Изобретение относится к эксплуатации бесстыкового железнодорожного пути с железобетонными шпалами.
При взаимодействии пути и подвижного состава на рельсошпальной путевой решетке, как с отступлениями в пределах допусков, так и при сверхнормативных отклонениях, в рельсовых плетях возникают локальные (местные) перегрузки, которые приводят к перенапряжением в рельсах. Локальные перегрузки и перенапряжения рельсов, возникающие в местах некачественной рельсошпальной решетки по длине пути, приводят к зарождению и развитию дефектов рельсов контактно-усталостного происхождения, преимущественно в виде трещин.
С целью снижения количества дефектов в рельсах, возникающих при эксплуатации ж.д. пути, увеличения рабочего ресурса рельсов и пути в целом, повышения безопасности и надежности перевозочного процесса, предлагается способ сборки высококачественной рельсошпальной решетки железнодорожного пути.
Изобретение относится к технологии сборки рельсошпальной решетки железнодорожного пути, реализуемой на звеносборочных базах ПМС. За счет повышения качества рельсошпальной решетки резко снижается количество дефектов рельсов контактно-усталостного происхождения при эксплуатации пути.
Известен бесстыковой железнодорожный путь с клеммно-болтовым скреплением (1), взятый за аналог, содержащий рельсы, железобетонные шпалы, подкладки, в котором рельсы прижимаются к подкладкам клеммами с клеммными болтами, а сами подкладки крепятся к шпалам с помощью закладных болтов. Для снижения жесткости железнодорожного пути между шпалами и подкладками размещаются нашпальные резиновые прокладки, а между прокладками и рельсами располагаются подрельсовые резинокордные прокладки.
Недостатком данной конструкции бесстыкового пути с клеммно-болтовым скреплением является низкое качество новой рельсошпальной решетки, собираемой на звеносборочных базах путевых машинных станций. Качество рельсошпальной решетки характеризуется интенсивностью изменений основных параметров рельсовой колеи по длине пути. В местах интенсивного изменения параметров рельсовой колеи по длине пути возникают различные перегрузки рельсов, которые приводят к зарождению и развитию дефектов в рельсах контактно-усталостного происхождения. Перегрузки и перенапряжения возникают в рельсах на некондиционных железобетонных шпалах и элементах рельсовых скреплений с отклонениями по основным колеюобразующим размерам. Отступления в параметрах рельсовой колеи под поездной нагрузкой создают нерасчетное взаимодействие колеса и рельса, что ведет к перегрузкам элементов взаимодействия, зарождению и развитию дефектов в рельсах контактно-усталостного происхождения.
Известен также технологический процесс сборки путевой решетки железнодорожного пути (2), взятый за прототип, при котором на сборочном стапеле (сборочный путь) раскладываются по эпюре железобетонные шпалы, нашпальные прокладки, подкладки, подрельсовые прокладки и рельсы. Далее на собираемом звене путевой решетки в железобетонные шпалы устанавливаются клеммные и закладные болты и производится их затяжка моторными гайковертами.
Недостатком данного технологического процесса сборки рельсового звена путевой решетки является отсутствие контроля за качеством поступивших железобетонных шпал и элементов рельсового скрепления по линейным колеюобразующим размерам.
В результате номинальные параметры рельсовой колеи нового звена рельсошпальной решетки имеют недопустимую интенсивность изменения по длине пути. Именно в этих местах происходит перегрузка рельсов и колес, которая ведет к зарождению и развитию дефектов контактно-усталостного происхождения в рельсах и колесах.
Решается техническая задача - разработка способа сборки рельсошпальной решетки на железобетонных шпалах, который обеспечивает высокое качество путевой решетки с максимальной точностью колеи и минимальными отступлениями параметров колеи по длине пути. Именно за счет качества рельсошпальной решетки обеспечивается рассчетное взаимодействие пути и подвижного состава с минимальными перегрузками и перенапряжениями рельсов и колес.
Достигаемый результат основан на введении дополнительных операций по сплошному измерению колеюобразующих шпал и элементов рельсового скрепления, отбраковки негодных, сортировки оставшихся по допускаемым отклонениям. В результате качество рельсошпальной решетки значительно повышается. Основные параметры рельсовой колеи имеют стабильные значения по длине пути с минимальными отступлениями. Высококачественная рельсошпальная решетка обеспечивает расчетное взаимодействие пути и подвижного состава с минимальными перегрузками и пере напряжениями. При снижении локальных перегрузок и перенапряжений в рельсах зарождение и развитие дефектов контактно-усталостного происхождения прекращается или замедляется и рабочий ресурс рельсов и колес увеличивается.
Сущность изобретения поясняется чертежами, где изображено:
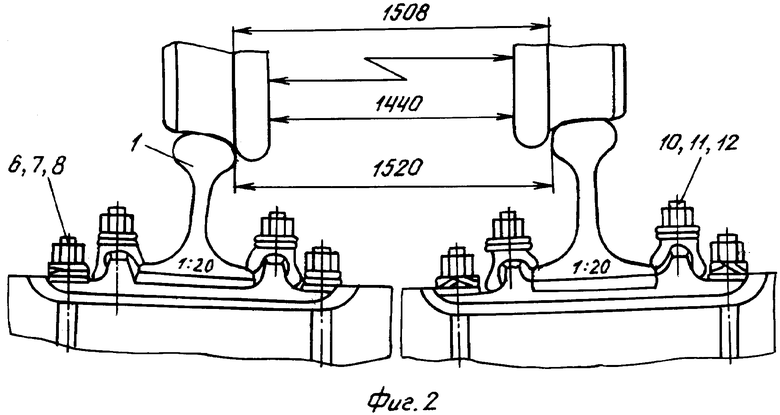
на фиг.1 - общий вид бесстыкового пути, вид сверху;
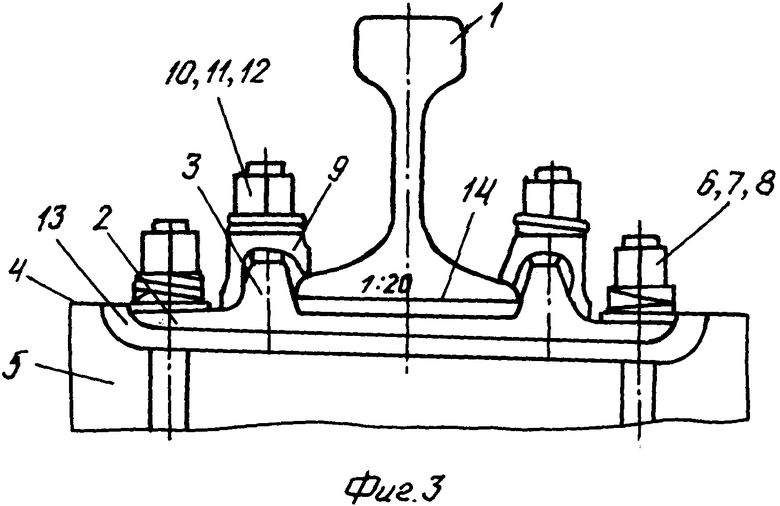
на фиг.2 - характер взаимодействия колесной пары подвижного состава и рельсов железнодорожного пути со скреплением КБ-65;
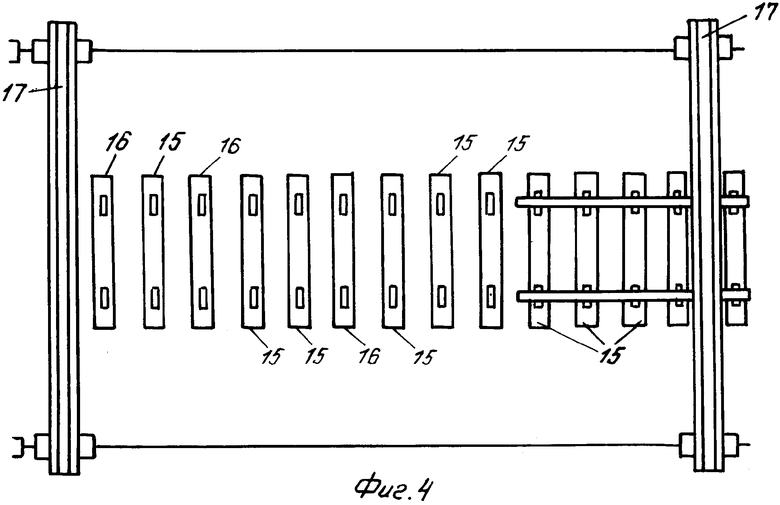
на фиг.3 - рельсовое скрепление КБ-65, подробная деталировка;
на фиг.4 - сборочный стапель звеносборочной базы.
Бесстыковой путь включает в себя рельсошпальную решетку с рельсовым скреплением КБ-65 и состоит из рельсов 1, подошва которых опирается на металлические подкладки 2 и зафиксирована от поперечного смещения ребордами 3. Металлическая подкладка 2 размещается в нишах 4 железобетонных шпал 5 и прижата к шпалам закладными болтами 6 с двух витковыми шайбами 7 и гайками 8. Рельсы 1 прикреплены к подкладкам 2 клеммами 9 при помощи клеммных болтов 10, двух витковых шайб 11 и гаек 12. Между шпалами 5 и подкладками 2 размещены нашпальные прокладки 13, а между рельсами 1 и подкладками 2 расположены подрельсовые прокладки 14.
При сборке рельсошпальной решетки железобетонные шпалы 5 раскладываются по эпюре на сборочном стапеле козловым краном 17 (фиг.4). Затем, с помощью поверенных металлических рулеток, линеек и шаблонов измеряются и фиксируются в ведомости все колеюобразующие размеры разложенных железобетонных шпал и металлических подкладок, подготовленных к сборке. В результате измерений колеюобразующих размеров железобетонных шпал, уложенных на стапеле, они делятся по группам на шпалы кондиционные 15, имеющие номинальные размеры или допуски в пределах нормы, и на шпалы некондиционные 16, имеющие сверхнормативные отклонения по колеюобразующим размерам. Эти шпалы считаются браком и со сборочного стапеля убираются козловым краном 17.
Оставшиеся на сборочном стапеле кондиционные шпалы 15 сортируются и раскладываются по номинальным размерам или по близким допускаемым отклонениям номинальных значений колеюобразующих размеров шпал. Аналогично выбраковываются металлические подкладки по колеюобразующим размерам. Затем сборка рельсошпальной решетки идет обычным порядком. В нишах 4 железобетонных шпал 5 размещаются на шпальные прокладки 13, на которые укладываются металлические подкладки 2 и устанавливаются закладные болты б с двухвитковыми шайбами 7 и гайками 8. Далее на подкладки 2 укладывают под рельсовые прокладки 14 и на них размещают рельсы 1. Затем устанавливают клеммы 9 с клеммными болтами 10, двухвитковыми шайбами 11 и гайками 12. На звено рельсошпальной решетки накладываются контрольные шаблоны, обеспечивающие ширину рельсовой колеи в 1520 мм, и гайки на клеммных и закладных болтах затягиваются в обычном порядке с крутящим моментом в 15÷18 кг·м, после чего звено высококачественной рельсошпальной решетки готово для укладки в путь.
При эксплуатации высококачественной рельсошпальной решетки с рельсовыми плетями и скреплением КБ-65, представленным на фиг.1, фиг.2 и фиг.3, все элементы пути и подвижного состава работают при взаимодействии в расчетном режиме. Перегрузок и перенапряжений при крутильных и ударных воздействий в рельсах и колесах подвижного состава не возникает. Условия зарождения и развития дефектов в рельсах контактно-усталостного происхождения - устраняются.
В этом случае рельсовая плеть бесстыкового пути работает "неограниченно долго" без возникновения в ней трещин и разрушений по контактно-усталостной причине.
По предлагаемой технологии сборки высококачественной рельсошпальной решетки железнодорожного пути на Горьковской железной дороге собраны и уложены в путь 14 километров путевой решетки. После семи лет эксплуатации высококачественной рельсошпальной решетки и пропуске 300 млн т·км брутто на км пути в рельсовых плетях никаких дефектов контактно-усталостного происхождения в рельсах не проявилось.
Источники информации
1. Патент №2131954 от 23.07.1998 г. БИ №17, 1999 г.
2. Технологический процесс сборки рельсошпальной решетки бесстыкового пути с рельсовым скреплением КБ-65. Москва, ЦП МПС, 2000 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ КАЧЕСТВА РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2004 |
|
RU2334040C2 |
| СПОСОБ УВЕЛИЧЕНИЯ СРОКА СЛУЖБЫ РЕЛЬСОВЫХ ПЛЕТЕЙ | 1999 |
|
RU2153551C1 |
| РЕЛЬСОВОЕ СКРЕПЛЕНИЕ КБ-65 | 1998 |
|
RU2131954C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ИЗЛОМОВ РЕЛЬСОВЫХ ПЛЕТЕЙ | 1999 |
|
RU2153552C1 |
| СПОСОБ СБОРКИ ЖЕЛЕЗНОДОРОЖНОЙ РЕШЕТКИ С ИСПОЛЬЗОВАНИЕМ УСТОЙЧИВЫХ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 2007 |
|
RU2335592C1 |
| РЕЛЬСОВОЕ КЛЕММНО-БОЛТОВОЕ СКРЕПЛЕНИЕ | 1997 |
|
RU2112823C1 |
| РЕЛЬСОВОЕ КЛЕММНО-БОЛТОВОЕ СКРЕПЛЕНИЕ | 1996 |
|
RU2105095C1 |
| АНКЕРНОЕ КЛЕММНО-БОЛТОВОЕ РЕЛЬСОВОЕ СКРЕПЛЕНИЕ (ВАРИАНТЫ) | 2011 |
|
RU2468133C1 |
| РЕЛЬСОВОЕ СКРЕПЛЕНИЕ | 2001 |
|
RU2216620C2 |
| РЕЛЬСОВОЕ СКРЕПЛЕНИЕ | 2001 |
|
RU2216619C2 |
Изобретение относится к эксплуатации бесстыкового железнодорожного пути с железобетонными шпалами. Способ сборки высококачественной рельсошпальной решетки железнодорожного пути заключается в том, что на сборочном стапеле укладываются по эпюре железобетонные шпалы, нашпальные прокладки, подкладки, подрельсовые прокладки и рельсы. Далее на собираемом звене рельсошпальной решетки в железобетонные шпалы устанавливаются закладные и клеммные болты и производится их затяжка моторными гайковертами. После раскладки железобетонных шпал на сборочном стапеле производится сплошное измерение всех колеюобразующих размеров железобетонных шпал и металлических подкладок поверенными металлическими рулетками, линейками и шаблонами. Техническим результатом изобретения является обеспечение высокого качества путевой решетки с максимальной точностью колеи и минимальными отступлениями параметров колеи по длине пути, а также обеспечение рассчетного взаимодействия пути и подвижного состава с минимальными перегрузками и перенапряжениями рельсов и колес. 2 з.п. ф-лы, 4 ил.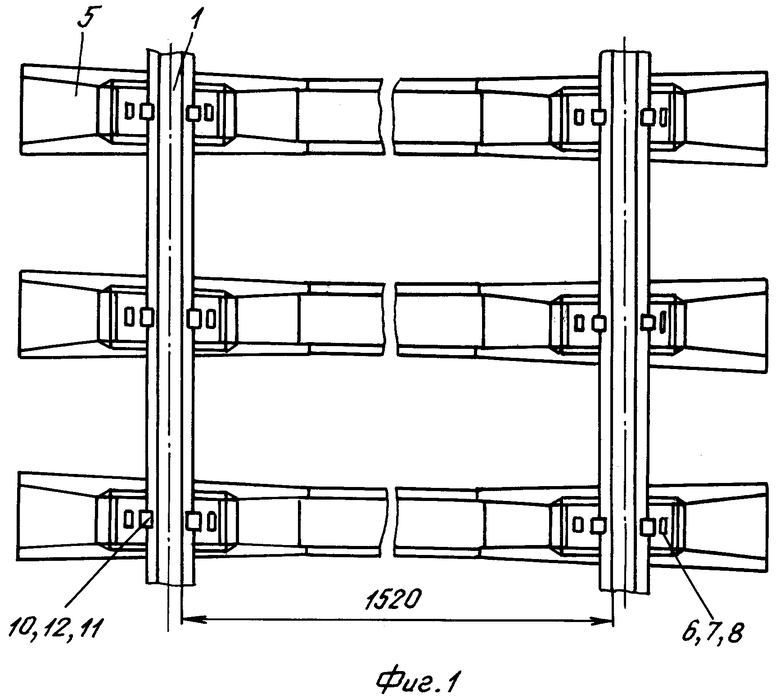
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| - М.: ЦП МПС, 2000 | |||
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНОЙ РЕШЁТКИ | 2001 |
|
RU2222659C2 |
| РЕЛЬСОВОЕ СКРЕПЛЕНИЕ КБ-65 | 1998 |
|
RU2131954C1 |
| ЛОНЧАКОВ Э.Т., ПЕТРОПАВЛОВСКИЙ Б.П | |||
| Путевые машины для звеносборочных и звеноразборочных работ | |||
| - М.: Транспорт, 1984, с.132-133, рис.109 | |||
| ОРЛОВ Ю.А., ЕГИАЗАРЯН А.В. | |||

