Изобретение относится к черной металлургии, в частности к процессам прямого получения железоуглеродистых сплавов с помощью плазменной технологии.
Известен агрегат для непрерывного производства стали, предложенный фирмой «Клекнер-Верке АГ» (Германия), в котором процесс осуществляется в цилиндрической шахте. Шахта снабжена внутренней трубой-электрододержателем, а полость, образованная стенками коаксиально расположенных цилиндров, заполнена шихтой. Графитовые электроды установлены в нижнем торце внутренней трубы. По высоте столба шихты расположены коллекторы для подвода восстановительного газа. В нижней части корпуса агрегата расположено отверстие для выпуска расплава (Иващенко В.П., Джусов А.Б., Терещенко B.C. «Плазменные процессы прямого получения металла в шахтных печах». - Днепропетровск; «Системные технологии», 1997, с.80-81).
Однако отсутствие в агрегате накопителя жидкого металла не позволяет получать высокую степень извлечения железа, так как скорость плавления и удаления расплава из реакционной зоны выше скорости восстановления, в результате чего происходит вынос капель расплава в зону твердых железорудных материалов с более низкой температурой, где расплав затвердевает и закупоривает проходы для газа, вследствие чего снижается производительность агрегата и повышается расход энергоносителей.
Известна установка для плавки стружки легких металлов и сплавов, включающая емкость для расплава, бункер для стружки, загрузочное устройство, выполненное в виде соединенной с бункером трубы с размещенным в ней шнек-винтом, согласно изобретению труба и шнек-винт выполнены коническими с уменьшением их диаметров в направлении подачи стружки, и труба введена в полость нижней части боковой ее стенки. (А.с. СССР №534506, заявл. 19.07.74, опубл. 05.11.76, БИ №41).
Недостатками известной установки являются ограниченные технологические возможности, недостаточно высокая эксплуатационная стойкость загрузочного устройства, связанные с зарастанием подающей трубы и шнека. Этим устройством невозможно осуществлять подачу исходного материала в расплав при выплавке стали из-за повышенной температуры в реакционной зоне.
Наиболее близкой по технической сущности и достигаемому результату (прототип) принята плазменная плавильная печь, содержащая корпус, футерованный огнеупорным материалом, крышку из огнеупорного материала, газоотводной канал. В боковых стенках печи размещены плазмотроны, установленные на опорах с возможностью продольного перемещения и поворота совместно с опорами в вертикальной плоскости. В поде печи расположены сопла для дополнительной подачи газа через пористые площадки, причем оси сопл сориентированы на плазменные пятна на поверхности ванны от факелов плазмотронов. На боковой стенке печи ниже места установки плазмотронов расположен горизонтальный впускной подвод, который может быть использован для задержки вероятного шлака при выпуске металла через летку или для подачи дополнительного газа (Патент США №4504307, кл. С22В 4/00, С21С 5/52, заявл. 03.02.83, опубл. 12.03.85).
Фракции расплава движутся в виде капель и крупных частиц по баллистической траектории в газовом пространстве этой печи. Относительно высокий пылеунос с отходящими газами и вследствие этого потери железа и углерода являются недостатками этого процесса. В этом случае может произойти закупорка газоотводного канала, ведущая к недостаточной циркуляции газа, и процесс плавления материала заметно нарушается. Кроме того, наличие подвижных плазмотронов и механизмов их перемещения снижает надежность установки из-за возможной разгерметизации печи при изменении угла наклона плазмотронов.
В основу изобретения поставлена задача усовершенствования плазменной плавильной печи для производства стали, в которой восстановление оксидосодержащего материала возможно в течение длительного периода времени без опасности прерываний работы, и за счет этого повысить производительность печи, уменьшить пылеунос восстановителя с отходящими из реактора газами, снизить удельный расход восстановителя и электроэнергии.
Поставленная задача решается тем, что в плазменной плавильной печи для прямого получения железоуглеродистых сплавов, содержащая корпус и крышку, футерованные огнеупорным материалом, питатель для загрузки исходных материалов, газоотводной канал, летку для слива металла и шлака, источники плазменного нагрева в виде плазмотронов косвенного действия, установленные в боковых стенках печи, согласно изобретению крышка со стороны газоотводного канала выполнена с водоохлаждаемым ребром, которое выступает из крышки внутрь печи и образует со стенкой печи канал, сообщающийся с внутренней полостью газоотводного канала, а в боковых стенках, симметрично друг другу под углом 18-20° к плоскости пода, установлены плазмотроны косвенного действия, причем летка для слива металла и шлака расположена в стенке печи в плоскости пода на оси симметрии, проходящей через пересечение продольных осей плазмотронов, а на противоположной от летки стенке печи установлено устройство для дозагрузки исходного материала, например окатышей, при этом длина стенки внутренней полости печи, расположенной параллельно плоскости, проходящей через продольные оси плазмотронов, определяется по зависимости l=(18-25)·d·n, где l - длина стенки внутренней полости печи, d - диаметр сопла плазмотрона, n - количество плазмотронов, а отношение высоты упомянутой стенки внутренней полости печи к ее длине находится в пределах 1,6-1,9, причем устройство для дозагрузки включает наклонный цилиндр, установленный в отверстии боковой стенки, внутри которого расположен поршень со штоком, связанный с силовым гидроцилиндром, бункер с дозатором, соединенный шихтопроводом с наклонным цилиндром через загрузочное окно, размещенное внутри футеровки между внутренней стенкой печи и установленным в исходном положении поршнем, торцевая поверхность которого снабжена разрыхлителями шихты в виде стержней, выполненных по длине с переменным сечением, при этом питатель для загрузки исходных материалов размещен в крышке, выполненной из жаропрочного бетона и снабженной смотровым окном.
Ребро, выполненное с внутренней стороны крышки, препятствует выносу частиц с отходящим газом, причем охлаждение нижней части ребра способствует появлению гарнисажа на нем и постепенному наращиванию его длины и тем самым увеличению пути прохождения газа за счет образованного вдоль стенки канала.
Размещение плазмотронов в боковых стенках печи под углом 18-20° к плоскости пода обеспечивает их работу непосредственно в расплаве, а симметричное расположение их обуславливает равенство площадей обогреваемого материала, а летка, расположенная в стенке печи на пересечении продольных осей плазмотронов, находится в зоне постоянного прогрева, чем достигается значительное сокращение времени на слив металла и шлака.
На противоположной от летки стенке печи установлено устройство для дозагрузки исходного материала, которое позволяет без потерь в производительности, после первой загрузки печи материалом через питатель в крышке и создания ванны расплава в печи, в дальнейшем дозагрузку печи производить непосредственно в расплав.
Опытным путем установлено, что плавильная печь достигает своей максимальной производительности, когда длина стенки внутренней полости печи при установке одного плазмотрона составляет 18-25 диаметров его сопла. При установке двух и более плазмотронов длина стенки внутренней полости печи увеличивается соразмерно количеству установленных плазмотронов. При этом отношение высоты стенки внутренней полости печи к ее длине находится в пределах 1,6-1,9. Этим достигается наиболее равномерное распределение газа плазмы в печи и его максимальная степень использования и за счет этого значительно повышается эффективность нагрева материала и производительность печи. Нижний предел длины печи ограничивается возможностями изоляции высокотемпературной плазмы от стенок печи. Если длина печи будет меньше этого значения, то энергия плазмы будет передаваться стенкам печи и приведет к их разрушению.
Верхний предел длины печи диктуется стремлением обеспечить хорошие энергетические показатели и созданием условий для наиболее оптимальной работы печи.
Предложенная конструкция позволяет уменьшить материалоемкость печи за счет уменьшения ее высотного габарита.
Сущность изобретения поясняется чертежами,
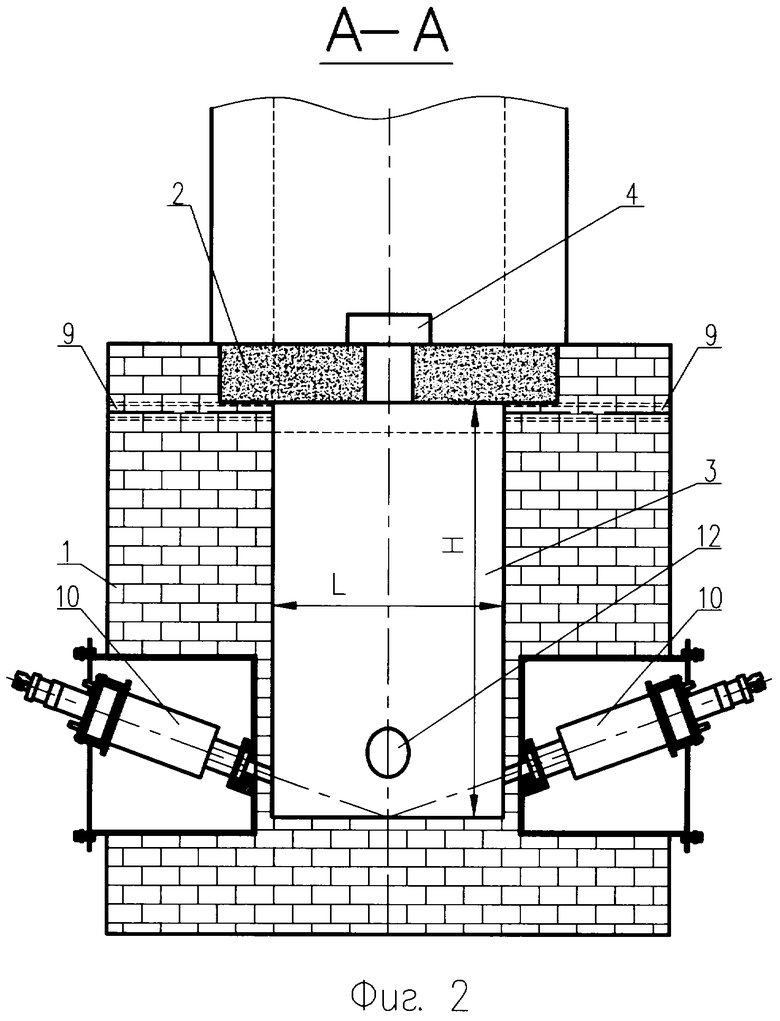
где на фиг.1 схематически изображена печь с устройством для дозагрузки;
на фиг.2 - сечение А-А фиг.1.
Плазменная плавильная печь содержит футерованный герметичный корпус 1, выполненную из жаропрочного бетона крышку 2, расположенную над плавильной камерой 3, питатель 4 для загрузки исходного материала, смотровое окно 5, газоотводной канал 6. Крышка 2 со стороны газоотводного канала 6 снабжена ребром 7, которое выступает из крышки 2 внутрь печи и образует со стенкой печи канал 8, сообщающийся с внутренней полостью газоотводного канала 6. В нижней части ребра 7 по всей его длине установлен патрубок 9 для подвода и отвода охлаждающей воды. В боковых стенках печи, симметрично друг другу, под углом 18-20° к плоскости пода, установлены плазмотроны 10 косвенного действия. В плоскости пода на оси симметрии, проходящей через пересечение продольных осей плазмотронов 10, расположена летка 11 для слива металла и шлака. На противоположной от летки 11 стенке печи установлено устройство для дозагрузки исходного материала, например окатышей, которое включает наклонный цилиндр 12, установленный в отверстии боковой стенки, внутри которого расположен поршень 13 со штоком 14, связанный с силовым гидроцилиндром 15, бункер 16 с дозатором 17, соединенный шихтопроводом 18 с наклонным цилиндром 12 через загрузочное окно 19, расположенное внутри футеровки между внутренней стенкой печи и поршнем 13, находящимся в исходном положении, торцевая поверхность которого снабжена разрыхлителем шихты в виде стержней 20, выполненных по длине с переменным сечением. Предложен оптимальный габарит печи с учетом мощности установленных плазмотронов, при этом длина стенки внутренней полости печи, расположенной параллельно плоскости, проходящей через продольные оси плазмотронов, составляет l=(18-25)·d·n, где l - длина стенки внутренней полости печи, d - диаметр сопла плазмотрона, n - количество плазмотронов, а отношение высоты стенки внутренней полости печи к ее длине находится в пределах 1,6-1,9.
Плавка в плазменной плавильной печи осуществляется следующим образом. Перед началом работы печь разогревается до температур 600-800°С. При достижении заданной температуры печь загружается железорудным материалом, например окатышами, через питатель 4 на высоту внутренней полости печи и производится запуск плазмотронов 10. Плазменные струи нагревают, частично восстанавливают и расплавляют железорудный материал, обеспечивают перемешивание расплава и увеличивают контактную поверхность реагирующих компонентов и время их контакта. Все это способствует росту тепло- и массообмена между расплавом и восстановительными плазменными струями. Это дает возможность более равномерно распределять высоконагретый восстановительный газ в слое материала по поперечному сечению печи и тем самьм значительно увеличить степень его использования и скорость восстановления железа из расплава. В этих условиях выравниваются тепломассообменные процессы, протекающие в печи.
Выполнение крышки 2 с ребром 7, установленным так, что образуется лабиринтный канал 8, сообщающийся с газоотводным каналом 6, обеспечивает снижение скорости отвода газа и препятствует выносу частиц с отходящим газом, а патрубок 9 для подвода и отвода охлаждающей воды, установленный в нижней части ребра 7, обеспечивает интенсивный отвод тепла, чем способствует образованию гарнисажа на стенке ребра. Наслоение гарнисажа на нижней части ребра 7 и наращивание его длины, с одной стороны, предохраняет ребро от разрушения, а значит и крышку, а с другой - увеличивает путь прохождения отходящего газа за счет постепенного удлинения канала 8 в полости печи.
После образования ванны жидкого металла устройством для дозагрузки в расплав из бункера 16 через дозатор 17, шихтопровод 18, загрузочное окно 19 подают исходный материал, придавая движение поршню 13, расположенному в наклонном цилиндре 12. Стержни 20, закрепленные на поршне 13, разрыхляют исходный материал в наклонном цилиндре при его транспортировании в зоне высоких температур. Материал загружают в печь до заданного технологическим регламентом уровня. При этом тепло, аккумулированное стенками печи, не теряется в окружающую среду, а утилизируется поступающим исходным материалом. После окончания дозагрузки поршень 13 отводят в исходное положение, а плазмотроны 10 работают до полного восстановления материала. Затем вскрывают летку 11, сливают металл и шлак. Следующую загрузку печи производят через питатель 4, и процесс повторяется.
Описанная плазменная плавильная печь изготовлена и опробована в условиях опытного производства. Качество выплавляемой на этой печи стали выше, чем получаемой по традиционной схеме.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЯМОГО ПОЛУЧЕНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2342441C2 |
| СПОСОБ ПРЯМОГО ПОЛУЧЕНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361926C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАСПЛАВА ЖЕЛЕЗА, В ЧАСТНОСТИ РАСПЛАВА СТАЛИ | 2007 |
|
RU2359044C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЖЕЛЕЗА ИЛИ СТАЛИ ИЗ ЖЕЛЕЗООКИСНЫХ МАТЕРИАЛОВ | 2007 |
|
RU2361927C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖЕЛЕЗА ПРЯМЫМ ВОССТАНОВЛЕНИЕМ В ПЕЧИ И УСТРОЙСТВО ДЛЯ ВДУВАНИЯ ПРИРОДНОГО ГАЗА В ПЛАЗМЕННУЮ СТРУЮ | 2007 |
|
RU2367687C2 |
| СПОСОБ ПРЯМОГО ПОЛУЧЕНИЯ ЖЕЛЕЗА, В ЧАСТНОСТИ СТАЛИ, И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319749C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2295574C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ РАСПЛАВА ЖЕЛЕЗА | 2007 |
|
RU2342442C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ПЕРЕРАБОТКИ БЫТОВЫХ ОТХОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2293918C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛА ИЗ ЖЕЛЕЗОСОДЕРЖАЩЕГО СЫРЬЯ | 2004 |
|
RU2285046C2 |
Изобретение относится к прямому получению железоуглеродистых сплавов с помощью плазменной технологии в черной металлургии. Печь содержит корпус и крышку, футерованные огнеупорным материалом, питатель для загрузки исходных материалов, газоотводной канал, летку для слива металла и шлака, источники плазменного нагрева в виде плазмотронов косвенного действия, установленные в боковых стенках печи. Крышка со стороны газоотводного канала выполнена с водоохлаждаемым ребром, которое выступает из крышки внутрь печи и образует со стенкой печи канал, сообщающийся с внутренней полостью газоотводного канала, а в боковых стенках, симметрично друг другу под углом 18-20° к плоскости пода установлены плазмотроны косвенного действия. Летка для слива металла и шлака расположена в стенке печи в плоскости пода на оси симметрии, проходящей через пересечение продольных осей плазмотронов. На противоположной от летки стенке печи установлено устройство для дозагрузки исходного материала, например окатышей. Изобретение позволяет уменьшить материалоемкость печи за счет уменьшения ее высотного габарита, значительно увеличить степень использования восстановительного газа и скорость восстановления железа из расплава. 2 з.п. ф-лы, 2 ил.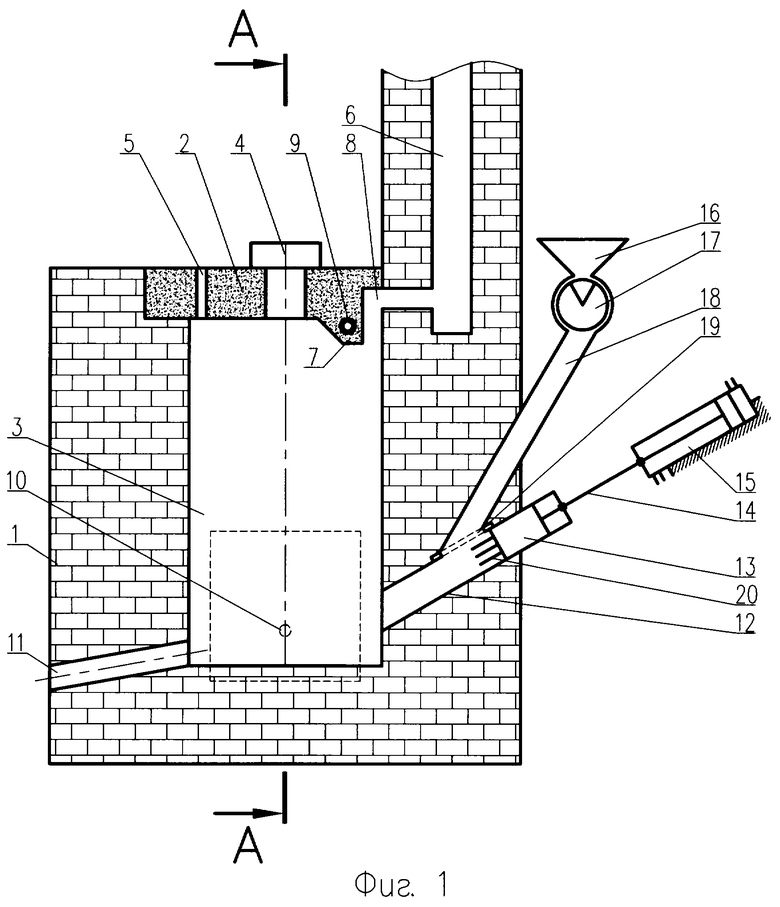
l=(18-25)·d·n,
где l - длина стенки внутренней полости печи;
d - диаметр сопла плазмотрона;
n - количество плазмотронов,
а отношение высоты упомянутой стенки внутренней полости печи к ее длине находится в пределах 1,6-1,9.
| US 4504307 А, 12.03.1985 | |||
| ПЛАЗМЕННАЯ ПЕЧЬ | 1991 |
|
RU2007676C1 |
| ДВУХЗОННЫЙ РЕАКТОР ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ | 1991 |
|
RU2040548C1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ прямого получения жидкой стали | 1978 |
|
SU709688A1 |

