Изобретение относится к изготовлению одноразовой посуды и, в частности, стаканов и чашек, в которых использованы полимерные и бумажные материалы.
Известны способы и автоматические машины для изготовления бумажных стаканчиков (например, SU 1680574 от 30.09.1991; SU 1722876 от 19.06.1990).
Полученные известными способами стаканчики являются недостаточно прочными и герметичными.
Наиболее близким к предложенному способу является способ изготовления бумажных стаканчиков из одного, двух или трех слоев бумаги. Способ включает загрузку на карусельный механизм автоматической машины заготовок боковой вырубки, выполненных из картона, нанесение клея, свивание, термическое склеивание противоположных сторон вырубки с образованием бокового шва, вырубку заготовок донной части из картонного полотна, соединение боковой вырубки и донной части, вальцевание дна, окончательную формовку полученного изделия (SU 1452710 от 23.01.1989).
Недостатком известного технического решения является то, что полученные изделия недостаточно герметичны, особенно при их использовании для горячих блюд и напитков.
Задачей настоящего изобретения является разработка способа получения одноразовой посуды с повышенной термостойкостью и герметичностью, удобной при ее использовании, как для холодных, так и для горячих блюд.
Поставленная задача решается описываемым способом изготовления посуды, имеющей форму тел вращения, для пищевых продуктов, который включает загрузку на карусельный механизм автоматической машины заготовок боковой вырубки, выполненных из картона, нанесение клея, свивание, термическое склеивание противоположных сторон вырубки с образованием бокового шва, вырубку заготовок донной части из картонного полотна, соединение боковой вырубки и донной части, вальцевание дна, окончательную формовку полученного изделия, в котором на карусельный механизм автоматической машины дополнительно подают вставку требуемой формы и размера для изготовления посуды, выполненную из полимерного материала, свивание картонной боковой вырубки производят путем совмещения внешней стороны полимерной вставки с внутренней стороной боковой вырубки и их склеивания, после чего производят соединение боковой вырубки и донной части путем наклеивания на дно полимерной вставки донной катонной заготовки, при этом в качестве клея используют водную дисперсию синтетической смолы, образование бокового шва осуществляют при температуре 520-560°С, склеивание боковой вырубки и полимерной вставки осуществляют при температуре 360-390°С, наклеивание донной части на дно полимерной вставки осуществляют при температуре 190-210°С.
Предпочтительно в качестве полимерного материала вставки использовать полипропилен.
Картонные заготовки могут быть выполнены из немелованной или мелованной бумаги с тиснением или без тиснения.
Окончательную формовку изделия осуществляют преимущественно на пресс-форме под давлением.
За счет выполнения посуды таким образом, что в ней один слой (основной корпус) выполнен из полимерного материала, а второй слой из картона (бумаги), она обладает повышенной прочностью, термостойкостью и герметичностью. При этом заявленная последовательность действий, а также параметры термосклейки являются необходимыми и достаточными для получения заявленного технического результата.
На чертеже приведена схема основных этапов технологического процесса изготовления стаканов.
Пример сборки стаканов
Сборку стаканов осуществляют на автоматической комбинированной машине тина CBU-DES, производство Германия.
На первом этапе производства осуществляют загрузку полипропиленовых (РР) стаканов на подъемник машины. По транспортеру РР стаканы подаются на карусельный механизм машины. В это же время производится загрузка картонных боковых вырубок. Затем на внутреннюю часть вырубок наносят клей Адгезин J 1626 (дисперсия синтетической смолы). Картонная боковая вырубка огибает РР стакан и за счет клея приклеивается к нему. На противоположный конец картонной боковой вырубки наносят клей Адгезин А 7057 (дисперсия смолы) и концы картонной вырубки склеиваются.
На втором этапе происходит вырубка картонной донной части стакана из рулонного полотна. Для этого рулонное полотно крепится стационарно на установке для рулонного полотна. С помощью вырубного ножа вырубается картонная заготовка.
На дно стакана с наклеенной боковой вырубкой наносится клей Адгезии J 1672 (дисперсия смолы), автоматически подается вырубленная донная заготовка и приклеивается к РР стакану.
Затем происходит вальцевание дна для его закрепления ко дну и стенкам РР стакана.
На пресс-форме под давлением происходит окончательная формовка картонных заготовок на РР стакане.
Готовые стаканы из автомата выходят на упаковочный стол, где они укладываются в картонные коробки.
Технологические параметры процесса
В описанной выше схеме технологического процесса особое внимание уделяют процессу формирования швов и термическому склеиванию деталей изделия.
В зависимости от размеров изготавливаемой посуды предварительно устанавливают необходимое количество дисперсии синтетической смолы для склеивания различных деталей.
Боковой шов формируют следующим образом. Точно определенное количество клея (холодного) наносится на заготовку - боковую вырубку, чтобы сформировать шов.
Заготовка выходит из кассеты с помощью вытяжных рычагов и размещается на вакуумном конвейере. Левый край боковой вырубки направляется под наноситель клея для бокового шва. Вакуумный конвейер останавливается. Насадка с клеем надвигается на заготовку. Начало и конец длины нанесения клея контролируется программой. После нанесения клея на боковой шов вакуумный конвейер опять начинает двигаться и передвигает заготовку к установке подсушивания бокового шва, где боковой шов слегка подсушивается, после чего па нагревателе устанавливают температуру 550°С и сжимают шов при данной температуре в течение 1-2 секунд.
Аналогичным образом осуществляют склеивание других деталей стакана, устанавливая на соответствующем нагревателе определенную температуру в течение времени, необходимого для склеивания деталей.
При склеивании боковой картонной вырубки с РР-вставкой в форме стакана на нагревателе устанавливают температуру, равную 380°С и поддерживают ее в течение 2-3 секунд.
На нагревателе данного шва устанавливают температуру равную 200°С и поддерживают ее в течение 2-3 секунд.
В процессе изготовления посуды могут быть использованы дисперсии синтетических смол, разрешенные в пищевых производствах. Нами использованы смолы Адгезин J 1626, Адгезин А 7057, Адгезин А 1672, Адгезин А 7093, производство Германия, Хенкель К... А, Дюссельдорф.
В результате осуществления способа получены стаканы одноразового использования номинальной вместимостью 450 мл, с верхним диаметром 100 мм. Для изготовления стаканов были использованы следующие полимеры: полипропилен, полиэтилен, сополимеры пропилена с этиленом.
Аналогичным способом можно получить любую посуду, имеющую форму тел вращения, и использовать в способе различные типы автоматических машин, имеющих карусельный механизм, формирующий каркас, насадки с клеем, воздухом (горячим и холодным), нагреватели, устройства подачи заготовок, поворотную платформу, прижимные устройства и пресс-форму.
Изготовленные но заявляемому способу стаканы имеют следующие показатели качества (Таблица 1).
| название | год | авторы | номер документа |
|---|---|---|---|
| СУХОЙ КЛЕЙ ДЛЯ ОБОЕВ | 2001 |
|
RU2205852C2 |
| Способ производства одноразового стакана и стакан | 2022 |
|
RU2803322C1 |
| СУХОЙ КЛЕЙ ДЛЯ ОБОЕВ | 2001 |
|
RU2212426C2 |
| СУХОЙ КЛЕЙ ДЛЯ ОБОЕВ | 2001 |
|
RU2212427C2 |
| ЗАГОТОВКА КОНТЕЙНЕРА И СПОСОБ ПРОИЗВОДСТВА КОНТЕЙНЕРОВ ИЗ ТАКИХ ЗАГОТОВОК | 2004 |
|
RU2355618C2 |
| ТЕРМОИЗОЛЯЦИОННАЯ ОБЕРТКА СТАКАНА И ТЕРМОИЗОЛИРОВАННАЯ ЕМКОСТЬ С ТАКОЙ ОБЕРТКОЙ | 2005 |
|
RU2357897C2 |
| Способ изготовления бумажного стаканчика и устройство для его осуществления | 1986 |
|
SU1452710A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ БУМАЖНЫХ КОНУСООБРАЗНЫХ СТАКАНЧИКОВ ИЗ РУЛОНА БУМАЖНОЙЛЕНТЫ | 1968 |
|
SU213571A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛЬФОНОВ И УСТРОЙСТВА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2399818C1 |
| СПОСОБ ПРОИЗВОДСТВА ПАРКЕТНОГО ЩИТА | 1994 |
|
RU2081978C1 |
Способ включает загрузку на карусельный механизм картонных заготовок боковой вырубки, нанесение клея, свивание, термическое склеивание противоположных сторон вырубки с образованием бокового шва. Кроме того, способ включает вырубку заготовок донной части из картонного полотна, соединение боковой вырубки и донной части, вальцевание дна и окончательную формовку полученного изделия. Причем на карусельный механизм дополнительно подают вставку, выполненную из полимерного материала и осуществляют совмещение и склеивание внешней стороны полимерной вставки с внутренней стороной боковой вырубки. После чего производят соединение боковой вырубки и донной части путем наклеивания на дно полимерной вставки донной картонной заготовки. При этом в качестве клея для соединения используют водную дисперсию синтетической смолы. Соединение бокового шва осуществляют при температуре 520-560°С, склеивание боковой вырубки и полимерной вставки осуществляют при температуре 360-390°С, а наклеивание донной части на дно полимерной вставки осуществляют при температуре 190-210°С. Заявленное изобретение обеспечивает получение удобной при использовании одноразовой посуды с повышенной термостойкостью и герметичностью. 3 з.п. ф-лы, 1 табл., 1 ил.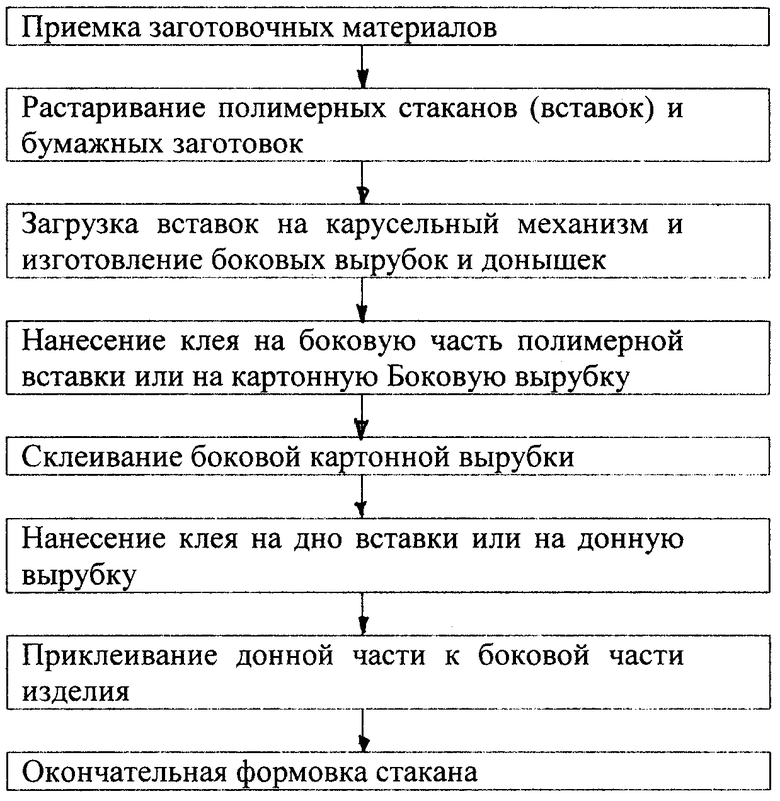
| JP 52148378 А, 09.12.1977 | |||
| KR 100619705 A, 28.08.2006 | |||
| Способ изготовления бумажного стаканчика и устройство для его осуществления | 1986 |
|
SU1452710A1 |
| ПРИПОЙ ДЛЯ ЛУЖЕНИЯ ПЛЕНКИ АЛЮМИНИЯ НА КРЕМНИИ | 2011 |
|
RU2477206C1 |

