Изобретение относится к металлургии, к области электротермической техники, а именно к способам ведения плавки в плазменно-дуговых печах постоянного тока.
Известен способ плавки стали в плазменно-дуговой печи с керамическим тиглем, питаемой постоянным током, при одном, реже нескольких вертикально расположенных в своде печи плазмотронах. Особенностью электрического режима работы таких печей является работа на длинных дугах 1,5-2,0 м, для введения максимальной мощности дуг и обеспечения наибольшей производительности печи. (Никольский Л.Е., Смоляренко В.Д., Кузнецов Л.Н. Тепловая работа дуговых сталеплавильных печей. - М.: Металлургия, 1981, - стр.10-13, стр.19-31).
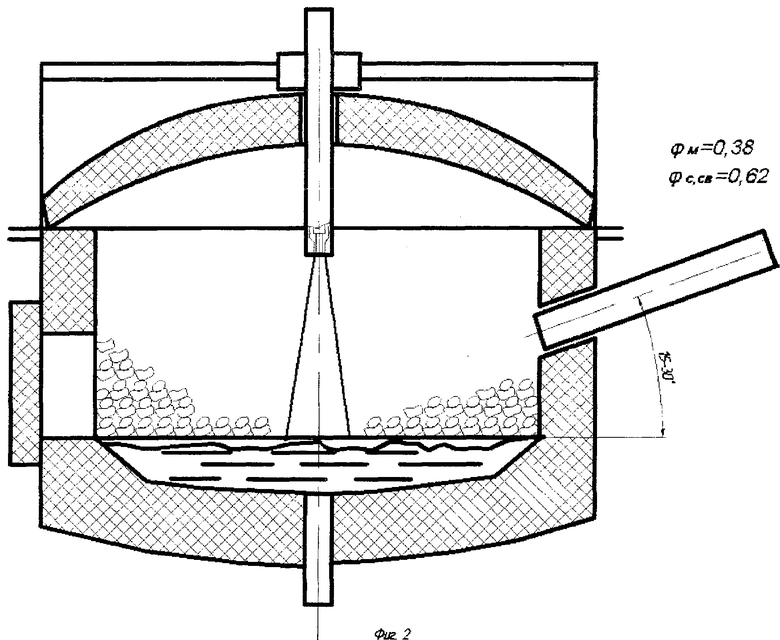
Лишь в самом начальном периоде плавки дуги, проплавляя колодцы, частично экранируются твердой шихтой. Значительную часть времени, даже в период расплавления, дуги плазматронов горят открыто, излучая энергию на футеровку. Поэтому основная часть теплоты в таких печах передается от дуг металлу не непосредственно, a путем отражения и вторичного излучения от футеровки, что приводит к перегреву футеровки. И именно перегрев футеровки ограничивает допустимую мощность, вводимую в печь.
Прототипом изобретения является способ плавки стали в плазменно-дуговой печи с керамическим тиглем. Плавку ведут постоянным током, при наклонном расположении трех или четырех плазмотронов, установленных в стенах печи под углом в 40-55° к ванне металла, для исключения электродинамического взаимодействия дуг. Особенностью электрического режима работы таких печей является работа на коротких дугах до 0,5 м, для ограничения перегрева футеровки печи вблизи мест ввода плазмотронов. Ограничение длины дуг в таких печах, необходимое для ограничения перегрева футеровки печи вблизи мест ввода плазмотронов компенсируется количеством плазмотронов для увеличения вводимой мощности в печь, (Бортничук Н.И., Крутянский М.М. Плазменно-дуговые плавильные печи. - М.: Энергоиздат, 1981 г., стр.87-93).
Недостатком этих печей является нестабильность горения дуг в начальный период расплавления твердой шихты, из-за ее обвалов, так как проплавление шихты происходит несколькими наклонными колодцами, что вызывает колебания напряжения и повышенный шум.
В основу настоящего изобретения была положена задача разработки способа плавки стали, обеспечивающего повышение производительности и уменьшение удельного расхода электроэнергии и времени плавки.
Техническим результатом изобретения является увеличение излучения дуги на металл и снижение на стены и свод печи.
Решение поставленной задачи и указанный технический результат достигаются тем, что способ плавки стали в плазменно-дуговой печи характеризуется плавлением шихты на постоянном токе вертикальным плазмотроном, расположенным в своде печи, а после расплавления шихты дальнейшую плавку осуществляют на постоянном токе наклонным плазмотроном, расположенным в стене печи под углом 15-30° к ванне металла, при этом во все периоды плавки отношение длины дуги к диаметру ванны составляет 0,7-0,85.
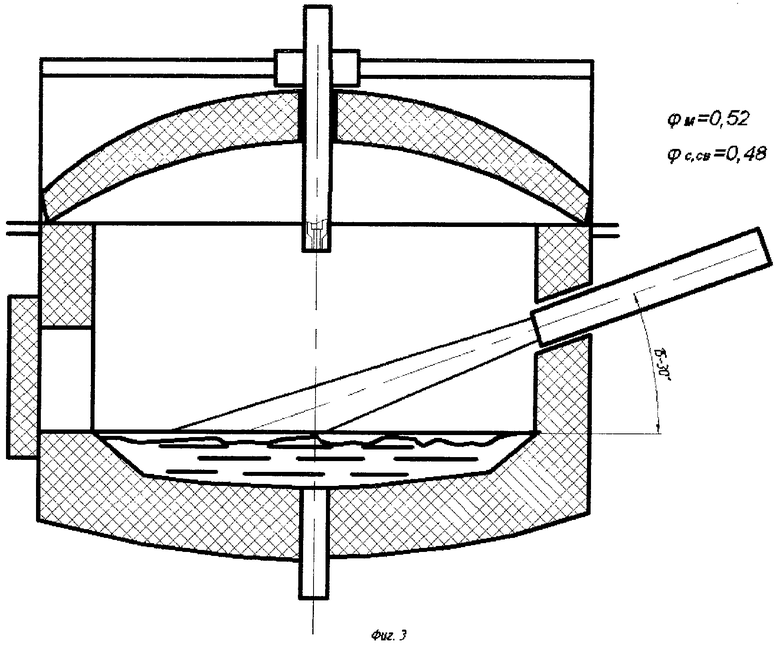
Первоначальное ведение плавки на постоянном токе вертикальным плазмотроном, расположенным в своде печи, обеспечивает устойчивое положение шихты, равномерность ее нагрева, в результате чего шихта оседает, не теряя своей естественной устойчивости, что, в свою очередь, приводит к стабильности горения дуги и к стабильности электрического режима работы печи. Угловой коэффициент излучения (УКИ) вертикальной дуги на металл, в период расплавления шихты снижается с 0,93 в начале плавки до 0,38 к окончанию расплавления шихты. Дальнейшее ведение плавки осуществляют на постоянном токе наклонным плазмотроном, расположенным в стене печи под углом 15-30° к ванне металла, при этом во все периоды плавки отношение длины дуги к диаметру ванны составляет 0,7-0,85, увеличивает коэффициент излучения дуги на ванну металла до 0,52, что приводит к большей скорости нагрева металла, повышению производительности печи и, как следствие, к сокращению удельного расхода электроэнергии. При угле наклона плазмотрона больше 30° энергия большей частью будет расходоваться на нагрев стен и свода печи, а уменьшение угла наклона плазмотрона меньше 15° приводит к чрезмерному нагреву активной поверхности плазмотрона. Длина дуги при вертикальном расположении плазмотрона определяется необходимой вводимой мощностью. Длина дуги при наклонном положении плазмотрона определяется углом наклона дуги плазмотрона и величиной отношения длины дуги к диаметру ванны, которое составляет 0,7-0,85.
Способ плавки стали в плазменно-дуговой печи иллюстрируется на следующих чертежах, где на фиг.1 показано расплавление шихты с использованием дуги вертикально расположенного в своде печи плазмотрона; на фиг.2 - окончание периода расплавления шихты с использованием дуги вертикально расположенного в своде печи плазмотрона; на фиг.3 - жидкие периоды плавки с использованием дуги наклоненного под углом в 15-30° к ванне металла плазмотрона, расположенного в стене печи.
Предлагаемый способ может быть реализован следующим образом. Прорезку колодца в шихте, а также весь период расплавления шихты вели на постоянном токе (расчеты проводились для плазменно-дуговой печи типа ПСП-30: сила тока IД = 10 кА; выпрямленное напряжение UИ.П. = 825 В; напряжение плазмотрона UД = 600 В; мощность на каждой дуге РД = 10×600 = 6000 кВт; расчетная длина дуги при градиенте напряжения столба дуги gradU = 0,27 В/мм составляет IД = 600/0,27 = 2200 мм) дугой вертикально расположенного в своде печи плазмотрона, что обеспечивает устойчивое положение шихты, равномерность ее нагрева. В результате чего шихта оседает, не теряя своей естественной устойчивости, что, в свою очередь, приводит к стабильности горения дуги и к стабильности электрического режима работы печи. В результате оседания шихты и уменьшения высоты колодца под прямое излучение дуги попадает свод и открытая, свободная от шихты, часть стен. Коэффициент излучения на ванну металла, т.е. доля мощности дуги, приходящаяся на поверхность ванны металла, уменьшается с 0,93 до 0,38, а коэффициент излучения на поверхность стен и свода увеличивается с 0,07 до 0,62. После того как произошло расплавление шихты, вертикально расположенный в своде печи плазмотрон отключали и продолжали плавку на постоянном токе наклоненным плазмотроном, расположенным в стене печи под углом в 15-30° к ванне металла. Ведение плавки осуществляли при той же мощности, что и вертикально расположенным плазмотроном, при этом отношение длины дуги к диаметру ванны составляет 0,7-0,85. Коэффициент излучения дуги на ванну металла, наклоненного под углом плазмотрона, расположенного в стене печи, увеличивается до 0,52, что приводит к большей скорости нагрева металла, к повышению производительности печи и, как следствие, к сокращению удельного расхода электроэнергии. При рекомендуемом пространственном положении дуги внутри рабочего пространства печи величина среднего суммарного УКИ составляет 0,52. Для сравнения при той же длине дуги, но вертикальном расположении по центру плавильного пространства печи величина среднего суммарного УКИ составляет 0,38. Как следствие, КПД дуги повышается на 12%, а удельный расход электроэнергии сокращается не менее чем на 7...8%. Чем ближе расположение плазменной дуги к ванне металла, тем больше угловой коэффициент на ванну металла и тем выше КПД дуги. Однако приближение плазмотрона к поверхности ванны металла приводит к чрезмерному нагреву активной поверхности плазмотрона и увеличению вероятности разрушения плазмотрона за счет попадания брызг и паров расплавляемого металла. Поэтому наклонять плазменную дугу на угол, меньший 15°, к ванне металла нецелесообразно.
Данный способ плавки в плазменно-дуговой печи характеризуется ведением плавки на постоянном токе первоначально вертикальным плазмотроном, расположенным в своде печи, а после расплавления шихты в жидкие периоды плавки на постоянном токе наклонным плазмотроном, расположенным в стене печи под углом 15-30° к ванне металла, при этом отношение длины дуги к диаметру ванны во все периоды плавки составляет 0,7-0,85.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАЗМЕННО-ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА | 2010 |
|
RU2415359C1 |
| ПЛАЗМЕННО-ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ | 2015 |
|
RU2585897C1 |
| ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА | 2009 |
|
RU2410444C1 |
| Дуговая печь постоянного тока | 1989 |
|
SU1770419A1 |
| ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА | 2012 |
|
RU2516896C1 |
| Способ плавки стали в дуговой сталеплавильной печи трехфазного тока | 2019 |
|
RU2719811C1 |
| ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА | 2001 |
|
RU2190815C1 |
| Способ плавки стали в дуговой сталеплавильной печи трехфазного тока фасоннолитейного цеха | 2020 |
|
RU2767318C1 |
| Способ внепечной обработки стали | 1990 |
|
SU1812221A1 |
| СПОСОБ ПЛАВКИ СТАЛИ В ДУГОВОЙ ПЕЧИ | 1996 |
|
RU2105819C1 |
Изобретение относится к черной металлургии, в частности к плавке стали в плазменно-дуговых печах постоянного тока. Способ включает плавление шихты на постоянном токе вертикальным плазмотроном, расположенным в своде печи. После расплавления шихты дальнейшую плавку осуществляют на постоянном токе наклонным плазмотроном, расположенным в стене печи, под углом 15-30° к ванне металла. Во все периоды плавки отношение длины дуги к диаметру ванны составляет 0,7-0,85. Использование изобретения позволяет увеличить излучение дуги на металл и снизить излучение на стены и свод печи. 3 ил.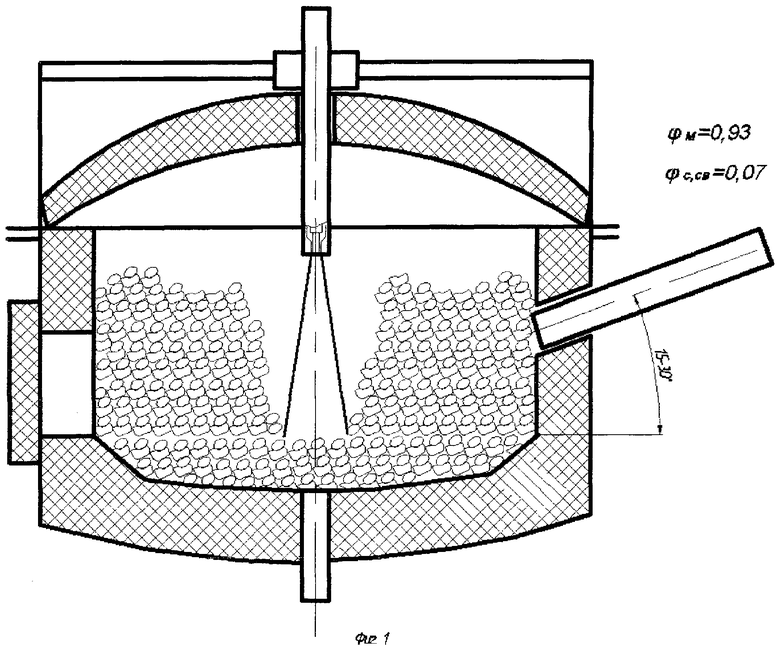
Способ плавки стали в плазменно-дуговой печи, включающий плавление шихты на постоянном токе вертикально установленным плазмотроном, расположенным в своде печи, отличающийся тем, что после расплавления шихты дальнейшую плавку осуществляют на постоянном токе наклонно установленным плазмотроном, расположенным в стене печи под углом 15-30° к ванне металла, при этом во все периоды плавки отношение длины дуги к диаметру ванны составляет 0,7-0,85.
| БОРТНИЧУК Н.И | |||
| и др | |||
| Плазменно-дуговые плавильные печи | |||
| - М.: Энергоиздат, 1981 г., с.87-93 | |||
| Плазменно-дуговая печь для карботермического восстановления руд | 1965 |
|
SU213066A1 |
| Способ работы камеры сгорания для газовой турбины | 1948 |
|
SU75166A1 |
| US 4112246 A, 20.10.1976 | |||
| СПОСОБ ПЛАВКИ МЕТАЛЛА В ДУГОВОЙ ПЕЧИ ПОСТОЯННОГО ТОКА | 1996 |
|
RU2109073C1 |

