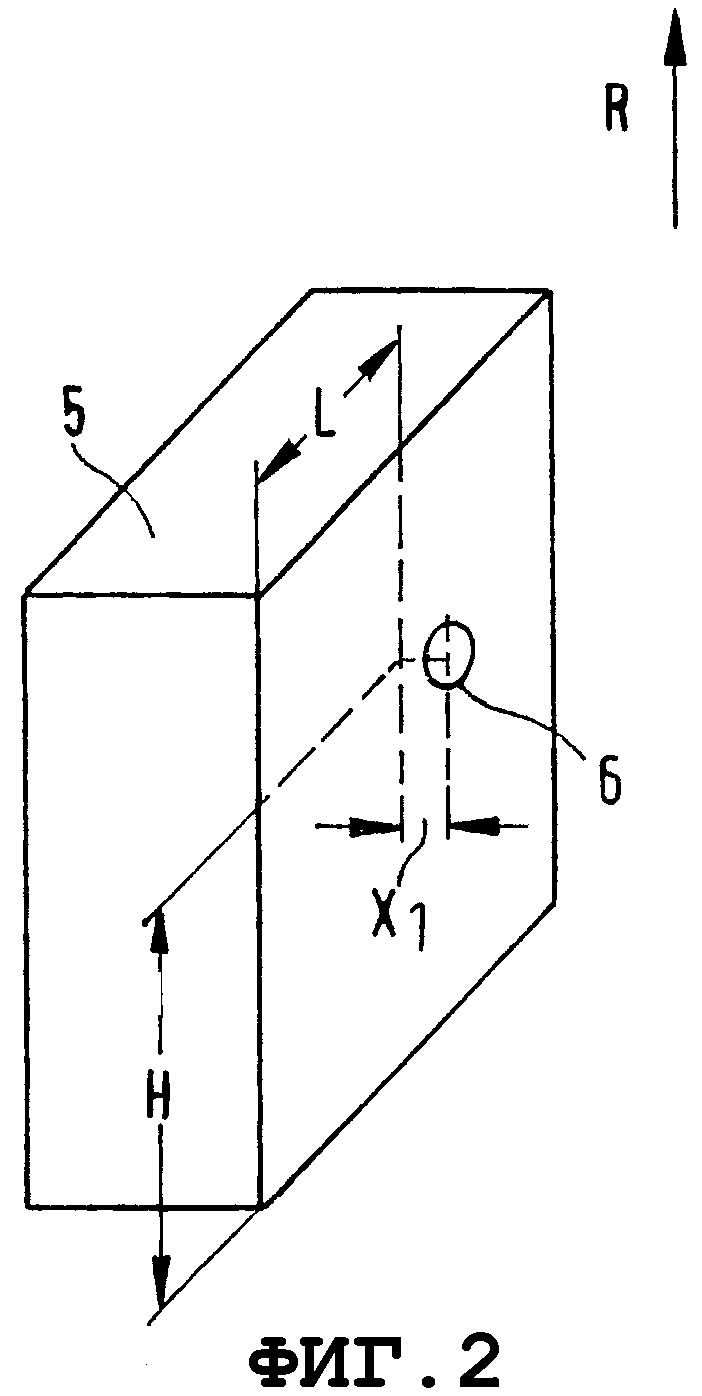
на фиг.1 - схематично разрез устройства для нанесения покрытия погружением в расплав с проходящим через него металлическим изделием,
на фиг.2 - в перспективе индуктор с расположенной перед ним измерительной катушкой.
Устройство для нанесения покрытия погружением в расплав содержит емкость 3, заполненную жидким металлом 2 покрытия. Речь может идти, например, о цинке или алюминии. Покрываемое металлическое изделие 1 в виде стальной полосы движется через емкость 3 в направлении R подачи вертикально вверх. Здесь следует отметить, что, в принципе, возможно также движение изделия 1 через емкость 3 сверху вниз. Для прохождения металлического изделия 1 через емкость 3 последняя открыта в зоне дна; здесь находится изображенный преувеличенно большим и широким направляющий канал 4.
Для того чтобы жидкий металл 2 покрытия не стекал из направляющего канала 4 вниз, с обеих сторон от изделия 1 находятся два электромагнитных индуктора 5, вырабатывающих магнитное поле, вызывающее в жидком металле 2 покрытия силы, которые противодействуют силе тяжести металла 2 покрытия и, тем самым, уплотняют направляющий канал 4 вниз.
Индукторы 5 представляют собой два расположенных друг против друга индуктора с переменным или бегущим полем, эксплуатируемые в частотном диапазоне от 2 Гц до 10 кГц и вырабатывающие электромагнитное поперечное поле перпендикулярно направлению R подачи. Предпочтительный частотный диапазон для однофазных систем (индукторы с переменным полем) составляет 2-10 кГц, а для многофазных систем (например, индукторы с бегущим полем) от 2 Гц до 2 кГц.
Целью является удержание находящегося в направляющем канале 4 изделия 1 так, чтобы оно находилось по возможности в одном положении, предпочтительно в средней плоскости 7 направляющего канала 4.
Находящееся между обоими противоположными друг другу индукторами 5 металлическое изделие 1 при прикладывании электромагнитного поля между индукторами 5 притягивается, как правило, к лежащему ближе индуктору, причем притяжение возрастает с приближением к индуктору, что приводит к в высокой степени нестабильному среднему положению полосы. Это вызывает при работе устройства ту проблему, что изделие 1 из-за силы притяжения индукторов 5 не может двигаться свободно и посередине направляющего канала 4 между активированными индукторами.
Для стабилизации металлического изделия 1 в средней плоскости 7 направляющего канала 4 предусмотрен поэтому регулирующий контур (не показан), который преимущественно через электромагнитные дополнительные катушки (не показаны) воздействует на изделие 1. За счет наложения магнитных полей индукторов 5 и дополнительных катушек изделие 1 занимает определенное, преимущественно среднее, положение. При этом посредством дополнительных катушек магнитное поле индукторов 5 в зависимости от управления можно усилить или ослабить (принцип суперпозиции).
Оба индуктора 5 расположены, в основном, симметрично по отношению к средней плоскости 7 направляющего канала 4 на расстоянии Y друг от друга. Протяженность Н0 индукторов по высоте в направлении R подачи металлического изделия 1 одинакова у обоих индукторов 5.
Между индикаторами 5 и изделием 1, а именно между индикаторами 5 и стенкой направляющего канала 4, зеркально-симметрично относительно средней плоскости 7 направляющего канала 4 расположены две катушки 6, 6'. На фиг.1 видно их положение Н по высоте и расстояние от индуктора 5 соответственно Х1, Х2, а на фиг.2 в перспективе виден индуктор 5 с расположенной перед ним катушкой 6, которая, кроме того, расположена в определенном положении L по ширине относительно индуктора 5.
Для эффективного регулирования важно как можно точнее определить положение s изделия 1 в направляющем канале 4, то есть отклонение от средней плоскости 7.
Для этого использованы датчики (катушки) 6, 6' измерения положения, выполненные в виде проволочных обмоток без сердечника. Они расположены перед соответствующими индукторами 5 в электромагнитном поле и предназначены для измерения индуктированного в катушках 6, 6' напряжения UInd1 и UInd2, пропорционального напряженности поля в индукторах 5. Измерение индуктированного в катушках 6, 6' напряжения происходит без тока (высокоомно), чтобы не оказывать влияния на поле индукторов 5 (и, при необходимости, дополнительных катушек). Катушки 6, 6' представляют собой такие катушки, которые имеют один или несколько витков проводящей металлической проволоки (например, медной проволоки). При изготовлении катушки 6, 6' наматывают вокруг средней точки в форме круга, овала, прямоугольника и т.п.
Как видно из фиг.1, каждые две катушки 6, 6' (показана только одна пара катушек) расположены в электромагнитном поле индукторов 5 по отношению друг к другу, образуя геометрически противоположную пару. При этом катушки 6, 6' одной пары расположены между индуктором 5 и стальной полосой 1; по отношению к средней плоскости 7 направляющего канала 4 они расположены зеркально, то есть положение Н катушек 6, 6' по высоте, положение L катушек 6, 6' по ширине (фиг.2) и расстояние Х1, Х2 катушек 6, 6' от индуктора 5 одинаковы. Следует отметить, что равенство расстояний Х1, Х2 является необязательным условием.
Когда металлическое изделие 1 находится между индукторами 5 и, тем самым, между катушками 6, 6' в электромагнитном поле, в зависимости от положения s изделия 1 изменяется индуктированное напряжение в катушках 6, 6'. Это объясняется обратной связью изделия 1 в магнитном поле. Предложенная концепция ориентирована, следовательно, на комбинацию расположения индукторов и положения измерительных катушек внутри магнитного поля, причем используется эффект взаимодействия изделия 1 с магнитным полем.
Использованный эффект поясняется следующими физическими рассуждениями.
В катушках 6, 6' в соответствии с известным принципом электромагнитной индукции индуктируется следующее напряжение:
UInd=-n dϕ/dt
где
UInd - индуктированное напряжение в катушке;
n - число витков катушки;
dϕ=B d/A - магнитная плотность потока, где
А - площадь катушки перпендикулярно магнитному полю;
В - напряженность магнитного поля.
Таким образом, индуктированное напряжение UInd в катушке 6, 6' пропорционально напряженности поля в месте расположения катушки. За счет образования разности индуктированных напряжений UInd1 в катушке 6 и UInd2 в катушке 6' между катушками в электромагнитном поле индукторов 5 без расположенного между катушками 6, 6' изделия 1 возникает соответствующий положению катушек 6, 6' разностный сигнал, то есть разность UInd напряжений. При идеальных условиях и одинаковых расстояниях Х1, Х2 разность UInd напряжений между катушками 6, 6' равна нулю.
При помещении теперь изделия 1 между катушками 6, 6' в действующее электромагнитное поле этот разностный сигнал UInd катушек 6, 6' изменяется.
Когда изделие 1 занимает разные положения s между индукторами 5 и расположенными между ними катушками 6, 6', в зависимости от положения s возникают разные разностные сигналы катушек 6, 6'. Положение s изделия 1 возникает из разности локально неподвижных катушек 6, 6' и их расположения в соответствии с параметрами положения Н по высоте, положения В по ширине и расстояния Х1, Х2 от индуктора 5.
В катушках 6, 6' индуктируются, следовательно, напряжения UInd1 и UInd2 согласно отношению:
UInd1=-n1 dϕ/dt f1 и UInd2=-n2 dϕ/dt f2
где
UInd1 - индуктированное напряжение в катушке 6;
UInd2 - индуктированное напряжение в катушке 6';
n1 - число витков катушки 6;
n2 - число витков катушки 6';
f1 - коэффициент для катушки 6 в качестве функции положения металлического изделия и напряженности магнитного поля;
f2 - коэффициент для катушки 6' в качестве функции положения металлического изделия и напряженности магнитного поля.
Индуктированное в катушках 6, 6' напряжение измеряют в одной части измерительного устройства 8. За частью измерительного устройства 8, в которой происходит это измерение, включен формирователь 9 разности, в котором определяют разность UInd напряжений, то есть разность между индуктированным напряжением UInd1 в катушке 6 и индуктированным напряжением UInd2 в катушке 6'. За формирователем 9 разности в измерительном устройстве 8 расположен блок, в котором, исходя из разности UInd напряжений, можно сделать вывод о положении s изделия 1 относительно средней плоскости 7 направляющего канала 4. Заложенная здесь функциональная характеристика положения s изделия зависит от разности UInd напряжений.
За счет обратной связи расположенного между катушками 6, 6' изделия 1 и зависимого от положения полосы и от магнитного поля изменения отдельных, индуктированных в катушках 6, 6' напряжений возникает, тем самым, положение s изделия 1 в соответствии с измеренной разностью UInd напряжений по заложенной в измерительном устройстве 8 функции. Следовательно, простым и точным образом можно определить положение s изделия 1 и использовать его при регулировании положения стальной полосы.
Перечень ссылочных позиций
1 - металлическое изделие (стальная полоса)
2 - металл покрытия
3 - емкость
4 - направляющий канал
5 - индуктор
6 - датчик (катушка)
6' - датчик (катушка)
7 - средняя плоскость направляющего канала
8 - измерительное устройство
9 - формирователь разности
s - положение изделия
R - направление подачи
H0 - протяженность индуктора по высоте
Y - расстояние между индукторами
H - положение катушки по высоте
L - положение катушки по ширине
X1 - расстояние катушки 6 от индуктора
X2 - расстояние катушки 6' от индуктора
UInd1 - индуктированное напряжение в катушке 6
UInd2 - индуктированное напряжение в катушке 6'
UInd - разность напряжений
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА НЕПРЕРЫВНО-ЛИТЫЕ МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2309193C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2006 |
|
RU2346076C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА НЕПРЕРЫВНЫЕ МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2313617C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2329332C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ПОГРУЖЕНИЕМ В РАСПЛАВ НА МЕТАЛЛИЧЕСКИЕ ЛЕНТЫ, В ЧАСТНОСТИ НА СТАЛЬНЫЕ ЛЕНТЫ | 2004 |
|
RU2344197C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2004 |
|
RU2339732C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2004 |
|
RU2335573C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2299925C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА СТАЛЬНУЮ ПОЛОСУ МЕТОДОМ ПОГРУЖЕНИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2566115C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2325465C2 |
Изобретение относится к области нанесения покрытий погружением в расплав. Устройство содержит емкость с расплавом, расположенный перед емкостью направляющий канал, в области которого с обеих сторон от изделия предусмотрены индукторы для создания электромагнитного поля, и датчик для определения положения изделия, состоящий из двух катушек, которые в направлении подачи изделия расположены в пределах протяженности индукторов по высоте и между индукторами и изделием. Металлическое изделие вертикально пропускают через емкость с расплавом и расположенный перед емкостью направляющий канал. В области направляющего канала создают электромагнитное поле посредством двух расположенных с обеих сторон от изделия индукторов для удержания расплава в емкости и определяют положение изделия с помощью датчика, состоящего из двух катушек, расположенных в пределах протяженности по высоте и между индукторами и изделием, причем индуктированные в катушках напряжения измеряют, измеренные напряжения вычитают друг из друга и полученное значение привлекают для получения индикатора положения изделия. При простоте конструкции и возможности рентабельного изготовления изобретение позволяет повысить точность измерений и эффективность регулирования металлического изделия в средней плоскости направляющего канала. 2 н. и 9 з.п. ф-лы, 2 ил.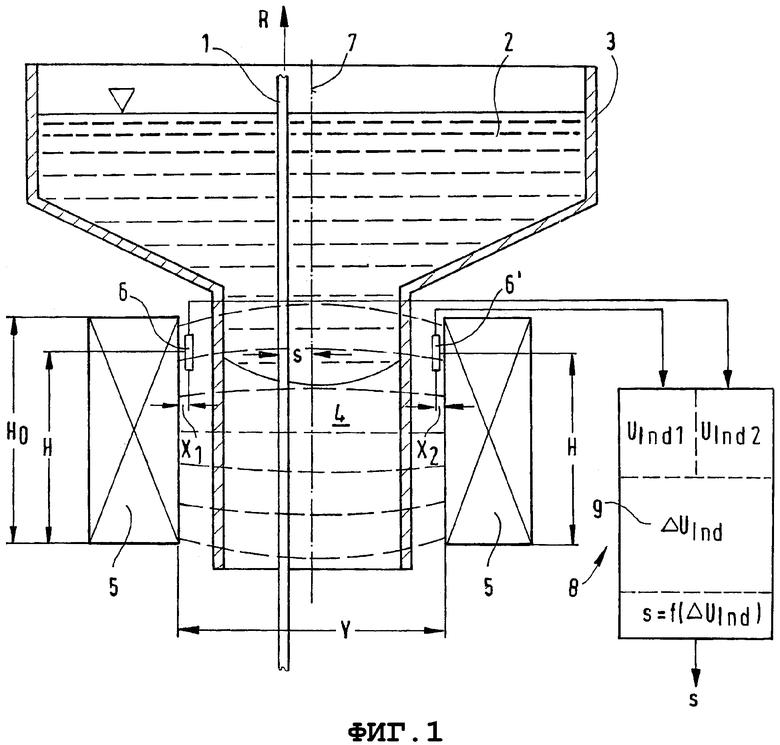
| JP 10046310 A, 17.02.1998 | |||
| JP 10110251 A, 28.04.1998 | |||
| ЭЛЕКТРОМАГНИТНЫЙ ДАТЧИК | 0 |
|
SU250524A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ЛЕНТОЧНОГО МАТЕРИАЛА В УСТАНОВКЕ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ | 1996 |
|
RU2192499C2 |
| JP 6136502 A, 17.05.1994. | |||

