Изобретение относится к шлифованию плоских поверхностей, в частности двустороннему шлифованию тонкостенных деталей в автомобильной и подшипниковой промышленности, и может быть использовано при производстве абразивных инструментов.
Известен шлифовальный круг (см. авт. свид. СССР №1563958 А1, кл. В24D 5/00, 17/00, 1990 г.), содержащий корпус с прерывистой рабочей поверхностью, образованной равномерно расположенными выступами и впадинами, выходящими на торцовые поверхности круга, впадины которого ограничены плоскими боковыми поверхностями, расположенными одна к другой под углом, обращенным вершиной к центру круга, при этом дно впадины выполнено тороидальным.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного шлифовального круга, относится то, что в известном шлифовальном круге впадины, выходящие на периферию круга, не позволяют осуществлять автоматическую подналадку для компенсации износа торцевой поверхности шлифовального круга при двустороннем шлифовании из-за попадания позиционера во впадину, выходящую на периферию круга.
Наиболее близким шлифовальным кругом того же назначения к заявленному изобретению по совокупности признаков является шлифовальный круг (см. пат. РФ 2200653 С2, кл. 7 В24D 7/10, 2003 г.), содержащий корпус с прерывистой рабочей поверхностью, образованной равномерно расположенными выступами и впадинами на торцовой рабочей поверхности, имеющей внутреннюю выточку, при этом впадины выполнены полузакрытыми с входом, расположенным со стороны, обращенной к центру круга, и образованы двумя боковыми поверхностями в виде плоскостей, перпендикулярных упомянутой торцовой рабочей поверхности, закрытой частью, сопряженной с боковыми поверхностями по окружности, и дном, совмещенным с плоскостью, проходящей касательно к внутренней выточке круга, и принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного шлифовального круга, принятого за прототип, относится то, что в известном шлифовальном круге полузакрытые впадины с входом, расположенным со стороны, обращенной к центру круга, обеспечивают лишь периодическую доставку СОЖ к наиболее теплонагруженным областям заготовки, что не позволяет эффективно использовать весь потенциал СОЖ, подаваемой в зону контакта ШК с заготовкой.
Сущность изобретения заключается в следующем. С целью повышения эффективности доставки СОЖ и обеспечения постоянства ее контакта с поверхностью заготовки в зоне обработки при двустороннем шлифовании торцовую рабочую поверхность шлифовального круга выполняют прерывистой с равномерно расположенными выступами и впадинами, выполненными полузакрытыми со стороны, обращенной к центру круга, причем на торцовой рабочей поверхности ШК дополнительно выполнена круговая канавка, расположенная на расстоянии от периферии ШК, достаточном для осуществления его автоматической подналадки во время работы.
Технический результат - повышение производительности обработки и качества шлифованных деталей.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном шлифовальном круге, содержащем корпус с прерывистой рабочей поверхностью, образованной выступами и впадинами, равномерно расположенными на торцовой рабочей поверхности шлифовального круга (ШК), имеющей внутреннюю выточку, при этом впадины выполнены полузакрытыми с входом, расположенным со стороны, обращенной к центру круга, и образованы двумя плоскими боковыми поверхностями, перпендикулярными торцовой рабочей поверхности ШК, закрытой частью и дном, совмещенным с плоскостью, проходящей касательно к внутренней выточке ШК, особенность заключается в том, что на торцовой рабочей поверхности ШК выполнена круговая канавка шириной В1=0,12 В, где В - ширина торцовой рабочей поверхности ШК, расположенная на расстоянии от периферии ШК, достаточном для осуществления его автоматической подналадки во время работы, при этом закрытая часть впадины сопряжена с круговой канавкой.
Кроме того, особенность шлифовального круга заключается в том, что отношение суммарной площади нережущей части к площади режущей части рабочей поверхности ШК составляет 0,25-0,3, отношение ширины впадины к длине выступа по внутреннему диаметру выточки ШК постоянно и составляет 0,1-0,13.
Между отличительными признаками и вышеизложенным техническим результатом существует причинно-следственная связь, заключающаяся в повышении режущей способности шлифовальных кругов по мере интенсификации режимов двустороннего шлифования заготовок за счет улучшения эффективности подачи СОЖ и уменьшения площади контакта торцевой рабочей поверхности шлифовального круга с торцами заготовки.
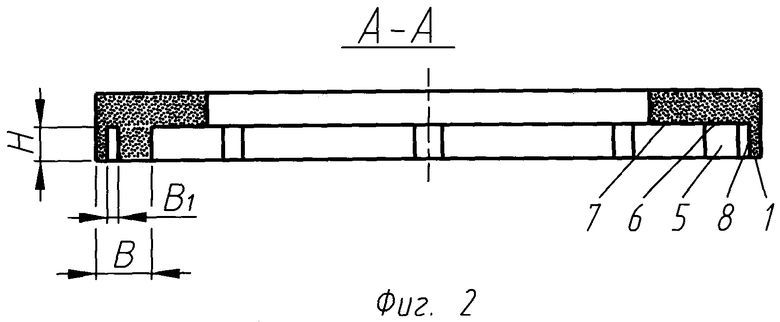
На фиг.1 представлен шлифовальный круг, общий вид; на фиг.2 - разрез А - А на фиг.1.
Шлифовальный круг содержит корпус 1 с прерывистой рабочей поверхностью, образованной равномерно расположенными выступами 2 и полузакрытыми впадинами 3 (фиг.1), вход в которые расположен со стороны, обращенной к центру круга. Впадина 3 состоит из трех частей: боковая часть 5 (фиг.2) начинается от торца круга и образована двумя перпендикулярными торцу корпуса 1 круга плоскими боковыми поверхностями. Закрытая часть 8 впадины 3 сопряжена с круговой канавкой 4 (фиг.2). Третья часть 6, дно впадины, совмещена с плоскостью, проходящей касательно относительно внутренней выточки 7 (фиг.2) корпуса круга, определяющей предельный износ круга по его высоте Н. Ширина В1 кольцевой канавки 4 должна составлять 0,12 от ширины В торцовой рабочей поверхности круга, а отношение ширины впадин L1 к длине выступов L2 по внутреннему диаметру D выточки ШК постоянно и равно 0,1-0,13. Отношение суммарной площади нережущей части к площади режущей части рабочей поверхности ШК должно составлять 0,25-0,3.
Увеличение объема СОЖ и ее равномерное распределение в зоне резания за счет полузакрытых впадин в совокупности с круговой канавкой приводит к повышению ее охлаждающего, моющего и смазочного действий и, как следствие, улучшению качества шлифованных деталей. Одновременно с этим выполнение на торцевой рабочей поверхности ШК непрерывающегося кольцевого выступа со стороны периферии позволяет производить автоматическую подналадку для компенсации износа круга при непрерывном контакте позиционера (датчика) с рабочей торцевой поверхностью круга в зоне, не имеющей впадин.
Изготовление инструмента осуществляется способом прессования из абразивной массы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200653C2 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ТОРЦОВОГО ШЛИФОВАНИЯ | 2008 |
|
RU2372182C1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2004 |
|
RU2275292C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ КАНАВОК ОТВЕРСТИЙ ВРЕЗАНИЕМ | 2004 |
|
RU2276003C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2004 |
|
RU2275296C1 |
| СПОСОБ ДВУСТОРОННЕГО ТОРЦОВОГО ШЛИФОВАНИЯ | 1994 |
|
RU2071901C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2002 |
|
RU2215640C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВРЕЗАНИЕМ ВНУТРЕННИХ КАНАВОК | 2006 |
|
RU2329130C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ ШЛИФОВАНИЯ | 2004 |
|
RU2274539C1 |
| СПОСОБ СОВМЕЩЕННОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2150364C1 |
Изобретение относится к области абразивной обработки и может быть использовано при производстве абразивных инструментов, в частности для двустороннего плоского шлифования тонкостенных деталей в автомобильной и подшипниковой промышленности. Шлифовальный круг выполнен в виде корпуса с прерывистой рабочей поверхностью, образованной выступами и впадинами, равномерно расположенными на торцовой рабочей поверхности шлифовального круга (ШК), имеющей внутреннюю выточку. Впадины выполнены полузакрытыми с входом, расположенным со стороны, обращенной к центру круга, и образованы двумя плоскими боковыми поверхностями, перпендикулярными торцовой рабочей поверхности ШК, закрытой частью и дном, совмещенным с плоскостью, проходящей касательно к внутренней выточке ШК. На торцовой рабочей поверхности ШК выполнена круговая канавка шириной B1=0,12 В, где В - ширина торцовой рабочей поверхности ШК. Канавка расположена на расстоянии от периферии ШК, достаточном для осуществления его автоматической подналадки во время работы. Закрытая часть впадины сопряжена с круговой канавкой. В результате повышаются качество и производительность обработки за счет эффективного и равномерного распределения СОЖ в зоне резания. 2 з.п. ф-лы, 2 ил.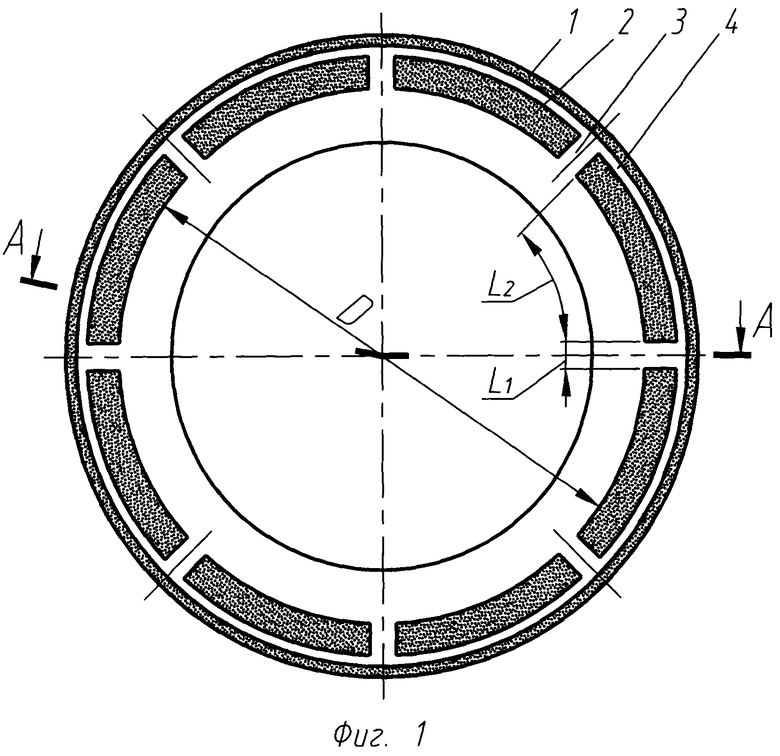
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200653C2 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153974C2 |
| Прерывистый абразивный круг для торцового шлифования | 1988 |
|
SU1593936A1 |
| US 3482791 А, 09.12.1969. | |||

