Изобретение относится к устройству для нанесения покрытия на непрерывные металлические заготовки, в частности стальную полосу, погружением в расплав, в котором непрерывная металлическая заготовка проходит вертикально через заполненный расплавленным металлом покрытия резервуар и через расположенный перед ним направляющий канал, причем в зоне направляющего канала расположен электромагнитный индуктор, который удерживает металл покрытия в резервуаре посредством электромагнитного запирающего поля и может создавать в металле покрытия токи индукции, которые во взаимодействии с электромагнитным запирающим полем создают электромагнитную силу.
Обычные установки для нанесения металлического покрытия на металлические полосы погружением содержат требующую интенсивного обслуживания часть, а именно емкость для нанесения покрытия с находящимся в ней оборудованием. Поверхности покрываемых металлических полос должны быть перед нанесением покрытия очищены от оксидных остатков и активированы для соединения с металлом покрытия. По этой причине поверхности полос перед нанесением покрытия обрабатывают в процессе термообработки в восстановительной атмосфере. Поскольку оксидные слои предварительно удаляют химическим или абразивным путем, с помощью процесса восстановительной термообработки поверхности активируются так, что по окончании процесса термообработки они являются металлически чистыми.
У активированных поверхностей полос возрастает, однако, сродство к кислороду окружающего воздуха. Во избежание повторного попадания кислорода воздуха перед процессом нанесения покрытия на поверхности полос последние вводят в погружном хоботе сверху в ванну с материалом покрытия. Поскольку металл покрытия находится в жидком виде и желательно было бы использовать гравитацию вместе с устройствами сдува для регулирования толщины покрытия, а последующие процессы запрещают, однако, соприкосновение с полосой вплоть до полного затвердевания металла покрытия, полоса в емкости для нанесения покрытия должна быть отклонена в вертикальном направлении. Это осуществляется при помощи ролика, вращающегося в жидком металле. Этот ролик подвержен сильному износу вследствие наличия жидкого металла покрытия, что является причиной простоев и тем самым сбоев в работе оборудования.
При малых толщинах покрытия, например в микронном диапазоне, к качеству поверхности полосы предъявляются высокие требования. Это означает, что и поверхности направляющих полосу роликов должны быть высокого качества. Дефекты на поверхностях роликов приводят, как правило, к повреждениям поверхности полосы. Это является дополнительной причиной частых простоев установки.
Известные установки для нанесения покрытий погружением в расплав имеют к тому же предельные значения скорости нанесения покрытия. Речь идет при этом о предельных значениях при использовании сдувающего сопла, о предельных значениях процессов охлаждения и о предельных значениях процесса термообработки для формирования легированных слоев в металле покрытия. Из-за этого, во-первых, вообще ограничена максимальная скорость, а, во-вторых, определенные металлические полосы не могут быть обработаны с возможной для установки максимальной скоростью.
В процессе нанесения покрытий погружением происходят процессы легирования при соединении металла покрытия с поверхностью полосы. Свойства и толщины образующихся при этом легированных слоев сильно зависят от температуры в емкости для нанесения покрытия. По этой причине во время некоторых процессов нанесения покрытий металл покрытия должен поддерживаться в жидком состоянии, однако температура также не должна превышать определенных предельных значений. Это препятствует желательному эффекту от сдува металла покрытия для установления определенной толщины покрытия, поскольку с падением температуры необходимая для процесса сдува вязкость металла покрытия возрастает, что затрудняет процесс сдува.
Во избежание проблем, связанных с вращающимися в жидком металле покрытия роликами, было предложено использовать открытую вниз емкость для нанесения покрытия, которая в своей нижней части имеет направляющий канал для ведения полосы вертикально вверх, а для герметизации используется электромагнитный затвор. Речь при этом идет об электромагнитных индукторах, работающих с оттесняющими, перекачивающими или сужающимися электромагнитными переменными или бегущими полями, которые герметизируют снизу емкость для нанесения покрытия.
Такое решение известно, например, из ЕР 0673444 В1. Электромагнитный затвор для герметизации снизу емкости для нанесения покрытия использован также в решении по JP 5086446.
Нанесение покрытия таким образом на неферромагнитные металлические полосы возможно, однако с ферромагнитными стальными полосами возникают проблемы, заключающиеся в том, что стальные полосы в электромагнитных затворах притягиваются за счет ферромагнетизма к стенкам канала, вследствие чего поверхность полосы повреждается. Кроме того, проблемой является недопустимый нагрев металла покрытия индукционными полями.
При прохождении ферромагнитной стальной полосы через направляющий канал между двумя индукторами с бегущим полем возникает неустойчивое равновесие. Лишь в середине направляющего канала сумма действующих на полосу сил магнитного притяжения равна нулю. При отклонении стальной полосы от ее среднего положения она приближается к одному из двух индукторов и удаляется от другого. Причинами такого отклонения могут быть простые погрешности в плоскостности полосы. Можно назвать также любой вид волнистости полосы в направлении движения, если смотреть по ширине полосы (центральная и четвертная выпуклость, краевая волнистость, флаттер, закручивание, перекрестный изгиб, S-образная форма и т.д.). Магнитная индукция, вызывающая силу магнитного притяжения, уменьшается по экспотенциальной функции по мере удаления от индуктора по линии напряженности поля. Аналогичным образом сила притяжения уменьшается с квадратом напряженности индуктированного поля по мере удаления от индуктора. Для отклоненной полосы это означает, что с отклонением в одном направлении сила притяжения к одному индуктору экспотенциально возрастает, тогда как противодействующая возвратная сила другого индуктора экспотенциально убывает. Оба эффекта усиливаются самостоятельно, так что равновесие является неустойчивым.
Для решения этой проблемы, т.е. для точного регулирования положения непрерывной металлической заготовки в направляющем канале, даны указания в документах DE 19535854 А1 и DE 10014867 А1. В соответствии с раскрытыми в них концепциями помимо катушек для вырабатывания электромагнитного бегущего поля предусмотрены дополнительные корректирующие катушки, которые связаны с системой регулирования и служат для возвращения металлической полосы в среднее положение при отклонении от него.
При реализации этого принципа, т.е. концепции индуктора с бегущим полем и корректирующими катушками, недостатком оказалось то, что индукторы для вырабатывания электромагнитного бегущего поля должны иметь относительно большую конструктивную высоту, что вызвано необходимой напряженностью поля, электрическими токами и необходимыми для этого шихтованными сердечниками. Высота индуктора составляет около 600 мм. Это оказывает негативное воздействие на высоту столба металла покрытия.
Для уменьшения этой проблемы из WO 96/03533 А1 известно устройство указанного типа, в котором для задержания материала покрытия использованы электромагнитное запирающее поле и только одна катушка индуктивности. Конструктивная высота индуктора тем самым относительно мала.
Также из документа SU 149275 A1, С23С 2/36 от 15.03.1994 известно устройство для нанесения покрытия на непрерывные металлические заготовки, в частности стальную полосу, погружением в расплав, в котором непрерывная металлическая заготовка проходит вертикально через заполненный расплавленным металлом покрытия резервуар и через расположенный перед ним направляющий канал, причем в зоне направляющего канала расположен электромагнитный индуктор, который для удержания металла покрытия в резервуаре посредством электромагнитного запирающего поля вырабатывает в металле покрытия токи индукции, которые во взаимодействии с электромагнитным запирающим полем вызывают электромагнитную силу, причем индуктор соединен со средствами электроснабжения, питающими его переменным током, частота (f) которого составляет менее 500 Гц, при этом средства электроснабжения питают индуктор однофазным переменным током. Данное решение может рассматриваться как аналог настоящего изобретения.
При прохождении непрерывной металлической заготовки через направляющий канал возникает высокое ферромагнитное притяжение заготовки к стенкам направляющего канала. Во избежание этого у известной установки предусмотрено, что индукторы с запирающим полем работают на переменном токе, частота которого выше 3 кГц. Этим достигается то, что ферромагнитное притяжение мало, однако полностью избежать его не удается. Кроме того, недостаток заключается в том, что при прохождении непрерывной металлической заготовки через направляющий канал происходит сильный нагрев заготовки.
В основе изобретения лежит задача усовершенствования устройства для нанесения покрытия на непрерывные металлические заготовки описанного выше типа таким образом, чтобы устранить названные недостатки. Тем самым должен быть создан, в частности, электромагнитный индуктор, который имел бы небольшую конструктивную высоту и не вызывал бы сильного нагрева непрерывной металлической заготовки.
Эта задача решается согласно изобретению за счет того, что индуктор связан со средствами электроснабжения, питающими его переменным током, частота которого менее 500 Гц, причем средства электроснабжения питают индуктор однофазным переменным током, и причем устройство содержит направляющие средства для ведения непрерывной металлической заготовки по направляющему каналу, состоящие, по меньшей мере, из двух корректирующих катушек, предназначенных для регулирования положения непрерывной металлической заготовки в направляющем канале в направлении, нормальном к ее поверхности; предпочтительно предусмотрено, что частота переменного тока составляет менее 100 Гц, в частности 50 Гц (частота сети).
Благодаря этому выполнению по сравнению с известным решением можно значительно уменьшить нагрев обрабатываемой непрерывной металлической заготовки. Кроме того, удержание заготовки посередине направляющего канала происходит легче, поскольку ферромагнитное притяжение заготовки к стенкам направляющего канала существенно меньше, чем в известном решении. За счет выбранной конструктивной концепции также обеспечивается желаемая небольшая конструктивная высота индуктора.
Предпочтительно индуктор содержит по одной катушке индуктивности с каждой стороны направляющего канала.
Направляющими средствами для ведения непрерывной металлической заготовки в направляющем канале может быть, по меньшей мере, одна пара направляющих роликов. Их устанавливают предпочтительно в нижней части направляющего канала или под ним.
Если смотреть в направлении движения непрерывной металлической заготовки, то корректирующие катушки могут быть расположены на одной высоте с катушками индуктивности. Высокая эффективность индуктора возникает тогда, когда электромагнитный индуктор имеет для размещения катушки индуктивности и корректирующей катушки два паза, проходящих параллельно друг другу, перпендикулярно направлению движения заготовки и перпендикулярно нормальному направлению к поверхности заготовки. Регулирование заготовки в направляющем канале облегчается, если расположенная в пазах корректирующая катушка находится ближе к заготовке, чем катушка индуктивности. Регулирование может происходить точнее, если индуктор содержит с каждой стороны заготовки, по меньшей мере, по две расположенные в ряд корректирующие катушки.
Далее могут быть предусмотрены средства для питания корректирующих катушек переменным током, имеющим ту же фазу, что и ток, с которым работают катушки индуктивности.
Если регулирование положения непрерывной металлической заготовки в направляющем канале происходит посредством упомянутых корректирующих катушек, то положение проходящей стальной полосы можно регистрировать датчиками индуктивного поля, работающими со слабым измерительным полем высокой частоты. Для этого на катушки индуктивности накладывают более низкое напряжение более высокой частоты. Напряжение более высокой частоты не оказывает влияния на уплотнение, при этом не происходит нагрева металла покрытия или стальной полосы. Индукция более высокой частоты отфильтровывается из сильного сигнала нормального уплотнения и дает тогда сигнал, пропорциональный расстоянию от датчика. С его помощью можно регистрировать и регулировать положение полосы в направляющем канале.
Примеры выполнения изобретения изображены на чертеже, на котором представлены
- фиг.1: схематично резервуар для нанесения покрытия погружением в расплав с проходящей через него заготовкой;
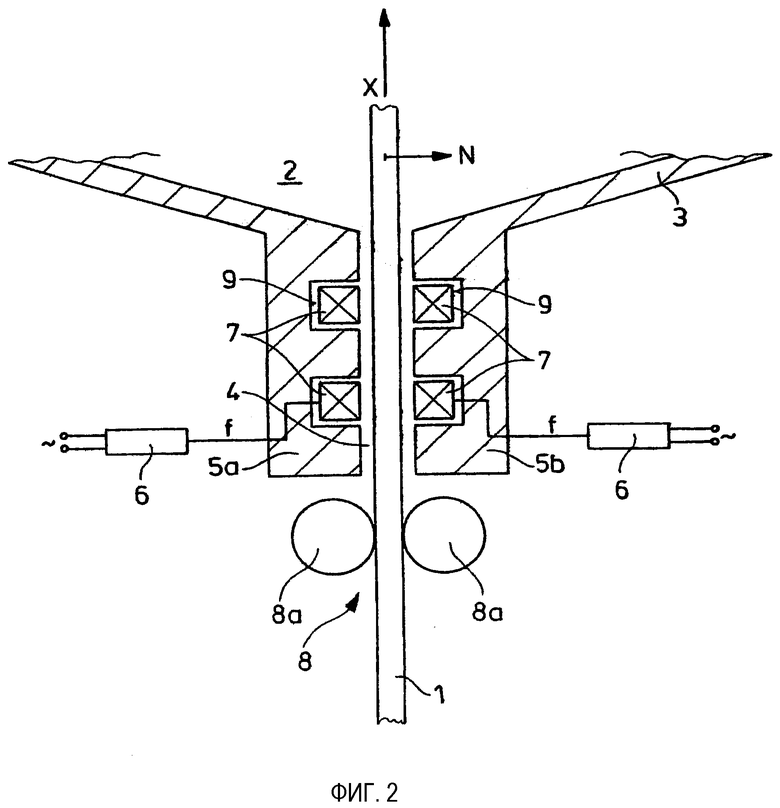
- фиг.2: схематично разрез направляющего канала и индукторов с расположенными под ними направляющими роликами;
- фиг.3: соответствующий фиг.2 вид с направляющими средствами в виде корректирующих катушек;
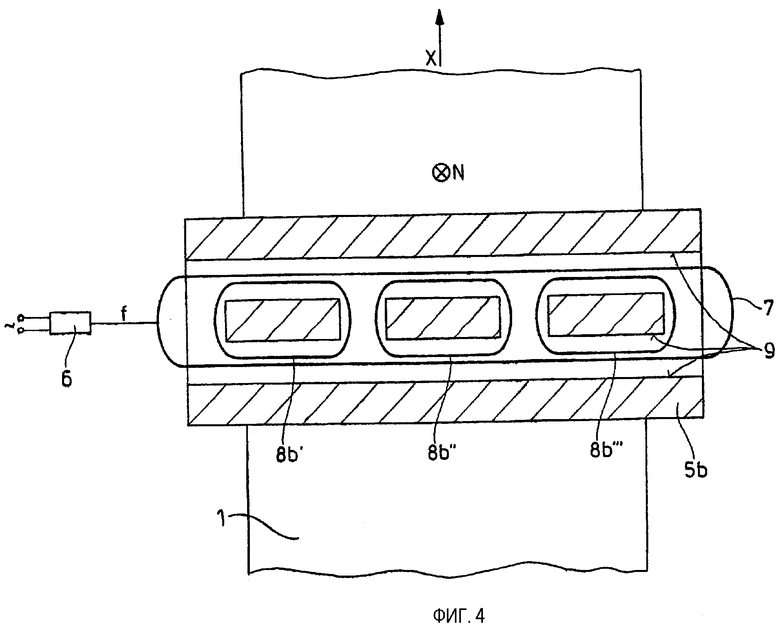
- фиг.4: вид сбоку индуктора по фиг.3.
На фиг.1 изображен принцип нанесения покрытия на непрерывную металлическую заготовку 1, в частности стальную полосу, погружением в расплав. Покрываемая заготовка 1 входит вертикально снизу в направляющий канал 4 установки для нанесения покрытий. Направляющий канал 4 образует нижний конец резервуара 3, заполненного жидким металлом 2 покрытия. Заготовку 1 направляют вертикально вверх в направлении Х движения. Для того чтобы жидкий металл 2 покрытия не вытекал из резервуара 3, в зоне направляющего канала 4 расположен электромагнитный индуктор 5. Он состоит из двух половин 5а, 5b, каждая из которых расположена сбоку от заготовки 1. В электромагнитном индукторе 5 вырабатывается электромагнитное запирающее поле, которое задерживает жидкий металл 2 покрытия в резервуаре 3 и препятствует, таким образом, его вытеканию.
Индуктор 5 питается с помощью средства 6 электроснабжения однофазным переменным током. Частота f переменного тока составляет менее 500 Гц. Предпочтительно используется частота сети, т.е. 50 или 60 Гц.
Более подробное устройство зоны направляющего канала 4 видно на фиг.2. Индуктор 5 (или обе его половины 5а, 5b) имеет пазы 9, в которые помещена катушка 7 индуктивности, питаемая переменным током и вырабатывающая электромагнитное запирающее поле. При этом по отношению к направлению N, нормали к заготовке 1, заготовка 1 двигается по существу посередине направляющего канала 4.
Поскольку индуктор 5 или катушка 7 индуктивности при работе вызывает определенное ферромагнитное притяжение между заготовкой 1 и стенкой направляющего канала 4, предусмотрены направляющие средства 8, выполненные на фиг.2 в виде направляющих роликов 8а. Они расположены под направляющим каналом 4 и гарантируют ввод заготовки 1 в направляющий канал 4 посередине.
Как можно видеть на фиг.3, можно также выполнить направляющие средства 8 иным образом. Здесь предусмотрены электрические корректирующие катушки 8b, которые вырабатывают регулируемое магнитное поле и, таким образом, удерживают заготовку 1 в направляющем канале 4 посередине. Катушки 7 индуктивности и корректирующие катушки 8b позиционированы в пазах 9 индуктора 5а, 5b, а именно на одной высоте, если смотреть в направлении Х движения.
На фиг.4 изображен вид сбоку половины 5b индуктора. Здесь можно видеть, что катушка 7 индуктивности и корректирующая катушка 8b размещены в пазах 9 индуктора 5b. Кроме того, видно, что в данном случае предусмотрены три расположенные рядом друг с другом корректирующие катушки 8b', 8b'', 8b''', которые по ширине заготовки 1 могут воздействовать на нее и удерживать ее, таким образом, в направляющем канале 4 посередине.
Корректирующие катушки 8b', 8b'', 8b''' снабжают током той же фазы, что и катушку 7 индуктивности, перед которой расположены корректирующие катушки 8b', 8b'', 8b'''.
Следует еще упомянуть, что может быть предусмотрена также комбинация направляющих роликов 8а (фиг.2) и корректирующих катушек 8b (фиг.3).
Перечень ссылочных позиций
1 - непрерывная металлическая заготовка (стальная полоса)
2 - металл покрытия
3 - резервуар
4 - направляющий канал
5, 5а, 5b - электромагнитный индуктор
6 - средства электроснабжения
7 - катушка индуктивности
8 - направляющие средства
8а - направляющий ролик
8b, 8b', 8b'', 8b''' - корректирующие катушки
9 - паз
f - частота
Х - направление движения
N - нормальное направление к поверхности заготовки
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА НЕПРЕРЫВНО-ЛИТЫЕ МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2309193C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2006 |
|
RU2346076C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2299925C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ПОГРУЖЕНИЕМ В РАСПЛАВ НА МЕТАЛЛИЧЕСКИЕ ЛЕНТЫ, В ЧАСТНОСТИ НА СТАЛЬНЫЕ ЛЕНТЫ | 2004 |
|
RU2344197C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2329332C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2004 |
|
RU2335573C2 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2338003C2 |
| СПОСОБ И УСТРОЙСТВО ОТЖИМА ЖИДКОГО МЕТАЛЛА ПОКРЫТИЯ НА ВЫХОДЕ БАКА ДЛЯ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ ПОГРУЖЕНИЕМ | 2008 |
|
RU2482213C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2004 |
|
RU2339732C2 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2004 |
|
RU2349677C2 |

В устройстве металлическую заготовку (1) погружают в расплав, в котором она проходит вертикально через заполненный расплавленным металлом (2) покрытия резервуар (3) и через расположенный перед ним направляющий канал (4), причем в зоне направляющего канала (4) расположен электромагнитный индуктор (5), который для удержания металла (2) покрытия в резервуаре (3) посредством электромагнитного запирающего поля вырабатывает в металле (2) покрытия токи индукции, которые во взаимодействии с электромагнитным запирающим полем вызывают электромагнитную силу, причем индуктор (5, 5а, 5b) соединен со средствами (6) электроснабжения, питающими его переменным током, частота (f) которого составляет менее 500 Гц, средства (6) электроснабжения питают индуктор (5) однофазным переменным током для создания индуктора с небольшой конструктивной высотой и не вызывающего сильного нагрева непрерывной металлической полосы, при этом устройство содержит направляющие средства для ведения непрерывной металлической заготовки (1) по направляющему каналу (4), состоящие, по меньшей мере, из двух корректирующих катушек (8b) для регулирования положения непрерывной металлической заготовки (1) в направляющем канале (4) в направлении (N), нормальном к поверхности заготовки (1). 7 з.п. ф-лы, 4 ил.
| УСТАНОВКА ДЛЯ ГОРЯЧЕЙ МЕТАЛЛИЗАЦИИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1987 |
|
SU1492759A1 |
| WO 9711206 A1, 27.03.1997 | |||
| Способ лечения центральной серозной хориоретинопатии | 2022 |
|
RU2797276C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАЗМЕРНЫХ ПАРАМЕТРОВ КАМЕРЫ ЦИНКОВАНИЯ, СНАБЖЕННОЙ УСТРОЙСТВОМ МАГНИТНОГО ОСУШЕНИЯ ОЦИНКОВАННЫХ МЕТАЛЛУРГИЧЕСКИХ ИЗДЕЛИЙ | 1994 |
|
RU2119971C1 |
| JP 10046311 А, 17.02.1998. | |||

