Изобретение относится к области трубопроводного транспорта, а именно к защите от коррозии сварных швов и околошовной зоны соединений металлического трубопровода, сооружаемых из труб с внутренним покрытием.
Известен способ защиты от коррозии зоны сварного соединения трубопровода (пат. РФ 2004626 по заявке 4865263/29 от 30.07.90, опубликовано 15.12.93, бюл. 45-46).
В этом способе предусмотрено размещение протектора путем наплавки на некотором расстоянии от торцов валика из сплава на основе алюминия.
Основным недостатком данного способа защиты сварного шва и околошовной зоны соединения металлического трубопровода является то, что сплав на основе алюминия быстро растворяется в транспортируемой среде из-за контактной коррозии. Например, как показал опыт эксплуатации нефтепромысловых трубопроводов, сооруженных из труб с внутренним покрытием, что уже через 6 месяцев ничего не остается от алюминиевого сплава, а через 7-8 месяцев начинаются аварии на трубопроводах и в особенности при транспортировании высокоминерализованных нефтепромысловых сточных вод. Образуются отверстия диаметром от 50 до 80 мм в околошовной зоне в нижней части трубопровода, где находился протектор из алюминиевого сплава. Коррозионное разрушение трубопроводов в околошовной зоне происходит в 2-3 раза быстрее, чем без протекторной защиты. Из-за этого прекратили выпуск труб с внутренним покрытием с таким видом защиты труб от коррозии на заводах в гг. Нижневартовск, Лангепас, Альметьевск, Пенза, Нефтеюганск и т.д. Наносили сплав алюминия на этих заводах путем наплавки или газодинамического напыления, но результат был одинаков, коррозионное разрушение околошовной зоны происходило быстрее, чем без протектора.
Известны способы защиты сварного шва и околошовной зоны (пат. РФ 2105921 по заявке 96107664/06 от 18.04.96 г., опубликовано 27.02.98, Бюл. 6 и пат. РФ 2088834 по заявке 94023011/06 от 15.06.94, опубликовано 27.08.97, Бюл. 24).
В обоих способах на внутреннюю поверхность концов труб наносят самофлюсующиеся сплавы, которые должны защитить сварной шов и околошовную зону от коррозии. Но эти способы имеют существенные недостатки, которые не позволяют качественно защитить от коррозии сварной шов и околошовную зону. Во-первых, это связано с тем, что покрытие получается пористым, через поры транспортируемая среда проникает к металлу труб, где начинаются коррозионные процессы, связанные с разностью электродных потенциалов между металлом труб и самофлюсующегося сплава. Будет происходить коррозионное разрушение металла труб, так как величина значения стандартного электродного потенциала у него меньше, чем у самофлюсующего сплава. Во-вторых, сам процесс очень трудоемок и не позволяет получать стабильные результаты по защите от коррозии. В третьих, надежда на то, что оплавленный от тепла сварки самофлюсующийся сплав, растекаясь, перекроет сварной шов по всему периметру неповоротных сварных стыков трубопроводов, маловероятна, так как будет происходить стекание самофлюсующегося сплава с верхней части сварного шва трубопровода, то есть стык останется незащищенным от коррозии. Наплавка коррозионно-стойкой стали с толщиной и шириной не менее 2,5 мм решает в какой-то степени проблему защиты сварного шва от коррозии, но не решает проблему защиты околошовной зоны от коррозии. Также надо учесть, что самофлюсующийся сплав и коррозионно-стойкая сталь очень резко отличаются по химическому составу, что отрицательно влияет на защиту сварного шва и околошовной зоны соединения трубопровода от коррозии и, в особенности, при транспортировании в высокоминерализованных нефтепромысловых средах с содержанием сероводорода, кислорода, углекислого газа и т.п.
Наиболее близкими по сущности являются способы защиты от коррозии сварных швов и околошовной зоны соединений трубопроводов, где внутреннюю поверхность концов труб плакируют цилиндрическими оболочками из коррозионно-стойкой стали и соединяют трубы сваркой, сначала производят сварку концов облицовок электродами со стержнем из коррозионно-стойкой стали, а затем концов труб соответствующими электродами для металлов труб (пат. РФ 2103593 по заявке 95119761/06 от 21.11.95, опубл. 27.01.98, Бюл. 3; пат. РФ 2103594 по заявке 96111759/06 от 11.06.96, опубл. 27.01.98, Бюл. 3; пат. РФ 2104438 по заявке 96114198/6 от 10.07.96, опубл. 10.02.98, Бюл. 4; пат. РФ 2154221 по заявке 99115932/06 от 21.07.99, опубл. 10.08.2000, Бюл. 22).
Недостатками этих способов защиты от коррозии сварных швов и околошовной зоны соединений трубопровода является то, что многие коррозионно-стойкие стали подвержены питтинговой коррозии.
Задача изобретения - повышение зашиты от коррозии сварного шва и околошовной зоны соединения трубопровода.
Поставленная задача решается следующим образом. Способ защиты сварного шва и околошовной зоны соединения металлического трубопровода, включающий изоляцию от полости трубопровода внутренней поверхности концов труб в околошовной зоне цилиндрическими оболочками из коррозионно-стойкой стали и сварного шва труб коррозионно-стойким сварным швом цилиндрических оболочек из коррозионно-стойкой стали, в котором согласно изобретению цилиндрические оболочки из коррозионно-стойкой стали и их коррозионно-стойкий сварной шов изолируют от полости трубопровода цилиндрическими оболочками из углеродистой или низколегированной стали и их сварным швом, имеющим величину значения стандартного электродного потенциала, меньшую, чем у цилиндрических оболочек из коррозионно-стойкой стали и их сварного шва, но не превышающую у металла труб и их сварного шва.
Изоляция цилиндрической оболочки из коррозионно-стойкой стали и их коррозионно-стойкого сварного шва от полости трубопровода цилиндрическими оболочками из углеродистой или низколегированной стали и их сварным швом, имеющими величину значения стандартного электродного потенциала, меньшую, чем у цилиндрических оболочек из коррозионно-стойкой стали и их сварного шва, но не превышающую у металла труб и их сварного шва, позволяет защитить от коррозии сварной шов и околошовную зону соединения трубопровода, так как цилиндрические оболочки из углеродистой к низколегированной стали и их сварной шов служат протектором по отношению к цилиндрическим оболочкам из коррозионно-стойкой стали и их сварному шву при появлении отверстий в процессе эксплуатации трубопровода в теле цилиндрических оболочек из углеродистой или низколегированной стали или/и их в сварном шве. При этом расход углеродистой или низколегированной стали в цилиндрических оболочках и их сварном шве будет минимальным, так как их площадь контакта с транспортируемой по трубопроводу средой намного превышает площадь отверстий, через которые контактирует коррозионно-стойкая сталь цилиндрических оболочек или коррозионно-стойкий сварной шов. То есть цилиндрическая оболочка из коррозионно-стойкой стали и их сварной шов защищены от питтинговой коррозии. Цилиндрические оболочки из углеродистой или низколегированной стали и их сварной шов, имеющие величину значения стандартного электродного потенциала, не превышающую у металла труб и их сварного шва, позволяют последние защитить от коррозии до полного расхода первых в качестве протектора, если даже образуется отверстие в цилиндрических оболочках из коррозионно-стойкой стали или в их коррозионно-стойком сварном шве.
На чертеже представлено продольное сечение соединения металлического трубопровода.
Способ осуществляют следующим образом. На внутреннюю поверхность концов металлических труб 1 устанавливают цилиндрические оболочки 2 из коррозионно-стойкой стали, наносят внутреннее покрытие 3 на внутреннюю поверхность металлических труб 1 и внутренних концов цилиндрических оболочек 2 из коррозионно-стойкой стали, затем устанавливают цилиндрические оболочки 4 из углеродистой или низколегированной стали, соединяют металлические трубы 1 с установленными цилиндрическими оболочками 2 и 4 и соединяют сваркой сварным швом 5. Сварку осуществляют в следующей последовательности: а) соединяют концы цилиндрических оболочек 4 из углеродистой или низколегированной стали сваркой электродами марки УОНИ 13/55; б) продолжают соединение концов цилиндрических оболочек 2 из коррозионно-стойкой стали 2 сваркой электродами марки ОЗЛ-6; в) соединяют концы металлических труб 1 сваркой электродами марки УОНИ 13/45 или УОНИ 13/55 в зависимости от химического состава металла труб 1.
В результате получается трехслойный сварной шов 5, где сварной шов металлических труб 1 заизолирован коррозионно-стойким сварным швом цилиндрических оболочек 2 из коррозионно-стойкой стали, а та в свою очередь заизолирована сварным швом цилиндрических оболочек 4 из углеродистой или низколегированной стали.
Такой способ позволяет надежно защитить сварной шов и околошовную зону соединений трубопровода от коррозии.
Используемая литература
1. Патент РФ 2004626, кл. 5 С 23 F 13/06. Способ защиты от коррозии зоны сварного соединения трубопровода. /Мазель А. Г. , Глазов Н. П. и др. - 4865263/29. Заявлено 30.07.90, опубликовано 15.12.93, Бюл. 45-46.
2. Патент РФ 2105921, кл. 6 F 16 L 58/04. Труба с внутренним покрытием и способ ее изготовления. /Рябов В.М. и др. - 96107664/06. Заявлено 18.04.96 г., опубликовано 27.02.98, Бюл. 6.
3. Патент РФ 2088834, кл. 6 F 16 L 58/00. Способ выполнения сварного соединения металлических изделий с защитным покрытием. /Просвирова С.К. и др. - 94023011/06. Заявлено 15.06.94, опубликовано 27.08.97, Бюл. 24.
4. Патент РФ 2103593, 6 F 16 L 58/02. Способ соединения труб с внутренним антикоррозионным покрытием. /Войнов А.К. и др. - 95119761/06. Заявлено 21.11.95, опубл. 27.01.98, Бюл. 3.
5. Патент РФ 2103594, 6 F 16 L 58/02. Способ соединения труб с внутренним антикоррозионным покрытием. /Войнов А.К. и др. - 96111759/06. Заявлено 11.06.96, опубл. 27.01.98, Бюл. 3.
6. Патент РФ 2104438, 6 F 16 L 13/02. Способ соединения эмалированных труб. /Стеклов О. И. , Кармазинов Н. П. , Сюй Ш. - 96114198/6. Заявлено 10.07.96, опубл. 10.02.98, Бюл. 4.
7. Патент РФ 2154221, 6 F 16 L 13/02. Способ соединения металлических труб с внутренним антикоррозионным покрытием. /Айдуганов В.М., Чахеев С.Л. и др. - 99115932/06. Заявлено 21.07.99, опубл. 10.08.2000, Бюл. 22.
Изобретение относится к трубопроводной арматуре. Способ защиты от коррозии сварного шва и околошовной зоны соединения металлического трубопровода включает изоляцию от полости трубопровода внутренней поверхности концов труб в околошовной зоне цилиндрическими оболочками из коррозионно-стойкой стали и сварного шва труб коррозионно-стойким сварным швом цилиндрических оболочек из коррозионно-стойкой стали. Цилиндрические оболочки из коррозионно-стойкой стали и их коррозионно-стойкий сварной шов изолируют от полости трубопровода цилиндрическими оболочками из углеродистой или низколегированной стали и их сварным швом. Цилиндрические оболочки из углеродистой или низколегированной стали и их сварной шов имеют величину значения стандартного электродного потенциала, меньшую, чем у цилиндрических оболочек из коррозионно-стойкой стали и их сварного шва, но не превышающую у металла труб и их сварного шва. Изобретение позволяет повысить защиту от коррозии сварного шва и околошовной зоны соединения трубопровода. 1 ил.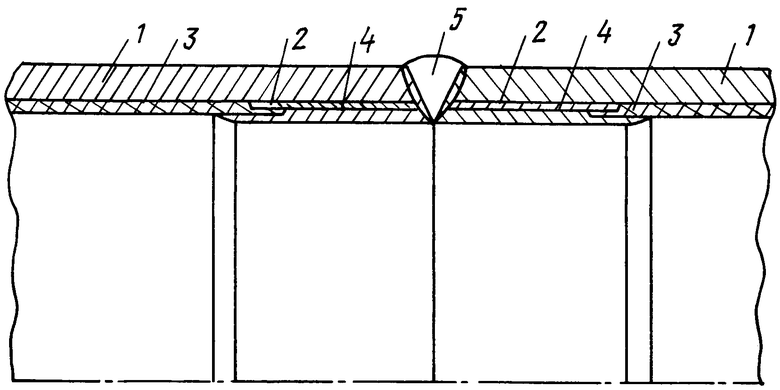
Способ защиты от коррозии сварного шва и околошовной зоны соединения металлического трубопровода, включающий изоляцию от полости трубопровода внутренней поверхности концов труб в околошовной зоне цилиндрическими оболочками из коррозионно-стойкой стали и сварного шва труб коррозионно-стойким сварным швом цилиндрических оболочек из коррозионно-стойкой стали, отличающийся тем, что цилиндрические оболочки из коррозионно-стойкой стали и их коррозионно-стойкий сварной шов изолируют от полости трубопровода цилиндрическими оболочками из углеродистой или низколегированной стали и их сварным швом, имеющими величину значения стандартного электродного потенциала меньшую, чем у цилиндрических оболочек из коррозионно-стойкой стали и их сварного шва, но не превышающую у металла труб и их сварного шва.
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1999 |
|
RU2154221C1 |
| БИБЛИОТЕКА | 0 |
|
SU372403A1 |
| US 4611833 А, 16.09.1986 | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
