Изобретение относится к области строительства, а именно к технологии и конструкции опалубки, используемой для изготовления бетонных модулей, например трансформаторных кабин, гаражей.
Известен способ изготовления монолитных бетонных модулей и устройство для его осуществления, принятые в качестве ближайших аналогов изобретения (US №5090884, 1992).
Известный способ включает монтаж щитов внутренней и внешней опалубок по размеру изготавливаемого модуля, установку арматуры между внутренней и внешней опалубками, заливку бетонной смеси в пространство между внутренней и внешней опалубками, уплотнение бетонной смеси путем вибрации и последующее ее выдерживание до затвердевания.
Известное устройство содержит основание, на котором в форме прямоугольников при виде в плане установлены на расстоянии друг от друга внутренние и внешние щиты опалубки.
В качестве недостатков известных способа изготовления монолитных бетонных модулей и устройства для его осуществления можно отметить отсутствие в известных решениях возможности изготовления модулей различных размеров.
Технический результат, на достижение которого направлено изобретение, заключается в обеспечении возможности изготовления бетонных модулей различных размеров.
Указанный технический результат в части, относящейся к способу, достигается тем, что в способе изготовления монолитных железобетонных модулей, включающем монтаж щитов внутренней и внешней опалубок по размеру изготавливаемого модуля, установку арматуры между внутренней и внешней опалубками, заливку бетонной смеси в пространство между внутренней и внешней опалубками, уплотнение бетонной смеси путем вибрации и последующее ее выдерживание до затвердевания, демонтаж опалубки и съем готового модуля, в зависимости от заданных размеров модуля осуществляют сборку внутренних щитов опалубки из четырех угловых секций и необходимого набора удлинительных щитов путем их соединения между собой и с основанием, осуществляют сборку двух внешних поперечных щитов опалубки из основных щитов и необходимого набора удлинительных щитов, после чего внешние продольные и поперечные щиты опалубки перемещают в направлении к внутренним щитам опалубки на толщину стенки модуля и соединяют с основанием, затем осуществляют соединение внешних и внутренних щитов опалубки в их верхней части по периметру.
Указанный технический результат в части, относящейся к устройству, достигается тем, что в опалубке для изготовления монолитных железобетонных модулей, содержащей основание, на котором в форме прямоугольников при виде в плане установлены на расстоянии друг от друга внутренние и внешние щиты опалубки, внутренние щиты опалубки выполнены с возможностью изменения их длины с определенным шагом, а внешние щиты опалубки выполнены подвижными с возможностью перемещения в направлении к внутренним щитам опалубки, при этом два оппозитно расположенных внешних поперечных щита выполнены с возможностью изменения их длины, а два других оппозитно расположенных внешних продольных щитов выполнены фиксированной длины.
Внутренние щиты опалубки могут быть выполнены сборно-разборными с возможностью ограниченного перемещения путем расклинивания и включают четыре угловых секции и набор удлинительных щитов, выполненных с возможностью соединения между собой и с угловыми секциями в случае необходимости.
Два оппозитно расположенных внешних поперечных щита опалубки могут выполнены сборно-разборными, при этом каждый из них включает основной щит и набор удлинительных щитов, выполненных с возможностью соединения между собой и с основными щитами в случае необходимости.
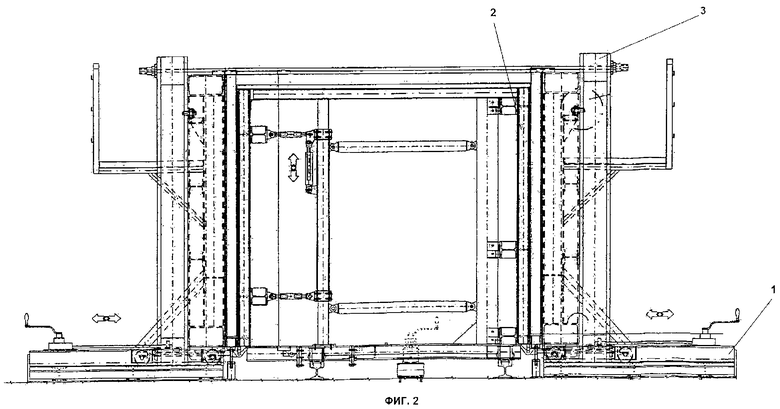
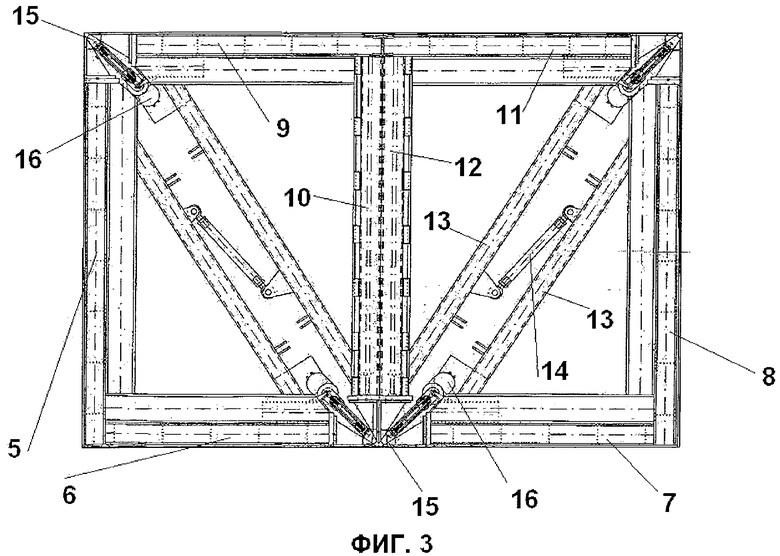
Изобретение поясняется чертежами, где на фиг.1 изображен общий вид опалубки при виде сверху; на фиг.2 - общий вид опалубки при виде сбоку; на фиг.3 - общий вид внутренних щитов опалубки при виде сверху.
Опалубка для изготовления монолитных железобетонных модулей содержит основание 1, на котором в форме прямоугольников при виде в плане установлены внутренние 2 и внешние продольные 3 поперечные 4 щиты опалубки. Внутренние 2 и внешние продольные 3 и поперечные 4 щиты установлены на расстоянии друг от друга, определяющем толщину изготавливаемого железобетонного модуля. Каркасы и палуба всех щитов опалубки выполнены соответственно из стальных профилей и листов.
Внутренние щиты 2 опалубки включают четыре угловые секции, внешняя поверхность которых образует палубу. Две угловые секции образованы двумя щитами, соответственно 5, 6 и 7, 8, жестко соединенными между собой под прямым углом. Две другие угловые секции образованы соответственно щитом 9 и каркасной конструкцией 10, жестко соединенными между собой под прямым углом, и щитом 11 и каркасной конструкцией 12, также соединенными между собой под прямым углом. Щиты 5 и 6, 7 и 8, щит 9 и каркасная конструкция 10, щит 11 и каркасная конструкция 12 соединены между собой раскосами 13, которые в свою очередь соединены между собой тягами 14. Угловые секции, образованные щитами 5,6 и щитом 9 и каркасной конструкцией 10 по углам, расположенным по диагонали, образованного ими прямоугольника, расклинены клиньями 15, приводимыми в движение гидроцилиндрами 16. Для изменения длины внутренних щитов служат удлинительные щиты 20 прямоугольной формы в плане, которые соединяются между собой и с внутренними щитами.
Все внешние щиты опалубки - внешние продольные 3 и внешние поперечные 4 выполнены подвижными с возможностью перемещения в направлении к внутренним щитам 2 опалубки, например, по рельсам 17. Внешние поперечные щиты 4 выполнены с возможностью изменения их длины путем соединения с удлинительными щитами прямоугольной формы в плане, а внешние продольные щиты 3 выполнены фиксированной длины. На внутренней стороне продольных щитов 3 расположены клиновидные фиксаторы 18, взаимодействующие с ответными им фиксаторами на торцах поперечных щитов 4. На внешней стороне внешних щитов 3 и 4 опалубки устанавливаются вибраторы 19.
Заявленный способ изготовления монолитных железобетонных модулей реализуется при работе устройства, заключающейся в следующем.
В зависимости от размеров изготавливаемого железобетонного модуля осуществляют сборку внутренних 2 и внешних 3 и 4 щитов опалубки. Модуль минимального размера изготавливается с использованием внутренних щитов 2, образованных только описанными выше угловыми секциями (представлено на фиг.3), и внешних поперечных щитов 4 наименьшего размера, т.е. без использования удлинительных щитов. При изготовлении модулей увеличенных размеров используют удлинительные щиты. Для увеличения длины модуля удлинительные щиты устанавливают между 6 и 7 и щитами 9 и 11, а внешние поперечные щиты 4 посредством фиксаторов 18 устанавливают в требуем положении относительно внешних продольных щитов 3. Для увеличения ширины модуля удлинительные щиты устанавливают между щитами 5 и 9 и щитами 8 и 11, а также наращивают длину внешних поперечных щитов 4. Удлинительные модули для всех щитов опалубки имеют одинаковые размеры, что позволяет быстро изменять требуемые размеры изготавливаемого модуля.
По завершении процесса сборки всех щитов опалубки внешние щиты 3 и 4 подкатывают к внутренним щитам по рельсам 17. Внутренние щиты опалубки расклинивают клиньями 15. После того, как внешние и внутренние щиты опалубки установлены в соответствии с заданными размерами модуля, осуществляют соединение всех щитов с основанием 1 и между собой по периметру в верхней части щитов. Затем в пространство между щитами - внутренними и внешними щитами опалубки закладывают арматуру и заливают бетон, после чего осуществляют уплотнение бетонной смеси посредством вибраторов 19 и ее выдерживание до затвердевания и приобретения необходимой прочности.
Эксплуатационные отверстия в стенах, а также в полу изготавливаемого модуля (окна, люки) изготавливаются путем закладки в требуемых местах проставок, закрепляемых на внутренней поверхности внешних щитов.
Демонтаж опалубки начинают с откатывания внешних щитов, затем выдвигают клинья 15 между внутренними щитами и они под действием пружин возвращаются в исходное положение. По завершении демонтажа опалубки готовый модуль поднимают кран-балкой и перемещают к кантователю.
Изобретение относится к области строительства. Способ изготовления монолитных железобетонных модулей включает монтаж щитов внутренней и внешней опалубок по размеру изготавливаемого модуля, установку арматуры между внутренней и внешней опалубками, заливку бетонной смеси в пространство между внутренней и внешней опалубками, уплотнение бетонной смеси путем вибрации и последующее ее выдерживание до затвердевания, демонтаж опалубки и съем готового модуля. При этом в зависимости от заданных размеров модуля осуществляют сборку внутренних щитов опалубки. Опалубка для изготовления монолитных железобетонных модулей содержит основание, на котором в форме прямоугольников при виде в плане установлены на расстоянии друг от друга внутренние и внешние щиты опалубки. При этом внутренние щиты опалубки включают четыре угловых секции, внешняя поверхность которых образует палубу, и выполнены с возможностью изменения их длины с определенным шагом, а внешние щиты опалубки выполнены подвижными. Технический результат заключается в повышении производительности за счет возможности изготовления бетонных модулей различных размеров. 2 н. и 2 з.п. ф-лы, 3 ил.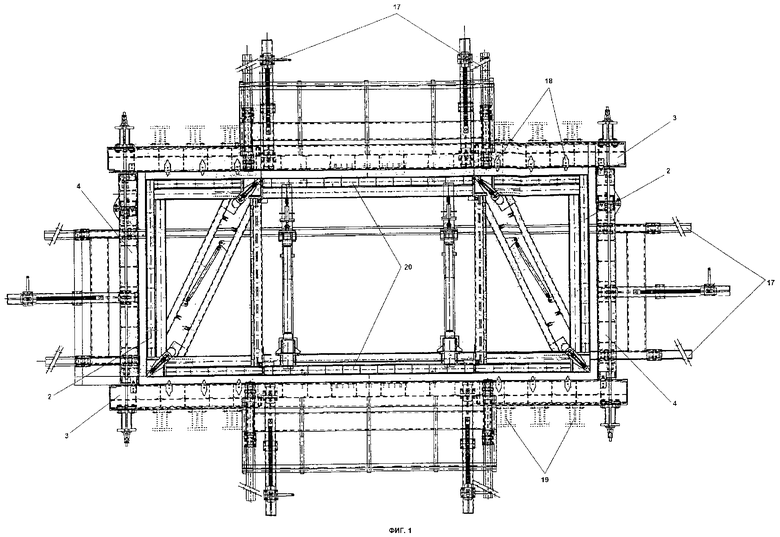
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ СТРОИТЕЛЬНЫХ ЭЛЕМЕНТОВ | 0 |
|
SU336860A1 |
| Капустоуборочная машина | 1931 |
|
SU28368A1 |
| Блочная опалубка | 1978 |
|
SU808649A1 |
| ОПАЛУБКА | 1994 |
|
RU2091547C1 |
| Объемно-блочная опалубка | 1977 |
|
SU681173A1 |
| Способ возведения в опалубке монолитных железобетонных конструкций | 1973 |
|
SU709372A1 |
| Способ возведения вертикальных конструкций в подвижной опалубке | 1979 |
|
SU896221A1 |
| US 5090884 А, 25.02.1992. | |||

