Изобретение относится к деревообработке, а именно к технологии сушки древесины, преимущественно бревен или бруса, и может быть использовано на предприятиях деревообрабатывающей и других отраслей промышленности.
Известен способ сушки древесины и установка для его осуществления (заявка №95114879, МПК F26B 5/04, F26B 3/20, опубл. 1997.08.27), включающий нагрев древесины с помощью термостатированных нагревательных элементов до требуемой температуры, выдержку на каждой ступени нагрева и периодическую обработку древесины вакуумом в процессе сушки, при этом нагрев термостатированными нагревательными элементами непосредственно ведут в нескольких зонах по длине высушиваемого материала с промежутками между зонами нагрева.
Известен способ обработки древесины (патент РФ №2129955, МПК В27K 5/00, В27K 3/34, опубл. 1999.05.10), включающий пропитку древесины насыщенным раствором мочевины при комнатной температуре до поглощения не менее 20% мочевины к весу абсолютно сухой древесины, затем выдержку на воздухе в условиях закрытого помещения не менее 24-72 часа и только потом производят двухступенчатую сушку до остаточной влажности древесины не более 20%.
Известен способ конвективной сушки древесины, преимущественно бревен или бруса, (патент РФ №2163328, МПК F26B 3/04, F26B 1/00, опубл. 2001.02.20), по которому перед началом сушки вдоль продольной оси бруса или бревна на его противоположных сторонах выполняют пазы, вдоль которых направляют поток воздуха. Изобретение направлено на сокращение сроков сушки и связанных с этим энергозатрат.
Известен способ сушки древесины (патент РФ №2047064, МПК F26B 7/00, опубл. 1995.10.27), наиболее близкий к заявляемому, и принятый за прототип, который предусматривает обработку штучных исходных сырьевых заготовок, например бревен, имеющих торцы. Бревно оборачивают эластичным упругоподатливым материалом в виде ленты, а по торцам устанавливают уплотнительные кожухи, соединенные патрубками с источником давления или разрежения. Лента также имеет ниппельные патрубки, соединенные с источником давления или разрежения. Усилие давления или разрежения подают в зависимости от выбранной технологии сушки бревна, если по патрубкам подают сжатый перегретый газ CO2, то патрубки присоединяют к вакуум-установке, если через патрубки нагнетают газ, то отвод через вакуум-установку осуществляют посредством патрубков. При значительном диаметре бревна по его оси формируют канал и размещают в нем перфорированную трубу, через которую отводят или нагнетают газ.
Данный способ характеризуется трудоемкостью выполнения подготовительных операций, наличием сложного оборудования для содержания и нагрева газа, что определяет недостаточную эффективность способа сушки.
Технический результат, на решение которого направлено предлагаемое изобретение, заключается в повышении эффективности процесса сушки.
Технический результат (вариант 1) достигается тем, что в способе сушки древесины, преимущественно бруса или бревен, включающем нагрев изнутри бруса или бревна, новым является то, что вдоль продольной оси бруса или бревна выполняют, по меньшей мере, одну прорезь, закрытую с торцов, в ней размещают источник тепла в виде электропроводящего нагревательного элемента, который заливают теплопроводящей жидкостью, не проводящей электрический ток, негигроскопичной и негорючей, а оставшуюся часть прорези заполняют влагонепроницаемым, теплоизоляционным, термостойким и упругим материалом.
Прорезь выполняют, не доводя до торцов бруса или бревна на 10-30 см и на глубину до или близко к геометрическому центру поперечного сечения бруса или бревна.
Жидкость заливают на 1/3 высоты прорези, в качестве которой используют, например, трансформаторное масло, при этом в процессе сушки в прорезь доливают жидкость.
Технический результат (вариант 2), достигается тем, что в способе сушки древесины, преимущественно бруса или бревен, включающем нагрев изнутри бруса или бревна, новым является то, что вдоль продольной оси бруса или бревна выполняют, по меньшей мере, одно глухое отверстие, в котором размещают источник тепла в виде электропроводящего нагревательного элемента и заливают отверстие теплопроводящей жидкостью, не проводящей электрический ток, негигроскопичной и негорючей, а отверстие закрывают герметичной пробкой.
По меньшей мере, одно глухое отверстие выполняют на 15-30 см до противоположного торца бруса или бревна, при этом брус или бревно располагают наклонно или вертикально, а глухое отверстие выполняют осесимметрично брусу или бревну.
В качестве жидкости используют трансформаторное масло, которое в процессе сушки доливают в прорезь.
Сущность изобретения представлена на фиг.1-2, где:
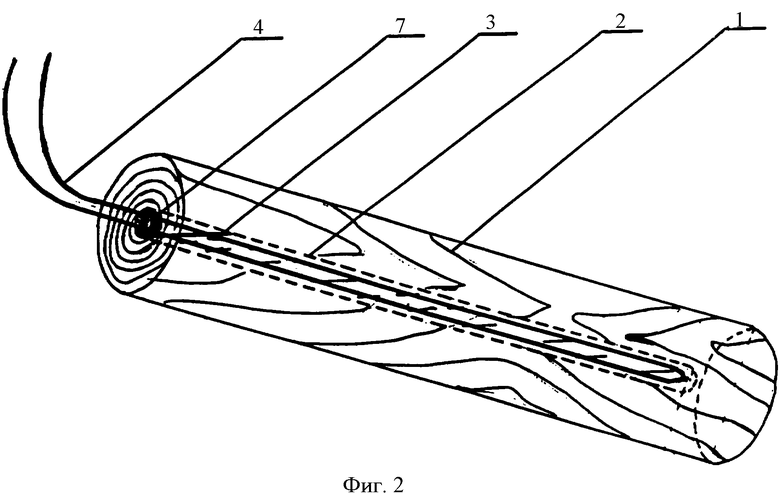
фиг.1 - общий вид высушиваемого бревна по варианту 1;
фиг.2 - общий вид высушиваемого бревна по варианту 2;
Здесь: 1 - высушиваемый сортимент (брус или бревно); 2 - продольная прорезь (вариант 1); 3 - жидкость; 4 - электропроводящий нагревательный элемент; 5 - влагонепроницаемый теплоизоляционный термостойкий упругий материал; 6 - глухое отверстие (вариант 2); 7 - герметичная пробка (вариант 2); 8 - отверстие для долива жидкости; 9 - воронка.
Сушку осуществляют следующим образом.
В сортименте 1 (первый вариант), преимущественно в брусе или бревне, вдоль продольной оси выполняют прорезь 2 (фиг.1), закрытую с торцов, в которой размещают источник тепла - электропроводящий нагревательный элемент 4, при этом прорезь 2 выполняют не доводя до торцов бруса или бревна на 10-30 см и до или близко к геометрическому центру поперечного сечения сортимента 1, после чего нагревательный элемент 4 в прорези заливают на 1/3 высоты прорези 2 теплопроводящей жидкостью 3, не проводящей электрический ток, негигроскопичной и негорючей, например, трансформаторным маслом, а оставшуюся часть прорези 2 заполняют влагонепроницаемым теплоизоляционным термостойким упругим материалом, например изолоном или вспененным каучуком, при этом в процессе сушки масло частично впитывается в древесину, уровень его снижается и в прорезь периодически доливают масло через отверстие 8 с помощью воронки 9. С противоположной стороны бруса или бревна может быть выполнен продольный паз (на фиг.1 не показано) для компенсации температурного расширения и снятия напряжений при сушке.
В сортименте 1 (вариант 2) вдоль продольной оси бруса или бревна выполняют, по меньшей мере, одно глухое отверстие 6, в котором размещают источник тепла в виде электропроводящего нагревательного элемента 4 и заливают отверстие 6 теплопроводящей жидкостью 3, не проводящей электрический ток, негигроскопичной и негорючей, например трансформаторным маслом, а отверстие 6 закрывают герметичной пробкой 7. Глухое отверстие 6 выполняют на 15-30 см до противоположного торца бруса или бревна, при этом брус или бревно располагают наклонно или вертикально, а глухое отверстие 6 выполняют осесимметрично брусу или бревну. Трансформаторное масло 3 в процессе сушки доливают в глухое отверстие 6 через пробку 7.
Сушку ведут при температуре электропроводящего нагревательного элемента 90-150°С в течение всего времени сушки при температуре окружающего воздуха 30-50°С, относительной влажности 60-70% и скорости обдува 1-3 м/сек до достижения остаточной влажности древесины не более 20%, при этом в процессе сушки периодически проводят термовлагообработку бруса или бревен продолжительностью в 1 час при температуре окружающего воздуха 90-95°С и относительной влажности 95-100%.
При реализации данного способа сушки сортимента (бруса или бревен) происходит следующее: при размещении источника тепла электропроводящего нагревательного элемента 4 в геометрическом центре поперечного сечения сортимента 1 внутри него или около него формируется единое поле с одинаковыми направлениями градиента температуры, градиента влажности и градиента давления насыщенных водяных паров. Все три градиента направлены одинаково от геометрического центра поперечного сечения сортимента 1 радиально к периферии, т.е. к поверхности сортимента 1. Благодаря этому скорость молекулярного перемещения влаги от центра к поверхности сортимента 1 возрастает в несколько раз по сравнению с традиционными способами сушки, при которых градиенты температуры и влажности направлены навстречу друг другу. Работа нагревательного элемента 4 в масляной ванне обеспечивает равномерную и эффективную передачу тепла от нагревательного элемента 4 к древесине в течение всего процесса сушки, что приводит к увеличению скорости сушки в 2-3 раза, к улучшению качества сушки - более равномерному распределению остаточной влажности по поперечному сечению сортимента.
Например, осуществлялась сушка цилиндрического сортимента 1 длиной 4 метра и диаметром 220 мм (сосна) при начальной влажности 60-80%, который после сушки за 3-е суток достиг влажности 20% на поверхности и 7% в центральной части поперечного сечения. В бревне при помощи станка «Термит-280У» фрезеруется прорезь 2 в направлении от края бревна к центру шириной с=14 мм и глубиной b=115 мм, отступя от торцов бревна на 15-30 см. С противоположной стороны прорези 2 (напротив него) с помощью того же станка «Термит-280У» фрезеруется паз, так называемый компенсационный паз, служащий для уменьшения количества трещин в бревне. Бревно помещается в обычную сушильную камеру конвективного действия и устанавливается прорезью 2 вверх. На дно этой прорези 2 укладываются соединенные последовательно теплоэлектронагреватели 4 (ТЭНы) (5 шт. по 1 метру, диаметр - 13 мм), работающие от сети переменного тока 220 вольт, мощность каждого ТЭНа - 1 кВт. Прорезь 2 на 1/3 заливают трансформаторным маслом 3 и заделывают влагонепроницаемым и одновременно теплоизолирующим материалом, например изолоном или вспененным каучуком, который должен обладать способностью сжиматься и разжиматься в зависимости от изменения ширины прорези 2. При включении в сеть теплоэлектронагреватели 4 (ТЭНы) нагреваются в диапазоне температур от 90 до 150°С в зависимости от теплопередающих свойств бревна, которые зависят, в частности, от влажности бревна. Ширина прорези 2 на разных этапах сушки существенно изменяется, т.к. зависит от изменяющихся по длине свойств бревна (сучки, засмолы, начальная влажность и проч.).
Электропроводящие нагревательные элементы 4 (нихромовая проволока или теплонагревательный элемент с изоляцией - ТЭН), расположенные в центре сортимента 1, постоянно включены на протяжении всего процесса сушки. После начального прогрева бревна в течение 2-х часов при температуре воздуха в сушильной камере 20-25°С в сушильную камеру в течение 1 часа подают влажный воздух (влажность 95-100%) при закрытых вентиляционных задвижках, температуре 90-95°С и при скорости обдува 1-2 м/сек. Затем подача воздуха прекращается и производится сушка только при помощи электронагревательных элементов 4 и полностью открытых вентиляционных заслонках вверху и внизу сушильной камеры при температуре воздуха на этом режиме - 40-50°С. Далее опять включается подача влажного воздуха с указанными выше параметрами на 1 час и процесс повторяется. По достижении остаточной влажности сортимента 16-20% электронагревательные элементы 4 (ТЭНы) отключаются, вентиляционные заслонки открываются, и в течение 12-15 часов происходит остывание бревен. Для различных материалов (порода древесины, диаметр, размер сортимента и проч.) режимы сушки могут отличаться отдельными параметрами. При таком способе сушки в масляной ванне происходит равномерная сушка по всему поперечному сечению бревна. После окончания сушки сортимент (брус или бревна) выдерживаются в помещении при температуре 20-25°С сложенными в штабель через прокладки с расстоянием между сортиментами 10-12 см в режиме кондиционирования в течение 7-8 дней для релаксации и выравнивания влажности по сечению сортимента.
При применении высушенных таким способом бруса или бревен в строительстве в качестве конструкционных материалов (например, стеновых или балок и пр.) прочность их на изгиб в вертикальной плоскости практически не изменяется при вертикальной прорези, прочность на изгиб в горизонтальном направлении изменяется незначительно, да и горизонтальных нагрузок ни стены, ни балки в конструкции дома не испытывают.
После завершения процесса сушки сортимент 1 (брус или бревно) подвергается фрезеровке (корректируются геометрические размеры сортимента, деформированные в результате сушки, прорезь растачивается на 1-2 мм). В прорезь вставляется вставка из той же породы древесины с небольшим натягом на клею. В результате получается круглое сухое оцилиндрованное бревно. В нем изготавливаются технологические пазы и отверстия для его сборки в стене дома, бревно шлифуется, покрывается антисептиками. Сухое бревно, упакованное в полиэтилен, может храниться на складе сколько угодно. Изготовленные из сухого материала стены дома имеют минимальную усадку (всего 1%). В доме можно начинать отделочные работы сразу после монтажа сруба, что сокращает сроки строительства дома с 1-2 лет до 1-2 месяцев.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СУШКИ ДРЕВЕСИНЫ, ПРЕИМУЩЕСТВЕННО БРУСА ИЛИ БРЕВЕН (ВАРИАНТЫ) | 2005 |
|
RU2298139C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРЕВЕНЧАТОГО ИЗДЕЛИЯ (ВАРИАНТЫ), БРЕВЕНЧАТОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) И СПОСОБ ЕГО СУШКИ (ВАРИАНТЫ) | 2008 |
|
RU2389602C1 |
| СПОСОБ КОНВЕКТИВНОЙ СУШКИ ОЦИЛИНДРОВАННЫХ БРЕВЕН | 2013 |
|
RU2525821C1 |
| СПОСОБ СВЧ-СУШКИ ДЛИННОМЕРНЫХ ЛЕСОМАТЕРИАЛОВ, ПРЕДПОЧТИТЕЛЬНО БРЕВЕН, БРУСЬЕВ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424479C2 |
| СПОСОБ И УСТРОЙСТВО СУШКИ ДРЕВЕСИНЫ | 2005 |
|
RU2290579C1 |
| СПОСОБ СУШКИ ДРЕВЕСИНЫ | 2007 |
|
RU2348872C1 |
| СПОСОБ ОБРАБОТКИ ДРЕВЕСНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2595012C1 |
| СПОСОБ СУШКИ ДРЕВЕСИНЫ | 1991 |
|
RU2047064C1 |
| УСТАНОВКА ДЛЯ СВЧ-СУШКИ ОЦИЛИНДРОВАННЫХ БРЕВЕН И БРУСА | 2009 |
|
RU2382964C1 |
| СПОСОБ СУШКИ ДРЕВЕСИНЫ | 2010 |
|
RU2479807C2 |
Изобретение относится к деревообработке, а именно к технологии сушки древесины, преимущественно бруса или бревен, и может быть использовано на предприятиях деревообрабатывающей и других отраслей промышленности. По первому варианту способ сушки древесины, преимущественно бруса или бревен, включает нагрев изнутри бруса или бревна, для чего выполняют вдоль продольной оси бруса или бревна прорези, размещают в прорезях источник тепла в виде электропроводящего нагревательного элемента, заливают теплопроводящей жидкостью, не проводящей электрический ток, негигроскопичной и негорючей, а оставшуюся часть прорези заполняют влагонепроницаемым, теплоизоляционным, термостойким и упругим материалом. По второму варианту способ сушки древесины, преимущественно бруса или бревен, включает нагрев изнутри бруса или бревна, для чего вдоль продольной оси бруса или бревна выполняют, по меньшей мере, одно глухое отверстие, в котором размещают источник тепла в виде электропроводящего нагревательного элемента и заливают отверстие теплопроводящей жидкостью, не проводящей электрический ток, негигроскопичной и негорючей, а отверстие закрывают герметичной пробкой. Изобретение должно обеспечить повышение эффективности процесса сушки. 2 н. и 11 з.п. ф-лы, 2 ил.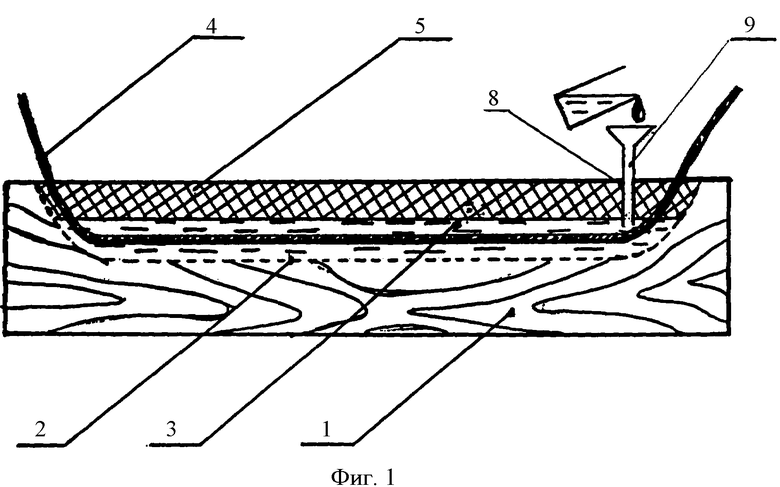
| СПОСОБ СУШКИ ДРЕВЕСИНЫ | 1991 |
|
RU2047064C1 |
| СПОСОБ КОНВЕКТИВНОЙ СУШКИ ДРЕВЕСИНЫ | 1999 |
|
RU2163328C1 |
| СПОСОБ ПРОПИТКИ И СУШКИ КАПИЛЛЯРНО-ПОРИСТЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2010701C1 |
| СПОСОБ ОБРАБОТКИ ДРЕВЕСИНЫ | 1997 |
|
RU2129955C1 |

