Изобретение относится к трубопроводному транспорту и может быть использовано при изготовлении труб с внутренним защитным покрытием, сооружении и ремонте трубопроводов. Известно, что для транспортирования высоко агрессивных сред используются стальные трубы с различными внутренними защитными покрытиями, которые предотвращают их коррозионное разрушение. Соединение между собой труб в трубопровод осуществляется сваркой. Для этого внутреннее покрытие не доходит до торца трубы на 100-150 мм. В условиях эксплуатации коррозии подвергаются как внутренний сварной шов, так и прилегающая к нему зона основного металла до защитного покрытия.
В настоящее время существует целый ряд способов, которыми пытаются защитить сварной шов и зону термического влияния от коррозионного разрушения. Но ни одна из применяемых технологий не дает достаточной гарантии получения надежного и прочного контакта протектора с поверхностью трубы.
Известен способ протекторной защиты зоны сварного шва осуществляемый путем газодинамического напыления порошка металла в сверхзвуковой струе газового потока с созданием в зоне напыления ультразвукового поля (см. Патент RU №2072700, С23С 4/16, Бюл. №3, 1997 г.). Данный способ защиты сварного шва и околошовной зоны основного металла имеет низкую производительность, т.к. напыление слоя протектора необходимой толщины для обеспечения заданного срока эксплуатации трубопровода занимает много времени и энергоресурсов. Повышение срока службы протектора осуществляется использованием втулок из металла протектора, устанавливаемых на внутреннюю поверхность трубы с натягом.
Например, известен способ введения с натягом протектора, снабженного наконечником в трубу (см. Патент RU №2273790, F16L 58/04, Бюл. №10, 2006 г.), который путем дорнирования, вне зоны расположения протектора, закрепляется на внутренней поверхности трубы. Данный способ установки протектора имеет ряд серьезных недостатков, таких как: сложность и трудоемкость при изготовлении и монтаже, возможная потеря электрического контакта между поверхностями протектора и наконечника в процессе эксплуатации из-за очень быстрого развития процесса щелевой коррозии; уменьшение внутреннего диаметра трубы; вынужденное уменьшение размеров протектора из-за использования наконечника; посадка с натягом кольца - протектора создает в нем внутренние растягивающие напряжения, которые ускоряют коррозионное разрушение протектора (механохимический эффект).
Известен способ установки протектора путем размещения последнего на предварительно зачищенную внутреннюю поверхность трубы и его сварки в условиях высокоскоростного соударения кольцевой заготовки с трубой (патент RU №2103592, 6 F16L 58/2, Бюл. №3, 1998 г.). Данный способ имеет серьезный недостаток, такой как:
большие упругопластические деформации концевого участка трубы и кольца протектора из-за высокоскоростного соударения, которые могут привести к изменению геометрических размеров конца трубы.
Задачей изобретения является упрощение способа установки протектора для защиты сварного шва и околошовной зоны трубы, который обеспечивает постоянный и надежный электрический контакт протектора и трубы в процессе всего периода расчетной службы протектора.
Данный результат достигается тем, что в способе установки протектора в концевой части трубы, включающем размещение протектора в трубе, крепление последнего с трубой путем сварки, согласно изобретению крепление протектора к трубе осуществляется путем сварки давлением в состоянии сверхпластичности металла протектора (эффект сверхпластичности металлов) через предварительно напыленный на поверхность трубы слой металла, соответствующего металлу протектора. Геометрические размеры протектора определяются исходя из его заданного срока службы.
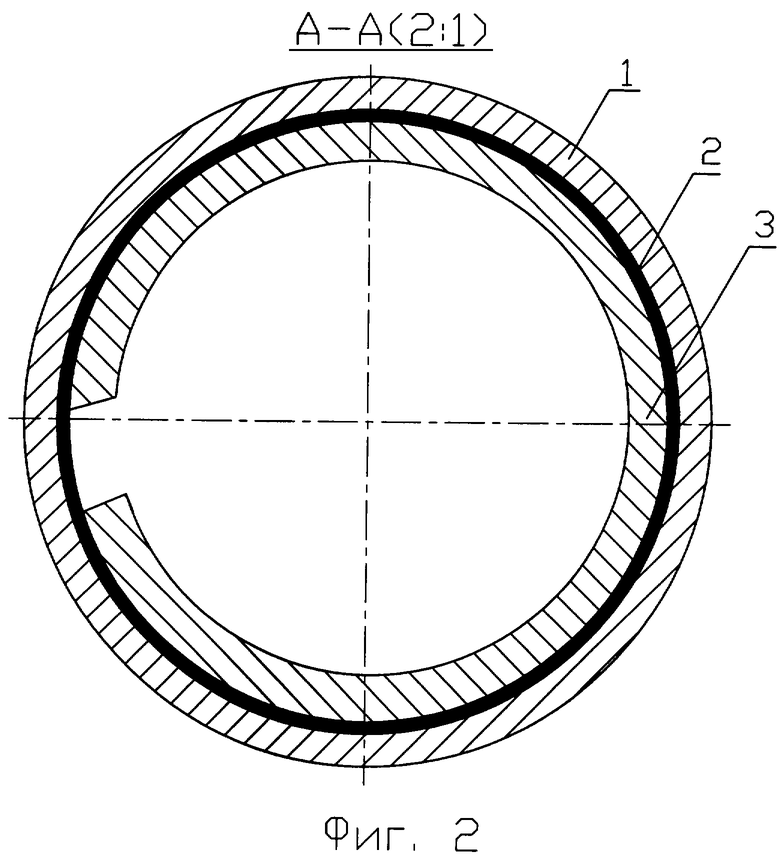
На фиг.1 представлен общий вид концевой части трубы с внутренним защитным покрытием и установленным в ней протектором.
На фиг.2 - общий вид сверху (разрез по А-А фиг.1).
Концевая часть трубы (фиг.1) содержит трубу 1, напыленный слой 2, протектор 3, защитное покрытие 4.
Предлагаемый способ реализуется следующим образом.
Концевой участок трубы 1 в месте установки протектора предварительно очищается от окалины и ржавчины до защитного покрытия 4. Затем на подготовленную поверхность трубы 1 путем плазменного напыления наносится порошок алюминия. Толщина напыленного слоя 2 составляет около одного миллиметра. Протектор 3 изготавливается из листа алюминиевого сплава марки АВ. Полученная полоса вальцуется в кольцо. Разрезное кольцо протектора 3 устанавливается в трубе на предварительно напыленный слой алюминия. Концевой участок трубы с установленным в ней протектором нагревают до температуры 400°С (необходимой для проявления эффекта сверхпластичности сплава АВ) и затем выполняют сварку давлением роликами со скоростью деформации 2·10-4 с-1 и степенью деформации толщины протектора не менее 70%.
В результате проведенных механических испытаний на прочность крепления протектора к трубе через предварительно напыленный слой установлено, что прочность на отрыв составляет 70-100 МПа. Это обеспечивает необходимый электрический контакт поверхностей протектора и трубы в процессе всего срока службы протектора и исключает щелевую коррозию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2005 |
|
RU2293632C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА | 1995 |
|
RU2103592C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ СВАРНОГО ШВА И ОКОЛОШОВНОЙ ЗОНЫ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКОГО ТРУБОПРОВОДА | 2002 |
|
RU2205323C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2009 |
|
RU2410593C2 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА | 2000 |
|
RU2195603C2 |
| СВАРНОЕ СОЕДИНЕНИЕ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ТРУБОЙ | 2013 |
|
RU2519534C1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2533046C2 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2013 |
|
RU2518992C1 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2013 |
|
RU2532473C2 |
Изобретение относится к трубопроводному транспорту и может быть использовано при изготовлении труб с внутренним защитным покрытием, сооружении и ремонте трубопроводов. На концевую часть внутренней поверхности трубы с внутренним защитным покрытием предварительно напыляют тонкий слой металла протектора. Затем на напыленный слой последнего устанавливается разрезное кольцо из металла, соответствующего металлу протектора, крепление которого к трубе осуществляется сваркой давлением в режиме сверхпластической деформации металла протектора и скоростей деформации в зависимости от сплава. Обеспечивает надежный и прочный контакт протектора с поверхностью трубы, улучшает протекторную защиту сварного шва и околошовной зоны. 2 ил.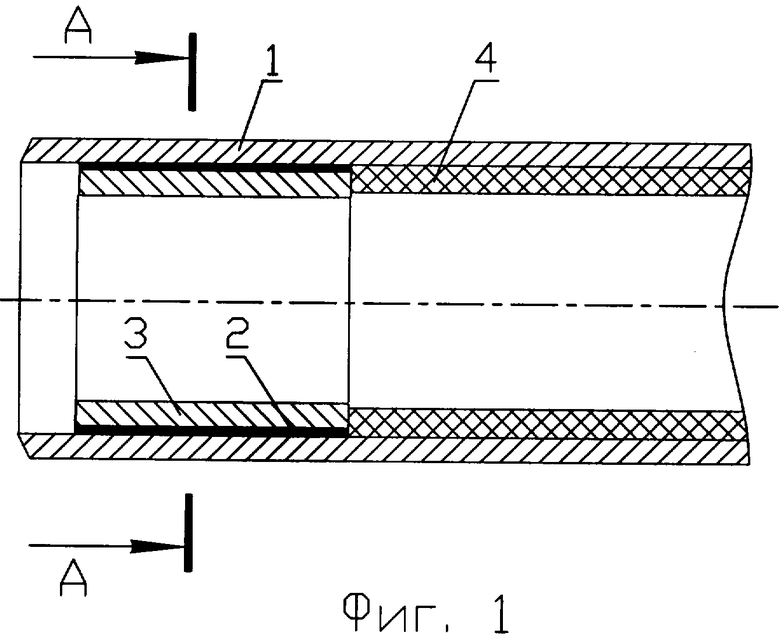
Способ установки протектора в концевой части трубы с внутренним защитным покрытием, включающий размещение протектора в трубе, крепление последнего с трубой путем сварки, отличающийся тем, что крепление протектора к трубе осуществляют путем сварки давлением в состоянии сверхпластичности металла протектора, через предварительно напыленный слой металла в концевой части трубы соответствующего металлу протектора.
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА | 1995 |
|
RU2103592C1 |
| СПОСОБ УСТАНОВКИ НАКОНЕЧНИКА В ТРУБЕ, ФУТЕРОВАННОЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2002 |
|
RU2273790C2 |
| СПОСОБ НАПЫЛЕНИЯ ПОКРЫТИЯ В ЗОНЕ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2072700C1 |
| 0 |
|
SU189934A1 | |
| US 4611833 А, 16.09.1986. | |||

