Способ производства относится к сосудам для питья, более конкретно к посуде одноразового использования для горячих и холодных напитков.
Известны решения изготовления одноразового стакана из скрепленных между собой боковой стенки и донышка, при этом боковая стенка стакана имеет преимущественно вид усеченного конуса, у которого верхний диаметр больше нижнего, и выполнена из ламинированного полиэтиленом или его сополимером по крайней мере с внутренней стороны боковой стенки картона, кроме того, образующие боковую стенку стакана края скреплены между собой продольным сварочным швом, образованным расплавленным слоем полиэтилена или его сополимером, при этом донышко стакана выполнено из ламинированного полиэтиленом или его сополимером по крайней мере с одной стороны картона, размещенного внизу боковой стенки внутри стакана ламинированной стороной к верху и скрепленного с низом боковой стенки стакана сварочным швом, образованным расплавленным слоем полиэтилена или его сополимером.
Также из уровня техники известен одноразовый стакан по заявке РФ № 2016133134 от 10.08.2016 на изобретение (МПК A47G 19/22). Одноразовый стакан для горячих и охлажденных напитков состоит из скрепленных между собой боковой стенки и донышка, при этом боковая стенка стакана имеет преимущественно вид усеченного конуса, у которого верхний диаметр больше нижнего, и выполнена из ламинированного по крайней мере с внутренней стороны боковой стенки картона, на внешней поверхности которого закреплен нетканый материал, кроме того, образующие боковую стенку стакана края скреплены между собой продольным швом, при этом донышко стакана выполнено из ламинированного по крайней мере с одной стороны картона, размещено внизу боковой стенки внутри стакана ламинированной стороной к верху и скреплено с низом боковой стенки стакана.
Наиболее близким аналогом (прототипом) заявленной полезной модели является одноразовый стакан для горячих и охлажденных напитков по патенту РФ № 196405 от 27.12.2019 (МПК A47G 19/22; B32B 1/02). Одноразовый стакан для горячих и охлажденных напитков состоит из скрепленных между собой боковой стенки, выполненной в форме тела вращения и основания, причем в верхней части боковой стенки выполнена отбортовка, отличающийся тем, что боковая стенка и основание выполнены многослойными и включают по меньшей мере слой вспененного полиэтилентерефталата с плотностью от 100 кг/м3 до 900 кг/м3 с характеристической вязкостью от 0,5 дл/г до 1,0 дл/г, соединенный за счет расплава со слоем сополимера полиэтилена.
Недостатками данных видов одноразовых стаканов являются: ограниченное вторичное использование стаканов, изготовленных из полимерных материалов, из-за значительного ухудшения свойств полимеров (полистирол и/или полипропилен) при вторичной переработке; сложная вторичная переработка одноразовых стаканов на основе картона и долгий срок естественного разложения утилизированных одноразовых стаканов из-за содержащихся в них обязательных слоев полиэтилена, используемых для создания сварочных швов. Использование картона приводит к уничтожению глобальных лесных ресурсов Земли. Недостатками производств данных видов одноразовых стаканов является сварка боковой стенки и основания стакана с помощью обязательного нагрева и плавления слоев полиэтилена боковой стенки и основания.
Задача, которую поставил перед собой разработчик одноразового стакана на основе вспененного полиэтилентерефталата и не вспененного полиэтилентерефталата состояла в устранении недостатков известных аналогов. Технический результат заключается в создании нового способа производства одноразового стакана, в котором все процессы инфракрасной (тепловой) сварки заменены на ультразвуковую сварку. Кроме того, технический результат заключается в создании более прочной и надежной конструкции одноразового стакана из многослойного материала, на основе вспененного первичного и/или вторичного (полученного из отходов полиэтилентерефталата) полиэтилентерефталата. Данный технический результат достигается за счет всей совокупности существенных признаков.
Сущность заявленного изобретения заключается в том, что способ производства одноразового стакана включает подготовку заготовки для боковой стенки, для чего рулонов и/или из листов многослойного материала, включающего по меньшей мере слой вспененного полиэтилентерефталата, вырубают полосы, подготовку заготовки для дна, для чего из рулонов и/или из листов многослойного материала, включающего по меньшей мере печатный слой и слой вспененного полиэтилентерефталата нарезают узкие полосы для вырубки и формирования основания одноразового стакана, затем производят сборку стакана из боковых стенок, придавая изделию форму тела вращения, далее края боковой стенки соединяют между собой при помощи ультразвуковой сварки, затем делают подгиб боковой стенки, чтобы часть материала боковой стенки зашла на основание, и производят ультразвуковую сварку подгиба с основанием. Кроме того, полосы заготовок для боковой стенки и дна вырубают методом ротационной или плоской высечки. Вместе с тем, применяют многослойный материал для боковой стенки и основания включающий печатный слой. Причем сборку стакана из боковых стенок производят при помощи сгибания. Кроме того, изделию придают форму тела вращения в виде усеченного конуса либо цилиндра. Вместе с тем, ультразвуковую сварку боковой стенки либо дна производят сонотродом. Причем ультразвуковую сварку производят на металлическом дорне. Кроме того, ультразвуковую сварку производят от 0,1 секунды до 1 секунды. Вместе с тем, ультразвуковую сварку производят с усилием от 200 Н до 2000 Н. Одноразовый стакан состоит из скрепленных между собой боковой стенки, выполненной в форме тела вращения и основания, причем в верхней части боковой стенки выполнена отбортовка причем боковая стенка и основание выполнены многослойными и включают по меньшей мере слой вспененного полиэтилентерефталата, причем стакан изготовлен таким способом.
Способ производства поясняется графически, где;
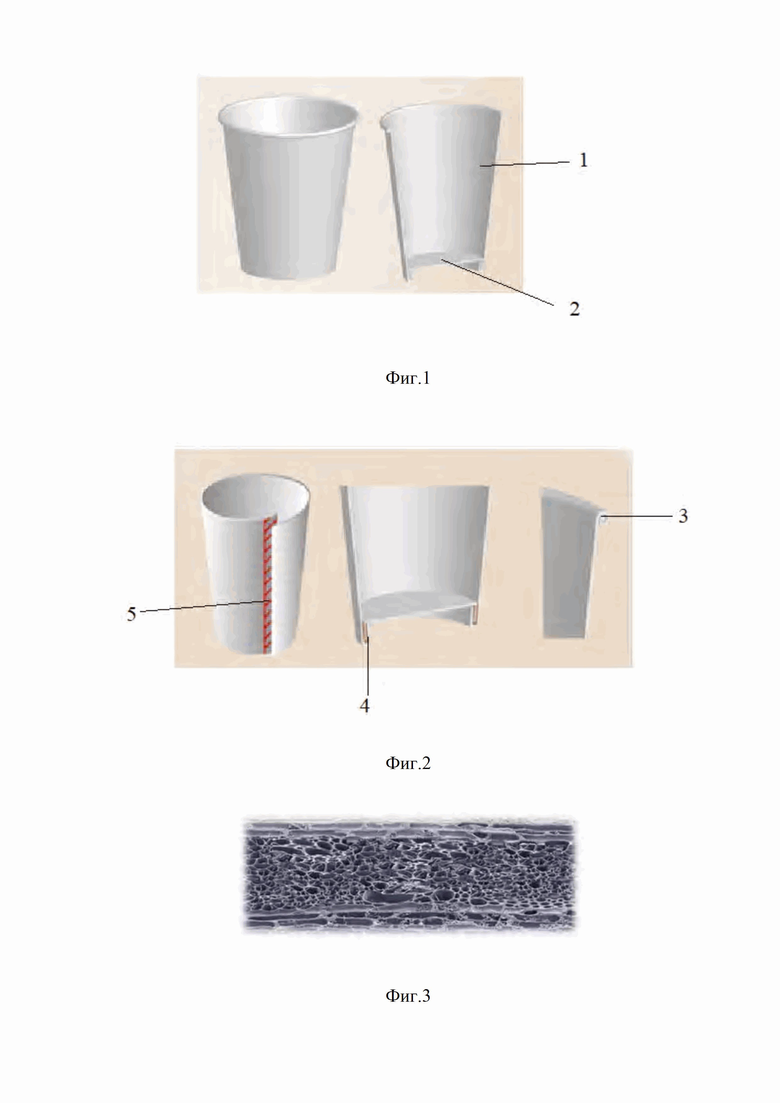
на фиг. 1 схематически изображен процесс сборки одноразового стакана, на основе вспененного полиэтилентерефталата;
на фиг. 2 схематически изображен процесс сборки одноразового стакана, на основе вспененного полиэтилентерефталата;
на фиг. 3 схематически и послойно изображена стенка и основание стакана из многослойной композиции на основе вспененного полиэтилентерефталата;
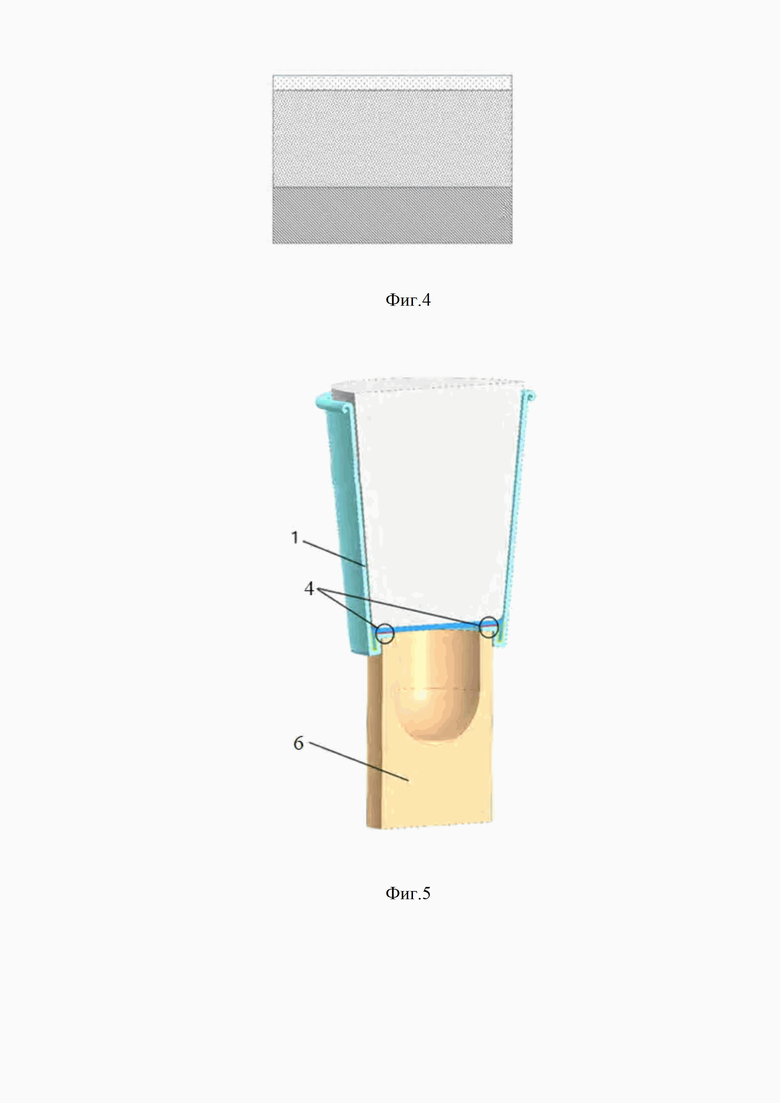
на фиг. 4 схематически и послойно изображена стенка и основание стакана из многослойной композиции на основе вспененного полиэтилентерефталата;
на фиг. 5 схематически изображен процесс сварки основания ультразвуком.
Одноразовый стакан для горячих и охлаждённых напитков состоит из скрепленных между собой боковой стенки 1 и основания 2. В верхней части боковой стенки 1 выполнена отбортовка (вальцовка) 3. Боковая стенка 1 выполнена в форме тела вращения, например, усеченного конуса либо цилиндра. Боковая стенка 1 и основание 2 выполнены многослойными и включают: печатный слой и слой вспененного полиэтилентерефталата. Печатный слой представляет собой информативный слой, нанесенный снаружи боковой стенки 1. Печатный слой предназначен для размещения на нём различного рода информации и изображений, предназначенных для потребителей. Печатный слой выполнен при помощи ротогравюрной печати либо офсетной печати, либо флексографской печати, либо комбинированным способом на слой вспененного полиэтилентерефталата. Слой вспененного полиэтилентерефталата выполняет роль основного опорного несущего слоя и выступает в качестве замены несущего слоя картона и/или бумаги в известных аналогах. Слой вспененного полиэтилентерефталата сохраняет достаточную прочность, чтобы выдержать многократные циклы сгибания и разгибания. Основной слой полиэтилентерефталата также выполняет роль сварочного слоя, соединяется со слоем вспененного и/или не вспененного полиэтилентерефталата 5 за счет ультразвуковой сварки. В качестве основного несущего слоя может быть применен вспененный вторичный полиэтилентерефталат. По верхней кромке боковой стенки 1 выполнена закругленная отбортовка (вальцовка) 3, то есть верхний край боковой стенки 1 выполнен отогнутым наружу и закругленным с образованием кольцевого буртика, что увеличивает толщину кромки боковой стенки 1, придает жесткость верхней части стакана и способствует беспрепятственному извлечению стакана из стопки без смятия. Кроме того, стаканы с закругленной отбортовкой более комфортны при использовании их для питья.
Способ производства одноразового стакана для горячих и охлаждённых напитков заключается в следующем. Из рулонов и/или из листов многослойного материала, включающего по меньшей мере печатный слой и слой вспененного полиэтилентерефталата, методом ротационной или плоской высечки нарубают заготовки для использования в качестве боковой стенки 1. Боковая стенка 1 в нижней части делается большего размера для нового способа производства для использования ультразвукового донного сварного шва. Размер боковой стенки 1 увеличивается в диапазоне от 1 мм до 5 мм. Из рулонов и/или из листов многослойного материала, включающего по меньшей мере печатный слой и слой вспененного полиэтилентерефталата нарезают узкие полосы для вырубки и формирования основания (донышка) 2 изделия. Затем производят сборку стакана из боковых стенок 1 при помощи сгибания, придавая изделию форму тела вращения, например, усеченного конуса либо цилиндра. Края боковой стенки 1 соединяют между собой при помощи ультразвуковой сварки. После сварки бокового шва делают подгиб боковой стенки таким образом, чтобы часть материала боковой стенки 1 зашла на основание, и производят ультразвуковую сварку сонотродом части материала боковой стенки 1 к основанию 2, образуя швы 4 и 5, при этом заготовка находится на металлическом дорне для улучшения качества сварного шва. При ультразвуковой механической обработке, сварке и смешивании сонотрод 6 - это инструмент, который создает ультразвуковые колебания и применяет эту энергию колебаний к газу, жидкости, твердому веществу или ткани. Сонотрод 6 обычно состоит из набора пьезоэлектрических преобразователей, прикрепленных к сужающемуся металлическому стержню. Конец стержня прикладывают к рабочему материалу, переменный ток, колеблющийся с ультразвуковой частотой, подается отдельным блоком источника питания на пьезоэлектрические преобразователи. Ток заставляет их расширяться и сжиматься. Частота тока выбрана равной резонансной частоте инструмента, поэтому весь сонотрод 6 действует как полуволновой резонатор, колеблющийся вдоль стоячими волнами на его резонансной частоте. Стандартные частоты, используемые с ультразвуковыми сонотродами, находятся в диапазоне от 18 кГц до 70 кГц. Амплитуда вибрации мала, примерно от 13 до 130 микрометров. При этом усилие воздействия сонотрода 6 на заготовку находится в диапазоне от 200 Н до 2000 Н, время сварки находится в диапазоне от 0,1 секунды до 1 секунды.
Заявленный способ производства позволяет производить одноразовый стакан, состоящий только из полиэтилентерефталата, без слоев полиэтилена, предназначенных в качестве сварочных и на 100% производить вторичную переработку использованной упаковки на основе многослойного материала с основным несущим слоем вспененного полиэтилентерефталата, методом дробления, последующей поликонденсации полиэтилентерефталата, восстанавливая свойства полиэтилентерефталата до первичного сырья. Заявленный способ производства облегчает вторичную переработку неограниченного количества раз многослойных материалов с основным несущим слоем вспененного полиэтилентерефталата из-за отсутствия полиэтилена, сополимеров полиэтилена и его примесей. Заявленный способ производства позволяет создавать в большинстве случаев одноразовый стакан из многослойного материала со слоем вспененного полиэтилентерефталата с физико-механическими характеристиками лучшими, чем аналогичные одноразовые стаканы на основе картонов и/или бумаги со сварочными слоями из полиэтилена. Заявленный способ производства потребляет меньше электроэнергии из-за использования ультразвуковой сварки вместо инфракрасной (тепловой). Таким образом, заявляемый способ производства позволяет повысить эксплуатационные характеристики изделия.
Способ производства относится к сосудам для питья, более конкретно к посуде одноразового использования для горячих и холодных напитков. Технический результат заключается в создании нового способа производства одноразового стакана, в котором все процессы инфракрасной (тепловой) сварки заменены на ультразвуковую сварку. Кроме того, технический результат заключается в создании более прочной и надежной конструкции одноразового стакана из многослойного материала, на основе вспененного первичного и/или вторичного (полученного из отходов полиэтилентерефталата) полиэтилентерефталата. Сущность заявленного изобретения заключается в том, что способ производства одноразового стакана включает подготовку заготовки для боковой стенки, для чего из рулонов и/или из листов многослойного материала, включающего по меньшей мере слой вспененного полиэтилентерефталата, вырубают полосы, подготовку заготовки для дна, для чего из рулонов и/или из листов многослойного материала, включающего по меньшей мере печатный слой и слой вспененного полиэтилентерефталата нарезают узкие полосы для вырубки и формирования основания одноразового стакана, затем производят сборку стакана из боковых стенок, придавая изделию форму тела вращения, далее края боковой стенки соединяют между собой при помощи ультразвуковой сварки, затем делают подгиб боковой стенки, чтобы часть материала боковой стенки зашла на основание, и производят ультразвуковую сварку подгиба с основанием. Одноразовый стакан состоит из скрепленных между собой боковой стенки, выполненной в форме тела вращения и основания, причем в верхней части боковой стенки выполнена отбортовка причем боковая стенка и основание выполнены многослойными и включают по меньшей мере слой вспененного полиэтилентерефталата, причем стакан изготовлен таким способом. 2 н. и 8 з.п. ф-лы, 5 ил.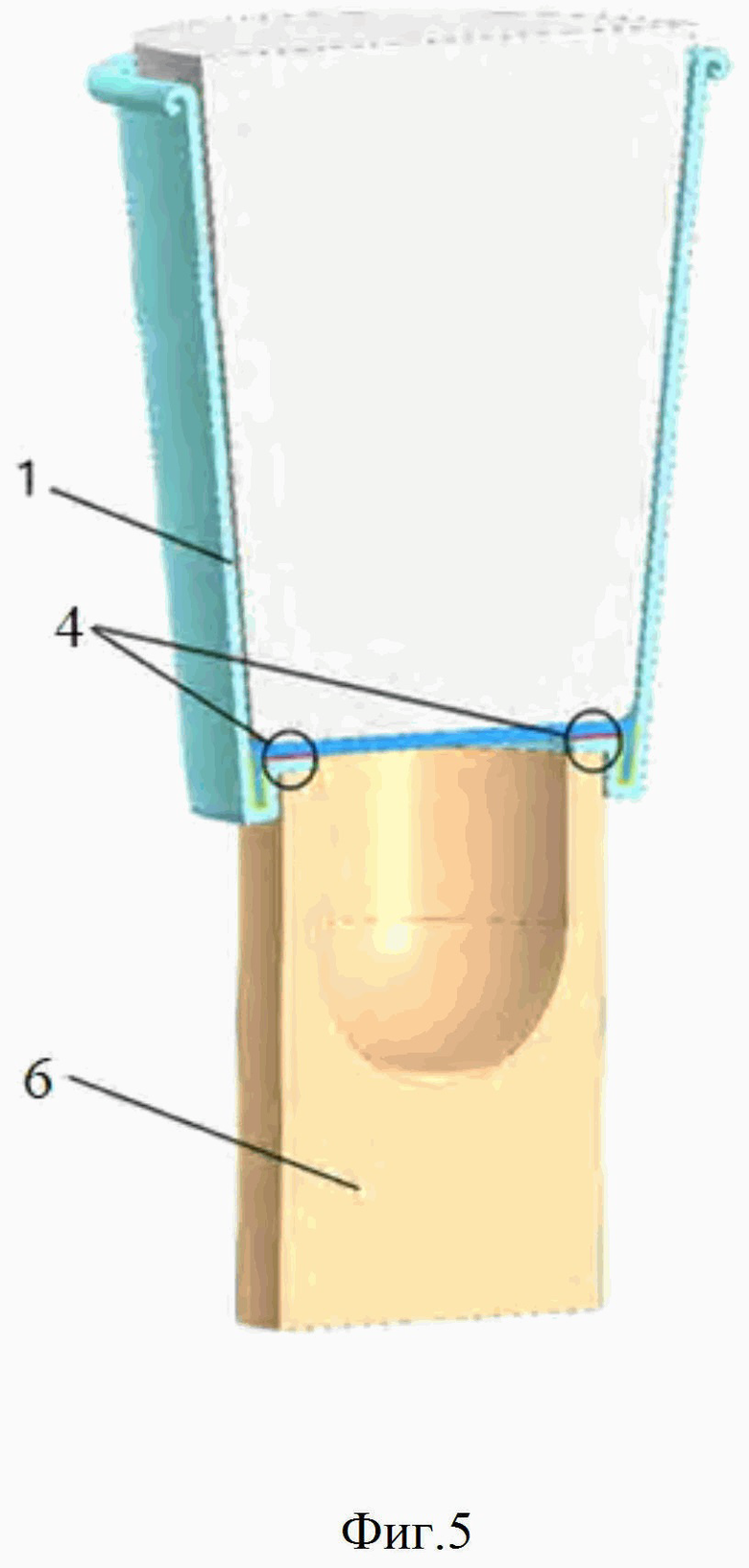
1. Способ производства одноразового стакана, включающий подготовку заготовки для боковой стенки, для чего из рулонов и/или из листов многослойного материала, включающего по меньшей мере слой вспененного полиэтилентерефталата, вырубают полосы, подготовку заготовки для дна, для чего из рулонов и/или из листов многослойного материала, включающего по меньшей мере печатный слой и слой вспененного полиэтилентерефталата нарезают узкие полосы для вырубки и формирования основания одноразового стакана, затем производят сборку стакана из боковых стенок, придавая изделию форму тела вращения, далее края боковой стенки соединяют между собой при помощи ультразвуковой сварки, затем делают подгиб боковой стенки, чтобы часть материала боковой стенки зашла на основание и производят ультразвуковую сварку подгиба с основанием.
2. Способ по п. 1, отличающийся тем, что полосы заготовок для боковой стенки и дна вырубают методом ротационной или плоской высечки.
3. Способ по п. 1, отличающийся тем, что применяют многослойный материал для боковой стенки и основания, включающий печатный слой.
4. Способ по п.1, отличающийся тем, что сборку стакана из боковых стенок производят при помощи сгибания.
5. Способ по п.1, отличающийся тем, что изделию придают форму тела вращения в виде усеченного конуса либо цилиндра.
6. Способ по п.1, отличающийся тем, что ультразвуковую сварку боковой стенки либо дна производят сонотродом.
7. Способ по п.1, отличающийся тем, что ультразвуковую сварку производят на металлическом дорне.
8. Способ по п.1, отличающийся тем, что ультразвуковую сварку производят от 0,1 секунды до 1 секунды.
9. Способ по п.1, отличающийся тем, что ультразвуковую сварку производят с усилием от 200 Н до 2000 Н.
10. Одноразовый стакан, состоящий из скрепленных между собой боковой стенки, выполненной в форме тела вращения и основания, причем в верхней части боковой стенки выполнена отбортовка, отличающийся тем, что боковая стенка и основание выполнены многослойными и включают по меньшей мере слой вспененного полиэтилентерефталата, причем стакан изготовлен способом по любому из пп. 1-9.
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗМЕРЕНИЯ УДЛИНЕНИЯ СТЕРЖНЕВЫХ И ПОЛОСОВЫХ ОБРАЗЦОВ | 0 |
|
SU196405A1 |
| Многоместная цанговая оправка к токарному и другим станкам | 1958 |
|
SU114828A1 |
| СПОСОБ ЗАЩИТЫ РТУТНОГО ВЫПРЯМИТЕЛЬНОГО УСТРОЙСТВА ОТ ОБРАТНЫХ ЗАЖИГАНИЙ | 1935 |
|
SU46638A1 |
| WO 2020127065 A1, 25.06.2020 | |||
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2279955C1 |
| Учебное пособие | |||
| Современные виды сварки, Овчинников В.В., Москва, Издательский центр "Академия", 2016, 5-е издание, стр | |||
| Способ подпочвенного орошения с применением труб | 1921 |
|
SU139A1 |
