Изобретение относится к области технологии полимерных функциональных материалов и может быть использовано в машиностроении для нанесения покрытий на детали машин, механизмов и транспортных систем, прежде всего трубопроводов для перекачки нефтяных продуктов.
Полимерные покрытия различного состава наносят на детали узлов машин и механизмов для обеспечения заданных функций - снижения износа, уменьшения коэффициента трения, обеспечения необходимых изоляционных характеристик, коррозионной стойкости и т.п. (Довгяло В.А., Юркевич О.Р. Композиционные материалы и покрытия на основе дисперсных полимеров. - Минск: Наука и техника. - 1992. - с.656). В качестве полимерной матрицы используют полиамиды, полиацетали, полиолефины, полиуретаны и др. термопластичные и термоэластопластичные матрицы. Для обеспечения заданных функциональных характеристик покрытий в состав полимерных матриц вводят наполнители и модификаторы: порошки оксидов, металлов, сухих смазок, древесины и др. компоненты.
К числу наиболее распространенных способов нанесения функциональных полимерных покрытий, наряду с растворной технологией, относится технология псевдоожиженного слоя, согласно которой можно наносить покрытия различного состава на рабочие поверхности металлических деталей.
Модификаторы и наполнители полимерных матриц оказывают определяющее влияние на служебные характеристики композиционных материалов на их основе. К числу наиболее распространенных модификаторов полимерных матриц различного состава и строения относятся минеральные компоненты, полученные переработкой природных полуфабрикатов: глин, слюд, цеолитов и т.п. Полученные минеральные порошки благодаря относительно низкой стоимости и доступности сырья, а также активному модифицирующему действию является в настоящее время многотоннажно применяемым компонентом различных матриц.
Известна композиция для получения герметизирующих покрытий, содержащая полимерную матрицу и дисперсный наполнитель, в качестве которого использован порошок природных силикатов, измельченных до размера 50-100 мкм, при содержании в матрице 0,1-3,0 мас.% (патент РФ на изобретение №2275404). Покрытие из данной композиции наносят методом псевдоожиженного слоя. Согласно этому методу предварительно очищенную и обезжиренную металлическую поверхность нагревают до температуры, на 30-50°С превышающей температуру плавления матричного полимера, окунают в слой композиционного порошкообразного материала, находящегося во взвешенном состоянии, выдерживают заданное время для осаждения слоя материала необходимой толщины, затем извлекают из рабочей зоны установки и выдерживают на воздухе до полного оплавления полимерного материала и формирования сплошного бездефектного покрытия. Эта технология описана в монографии Довгяло В.А., Юркевич О.Р. Композиционные материалы и покрытия на основе дисперсных полимеров. - Минск: Наука и техника. - 1992. - с.656.
К числу недостатков данного способа относится сепарация компонентов, имеющих различную массу из-за отличающегося удельного веса при одинаковых геометрических размерах, что приводит к получению негомогенных покрытий. Кроме того, для обеспечения необходимого уровня адгезионной прочности покрытия подложку необходимо обрабатывать специальным праймером (подслоем), который представляет собой дорогостоящий и экологически небезопасный продукт, или фосфатировать. Данный способ не позволяет наносить покрытия на изделия больших геометрических размеров, массы и сложной конфигурации.
Известно, что низкоразмерные наполнители и модификаторы с размером частиц менее 100 нм обладают существенно большей активностью по сравнению с частицами того же состава с размерностью более 1 мкм (Помогайло А.Д., Розенберг А.С., Уфлянд И.Е. Наночастицы металлов в полимерах. - М: Химия. - 2000. - 672 с.). Традиционно в полимерном материаловедении применяют наполнители с размером частиц от 5 до 200 мкм.
Известен способ получения низкоразмерных наполнителей из природных слоистых минералов для полимерных материалов (патент РФ на изобретение №2269554). Сущность способа заключается в обработке частиц слоистых силикатов типа глинистых минералов и слюд в режиме термического удара, который вызывает разрушение кристаллической решетки в результате процесса дегидратации. По данному способу получают низкоразмерные частицы с размером не более 100 нм, которые по современной классификации относят к наночастицам.
Недостаток известного способа получения низкоразмерных частиц состоит в необходимости специальной операции термической обработки, которая повторяется несколько раз для обеспечения гарантированного гранулометрического состава модификатора.
Известен способ получения металлополимеров путем разложения металлсодержащих прекурсоров (формиатов, оксалатов, карбонилов и т.д.) в среде расплава полимера при температуре термолиза (Помогайло А.Д., Розенберг А.С., Уфлянд И.Е. Наночастицы металлов в полимерах. - М: Химия. - 2000. - 672 с.). Этот способ выбран за прототип изобретения.
К числу существенных недостатков способа является необходимость исключения контакта образующихся высокодисперсных частиц с окислительной средой с помощью расплава полимера. При этом температура плавления полимера должна быть несколько ниже, чем температура термолиза металлсодержащего прекурсора для образования изолирующего полимерного слоя возле частицы модификатора. При разложении прекурсора по данному способу получения металлополимеров происходит выделение значительных количеств газообразных веществ (СО2, Н2О, СО), которые вызывают вспенивание полимерной матрицы и затрудняют переработку композита на традиционном технологическом оборудовании, например на термопластавтоматах со шнековой пластикацией.
При формировании покрытий из механической смеси ингредиентов по способу, описанному в вышецитируемом источнике, с применением технологии псевдоожиженного слоя часть прекурсора не изолируется расплавом полимера из-за одновременного протекания процессов осаждения, термолиза и плавления. В результате происходит разложение прекурсора в воздушной среде, что приводит к окислению образующихся высокодисперсных частиц металла и потере ими в значительной мере активности.
Задачей настоящего изобретения является разработка способа получения металлополимерных покрытий, обладающего высокой технологичностью и обеспечивающего получение качественных металлополимерных покрытий на металлических деталях, в т.ч. больших геометрических размеров, массы и сложной конфигурации.
Поставленная задача решается тем, что способ получения металлополимерного покрытия включает смешивание порошкообразных полимерных частиц, выбранных из группы, включающей полиамид, полиэтилентерефталат, полиэтилен высокого давления и порошкообразные частицы металлсодержащего прекурсора, представляющего собой формиат или оксалат меди, никеля, цинка, или карбония железа, осаждение смеси на поверхность детали, нагревание, оплавление полимерных частиц, проведение термолиза прекурсора и монолитизацию покрытия, при этом нагрев, оплавление полимерных частиц и термолиз прекурсора осуществляют одновременно в тепловом газовом потоке с плотностью 3·106÷9·106 Вт/м2 в течение 10-4÷10-3 с, осаждение смеси и монолитизацию покрытия производят на деталь, нагретую до температуры Т=Тп+5÷40°С, где Тп - температура плавления полимера, при давлении газового потока 3-5 атм.
При формировании металлополимерного покрытия использовали следующие компоненты. В качестве полимерной матрицы применяли порошки полиамида 6 (ПА6), производства ОАО «ГродноХимволокно», полиамид 11 (Rilsan) производства ELF ATOCHEM (Франция), полиэтилентерефталат (ПЭТФ) производства ОАО «МогилевХимволокно», полиэтилен высокого давления (ПЭВД) производства ОАО «Полимир» (Новополоцк). Порошки ПА6, ПЭТФ, ПЭВД получали криогенным измельчением гранул, охлажденных до температуры жидкого азота (-198°С). Дисперсность порошков составляла 100-200 мкм. В качестве металлсодержащих прекурсоров использовали муравьино-(формиаты) и щавелевокислые (оксалаты) соли меди [Cu(НСОО)2], Cu(СОО)2], никеля [Ni(НСОО)2], цинка [Zn(HCOO)2] и карбонил железа [Fe(СО)2] в порошках дисперсностью не более 5÷10 мкм.
Порошки полимера и металлсодержащего прекурсора в заданных пропорциях смешивали в смесителе типа МОД-22 (так называемая «пьяная бочка») в присутствии металлических мелющих тел сферической формы. В качестве технологического оборудования для получения металлополимерного покрытия использовали установку ТЕНА-П. Рабочими газами служила пропанобутановая смесь и кислород. Температуру газового потока (плотность теплового потока) регулировали, изменяя соотношение и скорость подачи смеси «пропан-бутан-кислород». Подложку нагревали газовой струей до оптимальной температуры формирования покрытия. Температуру подложки контролировали пирометром ДХ-39650-02 (USA). Покрытие формировали тепловым потоком определенной плотности, в который подавали смесь полимерного и металлополимерного компонентов. Время нахождения компонентов материала в тепловом газовом потоке регулировали, изменяя давление кислорода и пропанобутановой смеси. Плотность теплового потока рассчитывали по уравнению теплового баланса:

где m - масса частицы, кг; m=4πR3ρ/3; R - радиус частицы, м; ρ - плотность материала, кг/м3; То - начальная температура частицы. К; Тпл - температура плавления материала частицы, К; Тmax - максимальная температура частицы, К; Тmax=1,3Тп; С1(Т1) - удельная теплоемкость материала частицы при нагреве от То до Тп, Дж/(кг·К), С2(Т2) - удельная теплоемкость материала частицы при нагреве от Тп до Тmax, Дж/(кг·К); λ - удельная теплота плавления частицы, Дж/кг; F - площадь поверхности частицы, м2; ν - скорость частицы, м/с; Iх - расстояние до напыляемой поверхности; α(х) - коэффициент теплопередачи, Вт/(м2·k); Тп(х) - температура газового потока, ТС(х) - температура на поверхности частицы, К.
Покрытие по прототипу формировали из порошковых смесей, которые помещали в установку с возможностью создания псевдоожиженного слоя путем пропускания потока воздуха через слой композиционного материала на пористой диафрагме. Металлическую деталь обезжиривали и обрабатывали праймером Rilprim путем окунания детали в спиртовой раствор. Толщина подслоя 3-5 мкм. После высыхания подслоя детали нагревали в термошкафу типа СНОЛ до температуры 270-320°С для активации подслоя и погружали в «кипящий» слой композиционного материала на заданное время. Время выдержки определялось толщиной покрытия. После осаждения частиц порошковой композиции деталь извлекали из рабочего объема установки и выдерживали на воздухе до полного оплавления полимерных частиц и монолитизации покрытия, после чего изделие охлаждали на воздухе до комнатной температуры. Характеристики сформированных по разным способам покрытий оценивали по адгезионной прочности с подложкой методом нормального отрыва. Твердости по Бринеллю и прочности при растяжении. Составы композиционных материалов в обоих способах были идентичны.
Технологические режимы формирования покрытий из металлополимерных композиций по предложенному способу и прототипу приведены в табл.1.
Характеристики металлополимерных покрытий по разработанному способу и прототипу представлены в табл.2.
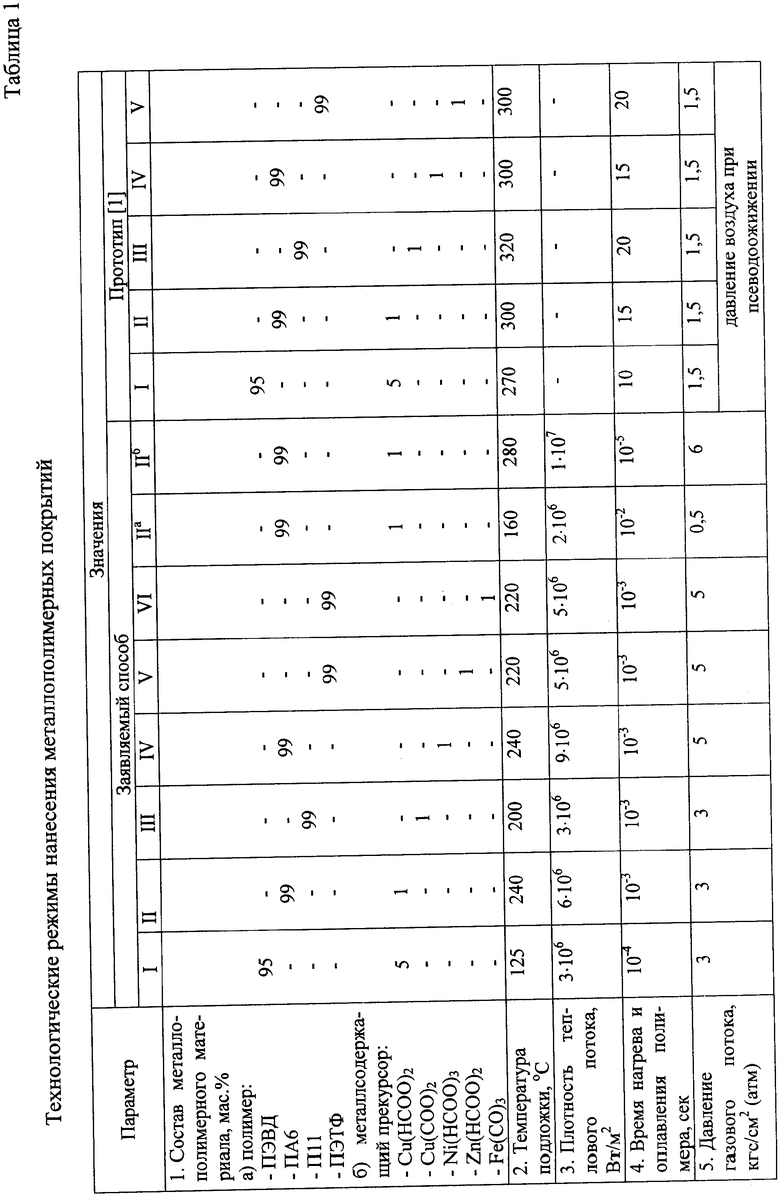

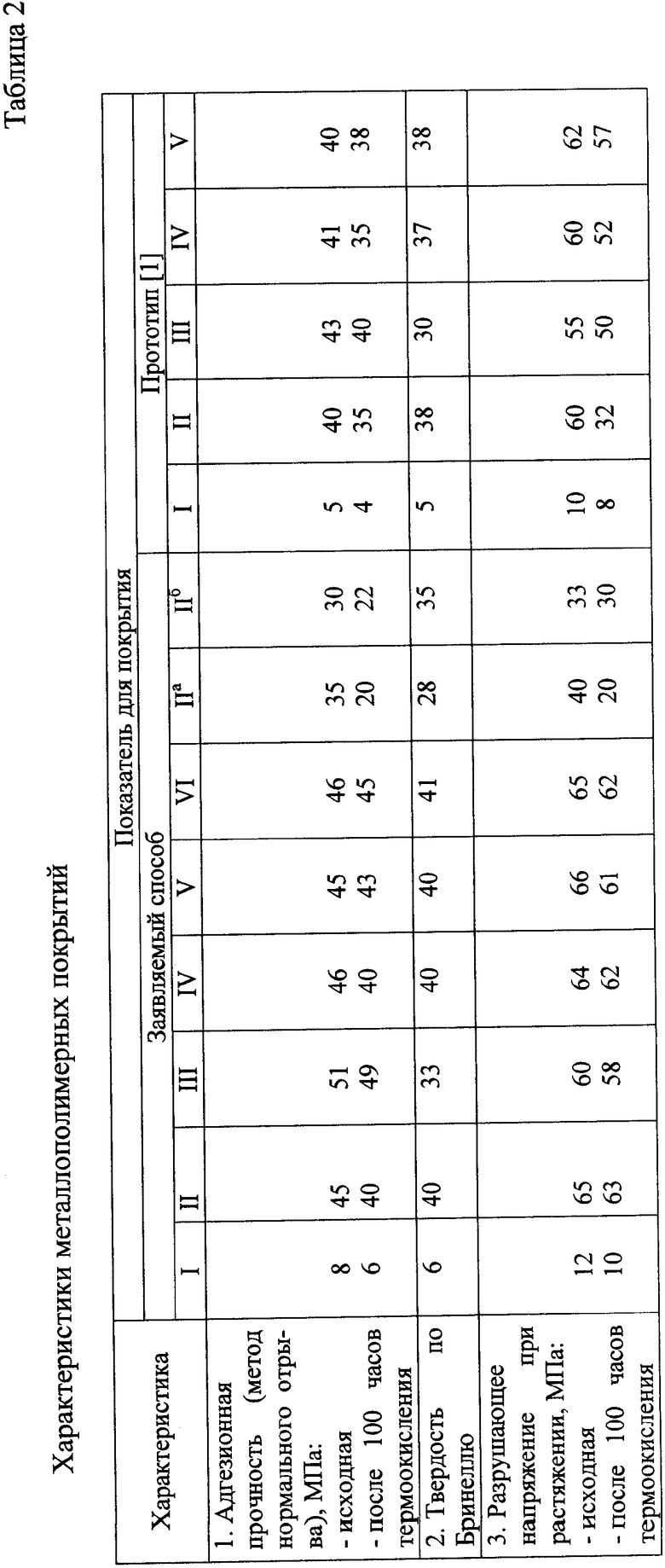
Как следует из данных табл.1 и 2, заявленный способ получения металлополимерных покрытий превосходит прототип по производительности, энергоемкости и обеспечивает более высокие показатели служебных характеристик, сформированных на подложках из стали 45 покрытий.
Сущность заявленного способа получения металлополимерных покрытий состоит в следующем. При попадании смеси «металлсодержащий прекурсор-полимер» в высокотемпературный газовый поток с заявленной тепловой плотностью происходит разложение прекурсора с образованием низкоразмерных частиц металла и плавление частицы полимера. Учитывая, что частицы исходного прекурсора расположены в поверхностном слое частицы полимера, формируется поверхностный модифицированный слой металлополимера. Единичная частица металлополимера транспортируется газовым потоком к подложке и, контактируя с ней, деформируется и принимает ламелярную (пластинчатую) форму. Благодаря давлению газовой струи такая частица взаимодействует с поверхностным слоем подложки с образованием прочной адгезионной связи на границе раздела. Каждая последующая частица металлополимера взаимодействует с предыдущей и образует прочную связь, формируя покрытие. Нагрев подложки до заявленных температур способствует монолитизации покрытия и увеличивает прочность адгезионного соединения вследствие минимизации температурных напряжений на границе раздела «покрытие-подложка». Механическое воздействие газовой струи на формируемое покрытие способствует его монолитизации, удалению газообразных дефектов по сечению. Образование высокодисперсных частиц металла (наночастиц с размером до 10 нм) приводит к формированию металлополимерной структуры покрытия вследствие взаимодействия активных центров наночастиц и полимерных макромолекул. Металлополимерная структура обладает более высокой прочностью и стойкостью к воздействию термоокислительных сред благодаря проявлению наночастицами свойств нецепного антиоксиданта. При формировании покрытия из композиции аналогичного состава методом псевдоожиженного слоя характеристики покрытия существенно ниже, чем для покрытия, полученного по завяленному способу. Это обусловлено следующими обстоятельствами. Во-первых, разложение прекурсора, расположенного на поверхности полимерных частиц, приводит к формированию оксидов металлов, вследствие окисления образующихся высокоактивных частиц металла в среде воздуха. Во-вторых, часть прекурсора покрывается расплавом полимерной матрицы. Учитывая высокую вязкость расплава, удаление газообразных компонентов, образующихся при разложении прекурсора, происходит лишь частично, и образующееся покрытие имеет большое количество газовых включений, снижающих прочностные показатели покрытия. Кроме того, интенсивное газообразование в процессе формирования снижает адгезионное взаимодействие на границе раздела «подложка-покрытие». Таким образом, заявленный способ получения металлополимерных покрытий обладает по сравнению с прототипом следующими характерными отличиями:
- совмещением в единую технологическую операцию процессов образования низкоразмерных частиц металла, плавления частиц полимера, формирования покрытия и его монолитизации;
- предотвращением процесса окисления наночастиц металлов, образующихся при термолизе прекурсоров, благодаря безокислительной газовой среде;
- формированием пространственной металлополимерной структуры по всему сечению покрытия, обеспечивающей повышенную прочность и стойкость к воздействию термоокислительных сред.
Преимущества заявленного способа получения металлополимерных покрытий реализуются при соблюдении заявленных параметров процесса. Снижение плотности теплового потока ниже заявленных пределов (вариант IIа) или ее превышение (вариант IIб), уменьшение температуры подложки (вариант IIа) или повышение свыше заявленного значения (вариант IIб) снижают показатели служебных характеристик покрытия.
Металлополимерные покрытия, сформированные по заявленному способу, были использованы для изготовления деталей автомобильных агрегатов на ОАО «Белкард», обработки металлических опор линий электропередач, а также антикоррозионной защиты транспортных трубопроводов горячего водоснабжения и показали свою высокую надежность и эффективность применения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ КОМПОЗИЦИОННОГО ПОКРЫТИЯ ИЗ СИЛИКАТПОЛИМЕРНОГО МАТЕРИАЛА | 2006 |
|
RU2332525C1 |
| Способ получения пористого металла, сплава или псевдосплава | 2023 |
|
RU2815844C1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛОПОЛИМЕРНОГО ПОКРЫТИЯ | 2015 |
|
RU2627543C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОГО НАПЫЛЕНИЯ ПОКРЫТИЯ | 2019 |
|
RU2715827C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИЗКОРАЗМЕРНЫХ НАПОЛНИТЕЛЕЙ ИЗ ПРИРОДНЫХ СЛОИСТЫХ МИНЕРАЛОВ ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2329285C1 |
| Способ получения пленочных медьсодержащих нанокомпозиционных материалов для защиты металлопродукции от коррозии | 2018 |
|
RU2716464C1 |
| Способ изготовления изделий | 1990 |
|
SU1745733A1 |
| КОМПОЗИЦИОННЫЙ ТЕРМОПЛАСТИЧНЫЙ МАТЕРИАЛ | 2004 |
|
RU2283325C2 |
| СОСТАВ КОМПОЗИЦИОННОГО ПОЛИМЕРНОГО МАТЕРИАЛА ДЛЯ ФУНКЦИОНАЛЬНОГО ПОКРЫТИЯ И СПОСОБ ЕГО НАНЕСЕНИЯ | 2006 |
|
RU2338764C2 |
| СПОСОБ ГАЗОСТРУЙНОГО НАНЕСЕНИЯ НАНОРАЗМЕРНЫХ МЕТАЛЛОПОЛИМЕРНЫХ ПОКРЫТИЙ | 2009 |
|
RU2403317C2 |
Изобретение относится к области технологии полимерных функциональных материалов и может быть использовано в машиностроении при формировании покрытий на деталях машин, механизмов и транспортных систем, прежде всего трубопроводов для перекачки нефтяных продуктов. Способ получения металлополимерного покрытия заключается в том, что смешивают порошкообразные полимерные частицы и порошкообразные частицы металлсодержащего прекурсора. Далее осаждают порошкообразную смесь на поверхность детали, нагревают, оплавляют полимерные частицы. Затем проводят термолиз прекурсора и монолитизацию покрытия. Порошкообразные полимерные частицы выбирают из группы, включающей полиамид, полиэтилентерефталат, полиэтилен высокого давления. Порошкообразные частицы металлсодержащего прекурсора представляют собой формиат или оксалат меди, никеля, цинка, или карбонил железа. Нагрев, оплавление полимерных частиц и термолиз прекурсора осуществляют одновременно в тепловом газовом потоке с плотностью 3·106-9·106 Вт/м2 в течение 10-4-10-3 с. Осаждение смеси и монолитизацию покрытия производят на деталь, нагретую до температуры Т=Тп+5÷40°С, где Тп - температура плавления полимера, при давлении газового потока 3-5 атм. Изобретение позволяет разработать способ, обеспечивающий высокую технологичность процесса и повысить адгезионную прочность, твердость и разрушающее напряжение при растяжении. 2 табл.
Способ получения металлополимерного покрытия, заключающийся в том, что смешивают порошкообразные полимерные частицы, выбранные из группы, включающей полиамид, полиэтилентерефталат, полиэтилен высокого давления, и порошкообразные частицы металлсодержащего прекурсора, представляющего собой формиат или оксалат меди, никеля, цинка, или карбонил железа, осаждают смесь на поверхность детали, нагревают, оплавляют полимерные частицы, проводят термолиз прекурсора и монолитизацию покрытия, при этом нагрев, оплавление полимерных частиц и термолиз прекурсора осуществляют одновременно в тепловом газовом потоке с плотностью 3·106-9·106 Вт/м2 в течение 10-4-10-3 с, осаждение смеси и монолитизацию покрытия производят на деталь, нагретую до температуры Т=Тп+5÷40°С, где Тп - температура плавления полимера, при давлении газового потока 3-5 атм.
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ПОКРЫТИЙ | 0 |
|
SU306156A1 |
| СОСТАВ ДЛЯ ПОКРЫТИЙ И СПОСОБ ЕГО НАНЕСЕНИЯ | 1998 |
|
RU2149218C1 |
| Способ получения металлополимерного антифрикционного покрытия | 1990 |
|
SU1763046A1 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО МЕТАЛЛОПОЛИМЕРНОГО ПОКРЫТИЯ | 0 |
|
SU190755A1 |

