Изобретение касается электрода для дуговой электропечи, в которой проводятся металлургические процессы плавления и/или обработки, при этом электрод содержит в себе токопроводящий стержень. Кроме того, изобретение касается способа установки токоподводящего электрода в дуговой электропечи, в частности дуговой восстановительной печи, которая включает в себя нижнюю часть печи для приема расплава и верхнюю часть, при этом электрод вводится через отверстие в верхней части печи во внутреннее пространство печи.
Как известно, в дуговой электропечи энергия, необходимая для проходящих в печи металлургических процессов, вводится в виде электрической энергии через электроды. Дуговые электропечи применяются, например, в процессах рециклинга, в частности для расплавления стального лома. При некоторых известных способах электроды частично погружаются в расплав, возникающий в процессе или заранее внесенный для проведения процесса. Обычно для передачи электрического тока применяются углеродные или графитовые электроды.
Из заявки DE 36 03 948 A1 известна дуговая восстановительная печь. Для уменьшения воздействия на электроды, которые в свободном пространстве печи между сводом и шлаковой ванной подвергаются воздействию агрессивной атмосферы печи, что приводит к значительному радиальному выгоранию электродов, в данной заявке предусмотрены защитные экраны в печи, которые отстоят от электродов и параллельны им, выступают во внутреннее пространство печи и экранируют электроды от кислородсодержащей или пыльсодержащей атмосферы печи.
Также известны электроды со стержнем, который вдоль своей боковой поверхности для уменьшения окисления печной атмосферой снабжен тончайшими защитными слоями. Подобные защитные слои служат только защитой от окисления и не противостоят воздействию химически экстремально агрессивных расплавов, например специальных расплавов, которые продуваются хлором. Также нежелательно для определенных специальных плавок, чтобы углерод из электродов переходил в расплав.
В основе изобретения лежит поэтому задача дальнейшего усовершенствования электрода таким образом, чтобы он мог быть применен в химически агрессивных расплавах или расплавах, которые становятся неполноценными из-за углерода электродов.
Эта задача решается с помощью электрода с признаками п. 1 формулы изобретения, а также посредством способа, описанного в п. 14 формулы изобретения. Преимущественные усовершенствования описаны в зависимых пунктах формулы изобретения.
Согласно изобретению предложено, чтобы стержень электрода имел защитный кожух, изготовленный из электропроводящего и нейтрального по отношению к расплаву и шлаку материала, также и на направленном к днищу печи конце стержня электрода или вершине электрода, и что защитный кожух, по меньшей мере, полностью окружает область электрода, находящуюся в контакте со шлаком или с расплавом, уменьшая тем самым контакт стержня электрода со шлаком и расплавом.
Защитный кожух нейтрально относится к расплаву и/или шлаку или еще не расплавленному материалу на протяжении всего процесса. На основании этого свойства, а также из-за того, что днище электрода полностью закрыто от расплавленной ванны, электрод не разъедается даже в химически агрессивных средах, при этом углерод из электрода не может переходить в расплав. Таким образом, получается электрод с очень низким износом, а также высокой износостойкостью, при этом в случае необходимости можно отказаться от дополнительного оборудования. Кроме того, эти электроды могут применяться для таких расплавов, которые не должны вступать в контакт с углеродом.
Защитный кожух может быть расположен на стержне электрода в виде защитного колпака, предпочтительно нейтральный к процессу защитный кожух проходит по области электрода, подвергающейся воздействию печной атмосферы. Затем защитный кожух выполнен в виде полного покрытия боковой поверхности электрода и днища электрода и защищает стержень электрода по всей его длине.
Согласно первому варианту выполнения защитный кожух находится непосредственно на стержне электрода, например материал защитного кожуха непосредственно напыляется. В таком случае материалы защитного кожуха должны иметь практически соответствующий одному из материалов стержня электрода коэффициент теплового расширения, чтобы избежать температурных перепадов по электроду при его использовании и собственных напряжений, и предотвратить то, чтобы защитный кожух, выполненный в виде покрытия, откалывался от стержня электрода.
Согласно особенно предпочтительному варианту выполнения защитный кожух представляет собой тиглеобразную приемную область, в которую может вставляться стержень электрода. Так получается прочный и герметичный защитный кожух для стержня электрода. При этом существует несколько альтернатив. Во-первых, защитный кожух может отдельно крепиться в дуговой печи, а затем стержень электрода может вводиться в тиглеобразную приемную область. Во-вторых, защитный кожух и стержень электрода могут соединяться вне печи, предпочтительно вблизи печи, и затем в виде единого узла вводиться в печь. Здесь также защитный кожух и сердечник электрода могут образовывать разъемный узел, например, посредством болтового соединения. Они могут также соединяться неразъемно посредством прессовой посадки. Для прессовой посадки рекомендуется стержень электрода и тиглеобразную приемную область выполнять конусообразными, чтобы стержень электрода в тиглеобразную приемную область можно было запрессовать плотным прессованием.
Предпочтительно защитный кожух состоит из технической керамики с хорошей электропроводимостью. Могут найти применение например SiSiC (карбид кремния с инфильтрированным кремнием), смешанные керамики на основе Al2О3, TiC или TiN. Например, известны также технические керамики, которые при температуре примерно 1000°С имеют электрическое сопротивление, которое составляет только 1% от величины сопротивления при комнатной температуре.
Как альтернатива технической керамике могут применяться синтетические, теплостойкие и электропроводные материалы.
Толщина защитного кожуха зависит от размеров электродов и необходимой производительности. Из механических соображений толщина защитного кожуха не должна составлять менее 2 мм.
Чтобы скомпенсировать различные коэффициенты теплового расширения материала стержня электрода и материала защитного кожуха, нужно между стержнем электрода и защитным кожухом расположить буферную среду. В зависимости от глубины погружения электрода в ванну расплава за счет подвода тепла стержень электрода и защитный кожух растягиваются различно относительно своей длины. Промежуточная или буферная среда должна обладать такими свойствами, чтобы иметь возможность компенсировать изменяющиеся расстояния между стержнем электрода и защитным кожухом или заполнять различные объемные профили.
Предпочтительно оставить между стержнем электрода и защитным кожухом промежуточную полость, которая заполняется такой электропроводящей средой. Среда предпочтительно должна быть сыпучей, например в виде порошка или в форме шариков, в более широком смысле в гранулированном состоянии. Примерами такого мелкозернистого материала являются графит или металлическая стружка. Также в качестве промежуточной среды в промежуточное пространство может непосредственно заливаться жидкость. Также предпочтительно, чтобы в промежуточный зазор вводилась металлизованная текстильная ткань или металлическая ткань, которая образует токопроводящее соединение между стержнем и кожухом и работает как буферный слой.
Поскольку среда в зазор вводится не в жидком состоянии, рекомендуется предусмотреть действующий в промежуточном пространстве нагревательный элемент, предпочтительнее SiC-нагревательный элемент. Твердая, мелкозернистая сыпучая среда с низкой температурой плавления переходит в жидкое состояние за счет подвода тепла незадолго до начала или во время процесса, таким образом в промежуточном пространстве не остается никаких полостей, препятствующих прохождению тока.
За счет отдельного защитного кожуха и/или буферной среды компенсируется различающееся тепловое расширение, и толщина защитного кожуха в этом случае не ограничивается определенной величиной.
Электроды могут иметь стержни из углерода, в частности из графита, а также стержень из металлического материала. Это рекомендуется, в частности, для расплавов, которые ни в коем случае не должны смешиваться с углеродом. В случае, если стержень электрода состоит из металлического материала, он должен иметь каналы для охлаждения, через которые проходит поток жидкой или газообразной охлаждающей среды. Это ведет к увеличению срока службы стержня. Также это имеет дополнительное преимущество, что защитный кожух охлаждается косвенно, что уменьшает его износ.
Электроды согласно изобретению могут применяться во всех конструкциях дуговых печей. Они могут использоваться как в печах на переменном токе, так и в печах на постоянном токе. Предпочтительно применение таких электродов в восстановительных дуговых печах, область применения которых может расширяться на химико-физические процессы специальной металлургии. Они могут также найти применение, в частности, в расплавах, которые являются химически очень агрессивными.
Дальнейшие детали и преимущества изобретения вытекают из зависимых пунктов формулы изобретения и из следующего далее описания, в котором объяснены примеры выполнения изобретения, приведенные на чертежах и способ согласно изобретению. При этом как приведенные выше комбинации признаков, так и признаки сами по себе или в других комбинациях являются существенными для изобретения. Показаны:
фиг. 1 - схематично в разрезе плавильная печь с двумя электродами в различных формах исполнения;
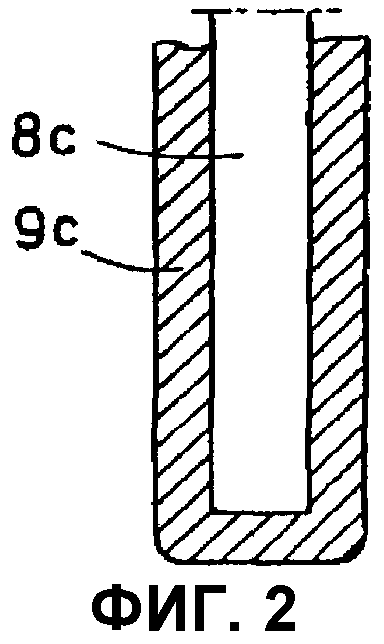
фиг. 2 - схематично в разрезе стержень электрода с непосредственно или прямо нанесенным путем наплавления или напыления защитным кожухом;
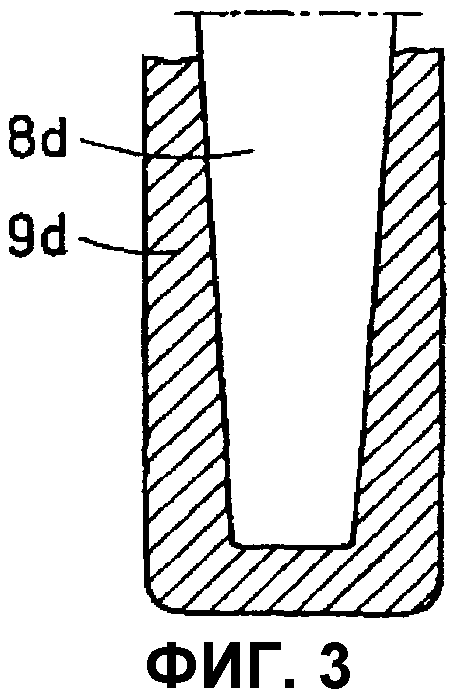
фиг. 3 - схематично в разрезе узел из стержня электрода и защитного кожуха, соединенный путем прессовой посадки.
Фиг. 1 показывает дуговую электропечь 1, например дуговую восстановительную печь, с нижней частью 2 печи и верхней частью 3 печи, выполненной в форме свода, в которую введены два токопроводящих электрода 4, 5. Печь 1 снабжена огнеупорной футеровкой и/или охлаждающими элементами (не показаны), такими как поточный водоохладитель. Если для соответствующих металлургических плавильных процессов и/или процессов обработки требуется закрытое выполнение печи, то, как здесь показано, электроды 4, 5 вводятся через отверстия 6, 7 свода газонепроницаемо.
Электроды 4,5 идентичны в том, что они имеют стержень 8а,b электрода, защитный кожух 9а,b, который окружает как конец 10 или вершину электрода, так и боковую поверхность 11 стержня 8а,b электрода. Защитный кожух 9а,b имеет задачу уменьшить химико-физическое взаимодействие между стержнями 8а,b электрода и жидким расплавом 12. Защитный кожух 9а,b проходит в этом случае как через область 13 электродов, которая погружена в расплав 12, так и через область 14 электродов, которая подвергается воздействию печной атмосферы.
Электроды, изображенные на фиг. 1, показывают узлы, в которые в защитные кожухи 9а,b, выполненные в виде отдельной тиглеобразной приемной области, вводятся стержни 8а,b электродов с промежуточной полостью 15. Левый электрод 4 на фиг. 1 состоит из металлического стержня 8а электрода, в который интегрированы вертикально проходящие каналы 16 для охлаждения, питаемые от охлаждающей системы (не показана). Протекающая жидкость, например вода, охлаждает стержень 8а электрода, а также одновременно и защитный кожух 9а. Защитный кожух 9а выполнен из технической керамики в виде тиглеобразной приемной области. Защитный кожух 9а может быть также обозначен как закрытая снизу труба или как закрытая со стороны дна гильза. Этот тигель подвешивается с помощью краевого выступа 17 на подходящих опорах 18 или подпорках на своде печи или в объеме печи. Он погружается в расплав 12. Для подачи тока затем вводится стержень 8а электрода сверху в вертикальном направлении (по направлению стрелки 19 на фиг. 1) вовнутрь тиглеобразной приемной области. Рекомендуется уже на подготовительной стадии вводить сыпучий материал 20 с низкой температурой плавления в нижнюю часть приемной области. Когда стержень 8а электрода затем позиционирован, промежуточное пространство 15 или зазор, возникающие между внутренней стенкой приемной области и внешней поверхностью стержня 8а электрода, заполняется сыпучим материалом 20. Дополнительно в промежуточном пространстве 15 устанавливается вертикально нагревательный элемент 21, например SiC-нагреватель, который снабжается энергией извне по проводу 21а. Этот нагревательный элемент 21 должен расплавлять твердый материал 20 в промежуточном пространстве 15 и этим создавать оптимальные условия для прохождения тока от стержня 8а электрода через среду и внешний защитный кожух 9а. Кроме того, заполняющий материал выполняет роль буфера или компенсационного элемента для различных коэффициентов теплового расширения стержня электрода и защитного кожуха. После окончания плавки и охлаждения печи заполняющий материал снова затвердевает. Для уменьшения напряжений, возникающих при затвердевании среды, может быть предусмотрено коническое выполнение стержня электрода или, по меньшей мере, внутренней стороны защитного кожуха. Поскольку стержень электрода не находится в контакте с расплавом, то он практически не изнашивается.
Описанный электрод из-за стационарно установленного тигля не может изменять глубину ХЕ своего погружения в расплав 12. На примере изображенного справа электрода 5 показана форма выполнения, при которой он может устанавливаться на изменяемую глубину погружения в расплав. Стержень 8b электрода, в показанном примере углеродный или графитовый электрод, вводится вне печи 1 в тиглеобразную приемную область защитного кожуха 9b, и верхняя часть приемной области или защитного кожуха 9b и стержень электрода 8b связаны между собой болтом 22 с возможностью разборки соединения. Возникающее промежуточное пространство 15 так же, как и на левом электроде,заполняется проводящим материалом 20, а после этого электрод как единый узел вводится в печь 1.
Согласно третьей форме выполнения, как показано на фиг. 2, защитный кожух 9с в виде защитного слоя наносится непосредственно на стержень 8с электрода. Таким образом, достигается непосредственный электрический контакт между защитным кожухом и стержнем электрода. Также стержень 8с электрода и защитный кожух 9с являются единой, неразъемной конструкцией, которая может быть погружена в печь и извлекаться из нее.
То же самое относится и к примеру выполнения согласно фиг. 3, на которой стержень 8d электрода имеет коническую форму и с помощью прессовой посадки с необходимой точностью запрессовывается в защитный кожух 9d, при этом возникает хорошее прохождение тока между обеими частями. Защитный кожух 9d может также иметь коническую форму. При этой форме исполнения также можно предусмотреть электропроводящий промежуточный слой.
Список использованных обозначений
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ НЕРАСХОДУЕМОГО ЭЛЕКТРОДА В ШЛАКОВОМ РАСПЛАВЕ | 1999 |
|
RU2158062C1 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ВАКУУМНОЙ ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2002 |
|
RU2215381C1 |
| ПОДОВЫЙ ЭЛЕКТРОД ДУГОВОЙ ПЕЧИ ПОСТОЯННОГО ТОКА | 2014 |
|
RU2582082C2 |
| НЕРАСХОДУЕМЫЙ ЭЛЕКТРОД ДЛЯ РУДНОТЕРМИЧЕСКИХ И ОБЕДНИТЕЛЬНЫХ МНОГОШЛАКОВЫХ ЭЛЕКТРОПЕЧЕЙ | 1999 |
|
RU2176856C2 |
| ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ И НАПЛАВКИ | 2009 |
|
RU2407617C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЕНИСТОГО ШЛАКА НАД РАСПЛАВОМ С ВЫСОКИМ СОДЕРЖАНИЕМ ХРОМА В ЭЛЕКТРОПЕЧИ | 2004 |
|
RU2343208C2 |
| ПОДОВЫЙ ЭЛЕКТРОД МЕТАЛЛУРГИЧЕСКОЙ ЕМКОСТИ ПОСТОЯННОГО ТОКА | 1995 |
|
RU2107236C1 |
| Держатель электрода дуговой электропечи | 1981 |
|
SU1093266A3 |
| Электрод дуговой электропечи | 1990 |
|
SU1775877A1 |
| Электроды трехфазных электропечей | 1976 |
|
SU730819A1 |
Изобретение относится к металлургии, в частности к конструкции электрода для дуговой электропечи, и может быть использовано в химически агрессивных расплавах, а также в расплавах, чувствительных к углероду, переходящему из электродов. Электрод содержит токопроводящий стержень и имеет защитный кожух из электропроводного материала, нейтрального по отношению к расплаву и шлаку. Защитный кожух полностью охватывает область электрода, находящуюся в контакте с расплавом или шлаком. Стержни электродов вводят в керамический защитный кожух, который устанавливают стационарно в печи. Изобретение позволяет расширить область применения электродов и повысить их надежность в эксплуатации. 2 н. и 15 з.п. ф-лы, 3 ил.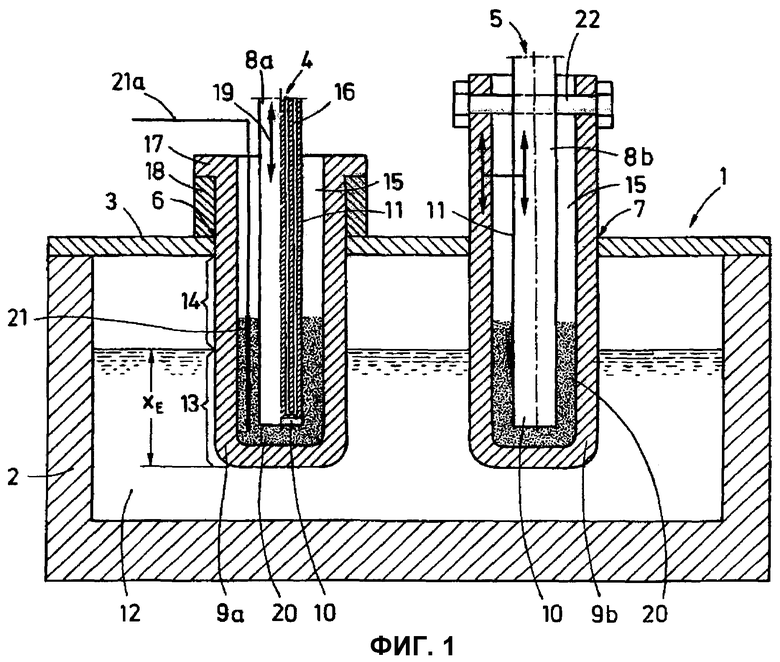
| Способ электродуговой плавки металлов и сплавов и электрод для его осуществления | 1957 |
|
SU113058A1 |
| Электродный узел дуговой электропечи | 1983 |
|
SU1169546A3 |
| DE 3603948 А1, 13.08.1987 | |||
| Способ испытания образцов с трещиной на вязкость разрушения в коррозионной среде | 1983 |
|
SU1114926A1 |

