Изобретение относится к машиностроению, а именно к комбинированной обработке металла давлением и резанием, и может быть использовано для изготовления втулок под резьбу в листовой или трубчатой заготовке путем пластического сверления.
Известен инструмент для пластического сверления, содержащий рабочую часть профилированного поперечного сечения из конического, имеющего остроконечный центрирующий элемент, и призматического участков и хвостовик. При этом профилированное поперечное сечение конического и призматического участков рабочей части имеет контур, представляющий кривую, описывающую равносторонний треугольник, и выполненный в виде двух дуг, сходящихся к каждой из вершин треугольника и имеющих разные длины и радиусы кривизны, а между ними - либо в виде дуги с большим радиусом кривизны, либо в виде прямой линии (Патент NL №160499, М. кл. B21D 31/00, B21D 31/00, В21С 37/29, опубл. 1979).
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату (прототипом) является инструмент для пластического сверления, содержащий рабочую часть с симметричным относительно оси инструмента профилированным поперечным сечением, имеющим стороны с малой кривизной, включающую конический, имеющий остроконечный центрирующий элемент, и призматический участок и хвостовик. При этом профилированное поперечное сечение конического и призматического участков рабочей части имеет контур в виде сложной гармонической кривой, который описывается в полярных координатах следующим уравнением:

при условии, что соблюдается следующее неравенство:
 где R - радиус-вектор, проведенный из центра сечения к точке контура;
где R - радиус-вектор, проведенный из центра сечения к точке контура;
R0 - радиус-вектор, проведенный из центра сечения к начальной точке контура в вершине многоугольника;
φ - угол между R0 и R;
е=Rmax-Rmin - вспомогательный параметр;
n - количество вершин многоугольника; при n=4 - квадрат, при n=3 - равносторонний треугольник;
δ - коэффициент модуляции, принимается в пределах от 0 до 0,99;
α - коэффициент несимметричности;
(Патент ЕР 0057039, М. кл. B21D 31/02, В21С 37/29, опубл. 1982).
Недостатком описанных инструментов является длительность изготовления втулок под резьбу в листовых или трубчатых заготовках, обусловленная необходимостью включения в технологический процесс дополнительных операций, связанных со срезанием наплыва металла на верхней поверхности заготовки детали, образовавшегося после пластического сверления, и выполнением фаски детали.
Предлагаемое изобретение решает задачу уменьшения длительности изготовления втулки под резьбу в листовой или трубчатой заготовке.
Эта задача достигается тем, что в инструменте для пластического сверления, содержащем рабочую часть с симметричным относительно оси инструмента профилированным поперечным сечением, имеющим стороны с малой кривизной, включающую конический, имеющий остроконечный центрирующий элемент, и призматический участок и хвостовик, рабочая часть снабжена дополнительными коническим и призматическим участками, профилированные поперечные сечения которых соответствуют сечениям конического и призматического участков, последовательно расположенными между призматическим участком и хвостовиком, при этом на дополнительном призматическом участке на сторонах с малой кривизной жестко закреплены четыре режущих зуба, равномерно расположенные относительно друг друга.
Уменьшение длительности изготовления втулки под резьбу в листовой или трубчатой заготовке обусловлено возможностью изготовления детали предлагаемым инструментом за один технологический проход с выполнением фаски и срезанием наплыва металла с верхней поверхности заготовки детали вследствие того, что рабочая часть снабжена дополнительными коническим и призматическим участками, профилированные поперечные сечения которых соответствуют сечениям конического и призматического участков, последовательно расположенными между призматическим участком и хвостовиком, при этом на дополнительном призматическом участке на сторонах с малой кривизной жестко закреплены четыре режущих зуба, равномерно расположенные относительно друг друга.
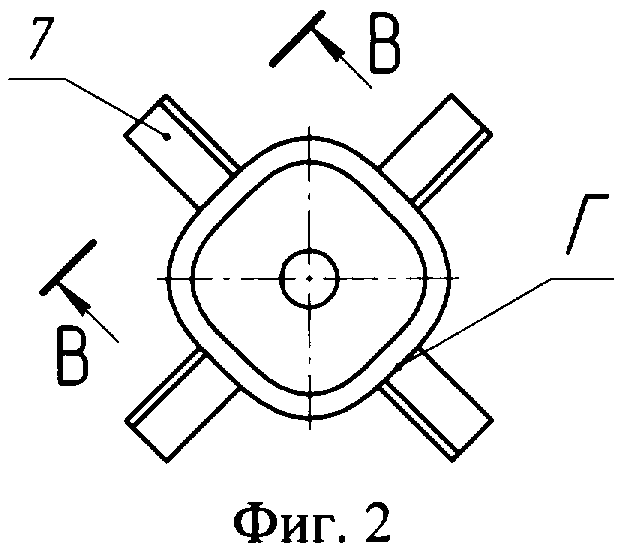
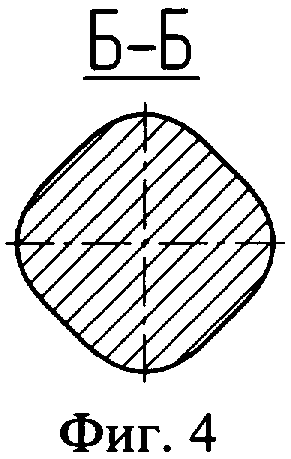
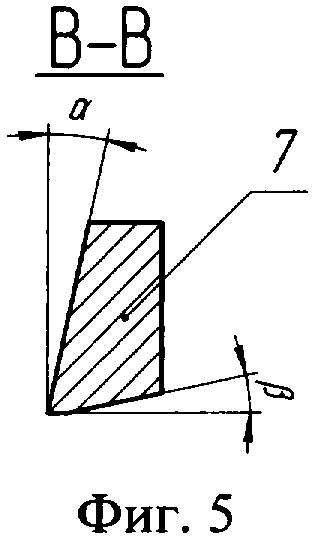
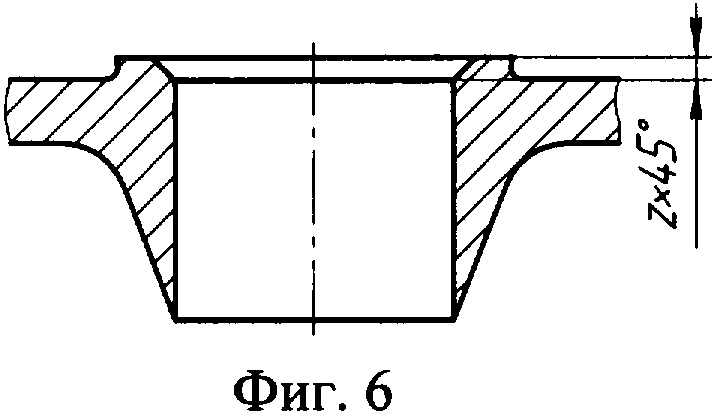
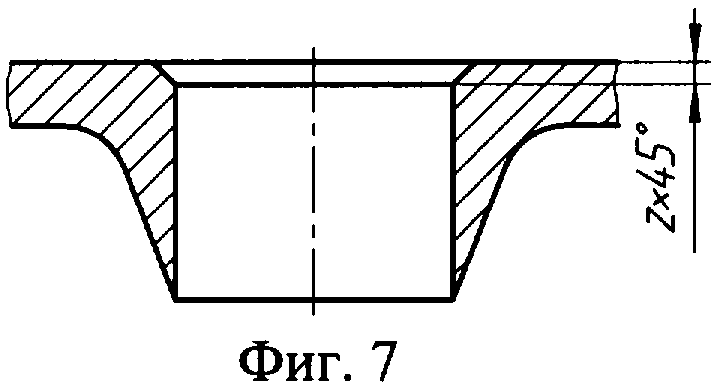
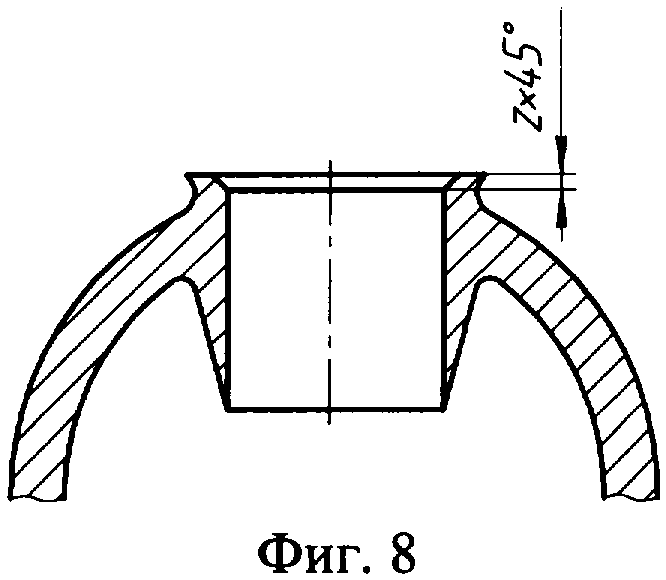
Предлагаемое изобретение поясняется чертежами, где на фиг.1 изображен инструмент для пластического сверления, общий вид; на фиг.2 - то же, вид снизу; на фиг.3 - сечение А-А на фиг.1; на фиг.4 - сечение Б-Б на фиг.1; на фиг.5 - сечение В-В на фиг.2; на фиг.6 - втулка под резьбу с бобышкой, полученная при обработке листовой заготовки, продольный разрез; на фиг.7 - втулка под резьбу, полученная при обработке листовой заготовки, продольный разрез; на фиг.8 - втулка под. резьбу, полученная при обработке трубчатой заготовки, продольный разрез.
Кроме того, на фиг.1, 2, 5, 6, 8 показано:
l - длина дополнительного конического участка рабочей части предлагаемого инструмента;
Г - сторона с малой кривизной дополнительного призматического участка рабочей части предлагаемого инструмента;
α - передний угол режущего зуба;
β - задний угол режущего зуба;
z - длина фаски для внутренней метрической или трубной цилиндрической резьбы, выполненной в заготовке с помощью предлагаемого инструмента.
Инструмент для пластического сверления содержит рабочую часть с симметричным относительно оси инструмента профилированным поперечным сечением, имеющим стороны с малой кривизной, включающую конический 1, имеющий остроконечный центрирующий элемент 2, и призматический участок 3 и хвостовик 4. Рабочая часть инструмента снабжена дополнительными коническим 5 и призматическим 6 участками, профилированные поперечные сечения которых соответствуют сечениям конического 1 и призматического 3 участков, последовательно расположенными между призматическим 3 участком и хвостовиком 4. При этом на дополнительном призматическом 6 участке на сторонах Г с малой кривизной жестко закреплены четыре режущих зуба 7, равномерно расположенные относительно друг друга. Каждый из режущих зубьев 7 выполнен с передним углом α, равным 12-15°, и задним углом β, равным 8-12° (Косилова А.Г. Справочник технолога-машиностроителя: В 2 тт: Т.2 / под ред. А.Г.Косиловой и др. - М.: Машиностроение, 1985, с.154-155; ГОСТ 256258-87 Цековки цилиндрические для обработки опорных поверхностей под крепежные детали, с.32, 37, 39-42). Профилированное поперечное сечение конического 1 и призматического 3 участков и соответствующее им поперечное сечение дополнительных конического 5 и призматического 6 участков имеют контур, который описывается формулой (1) при условии соблюдения неравенства (2) и выборе коэффициента модуляции δ равным нулю, коэффициента несимметричности α равным нулю и количества вершин многоугольника n равным четырем, и который обеспечивает равномерное распределение нагрузок на стенку отверстия заготовки детали в процессе обработки, а также незначительное налипание или отсутствие налипания обрабатываемого металла на поверхность рабочей части инструмента. Контур является симметричным относительно продольной оси инструмента, что обеспечивает возможность вращения инструмента в противоположном направлении с целью самоочистки. С помощью дополнительного конического участка 5 рабочей части осуществляется формообразование фаски для внутренней метрической или трубной цилиндрической резьбы в соответствии с ГОСТ 10549-80 Сбеги, недорезы, проточки и фаски, Измененная редакция, Изм. №1, с.1-12, и поэтому он выполнен с конусностью 2:1, обеспечивающей получение фаски с углом между образующей и осью конуса, равным 45° и длиной l, равной длине фаски z, определяемой в соответствии с вышеуказанным ГОСТ.
Предлагаемый инструмент предназначен для обработки листовых и трубчатых заготовок с толщиной 1-10 мм из малоуглеродистых и нержавеющих сталей с пределом прочности до 700 МПа, алюминия и его сплавов с содержанием кремния Si менее 5%, меди и ее сплавов за исключением хрупких материалов, например, марок латуни с содержанием цинка Zn более 40%.
Инструмент для пластического сверления работает следующим образом. Инструмент для пластического сверления хвостовиком 4 закрепляется в патроне станка и с высокой частотой вращения и подачей входит в контакт с листовой или трубчатой заготовкой. Сначала в заготовку внедряется конический 1 участок рабочей части инструмента, при этом металл заготовки локально нагревается за счет теплоты, выделяющейся при трении, и пластической деформации. Инструмент, преодолевая сопротивление разогретого металла заготовки, перемещается в осевом направлении, при этом в контакт с заготовкой вступает призматический участок 3 рабочей части, который окончательно формирует отверстие. Вытесненный из зоны контакта металл образует наплывы конической формы на верхней и нижней поверхностях заготовки детали. При дальнейшем перемещении инструмента в осевом направлении наплыв на верхней поверхности заготовки детали деформируется дополнительным коническим 5 участком рабочей части, выполняя фаску детали. Причем этот процесс также сопровождается локальным нагревом обрабатываемого металла, за счет теплоты, выделяющейся при трении, что улучшает условия деформации. При продолжении перемещения инструмента в зависимости от требований к выполнению детали наплыв металла полностью или частично срезается режущими зубьями 7. Для получения втулок под резьбу с бобышками, представленных на фиг.6 и 8, срезается часть наплыва на верхней поверхности заготовки детали. Для получения втулки под резьбу, представленной на фиг.7, наплыв на верхней поверхности заготовки срезается заподлицо, причем в этом случае фаска выполняется непосредственно в заготовке - металл из зоны контакта дополнительного конического участка 5 рабочей части с заготовкой детали вытесняется наверх и срезается режущими зубьями 7.
Таким образом, использование предлагаемого инструмента для пластического сверления обеспечивает уменьшение длительности изготовления втулки под резьбу в листовой или трубчатой заготовке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ФОРМИРОВАНИЯ ОТВЕРСТИЙ МЕТОДОМ ПЛАСТИЧЕСКОГО СВЕРЛЕНИЯ | 2010 |
|
RU2492972C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2503523C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ U-ОБРАЗНОГО ПРОФИЛЯ С РАСПОЛОЖЕННЫМИ ПО ДЛИНЕ ПОЛКАМИ ПОД КРЕПЛЕНИЕ РАЗЛИЧНЫХ УСТРОЙСТВ | 2012 |
|
RU2506135C1 |
| КОМБИНИРОВАННЫЙ ОСЕВОЙ ИНСТРУМЕНТ | 2010 |
|
RU2418656C1 |
| Устройство для образования фасок в отверстиях листовых деталей | 1981 |
|
SU1031564A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗВЕРТКИ | 2017 |
|
RU2734856C2 |
| СПОСОБ ОБРАБОТКИ ФАСОННОЙ ДЕТАЛИ И КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2005579C1 |
| СПОСОБ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ ИЗ ЦИРКОНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ И ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1998 |
|
RU2138370C1 |
| КРЕПЕЖНОЕ СРЕДСТВО С ОДНОСТОРОННИМ ДОСТУПОМ | 2017 |
|
RU2667955C1 |
| КОМБИНИРОВАННОЕ КОЛЬЦЕВОЕ СВЕРЛО ДЛЯ ГЛУХИХ ОТВЕРСТИЙ В КОСТНОЙ ТКАНИ | 2016 |
|
RU2675339C2 |

Инструмент содержит рабочую часть с симметричным относительно оси инструмента профилированным поперечным сечением, имеющим стороны с малой кривизной, включающую конический, имеющий остроконечный центрирующий элемент, и призматический участки и хвостовик. Для повышения производительности рабочая часть снабжена дополнительными коническим и призматическим участками, профилированные поперечные сечения которых соответствуют сечениям конического и призматического участков, последовательно расположенными между призматическим участком и хвостовиком. При этом на дополнительном призматическом участке на сторонах с малой кривизной жестко закреплены четыре режущих зуба, равномерно расположенные относительно друг друга. 8 ил.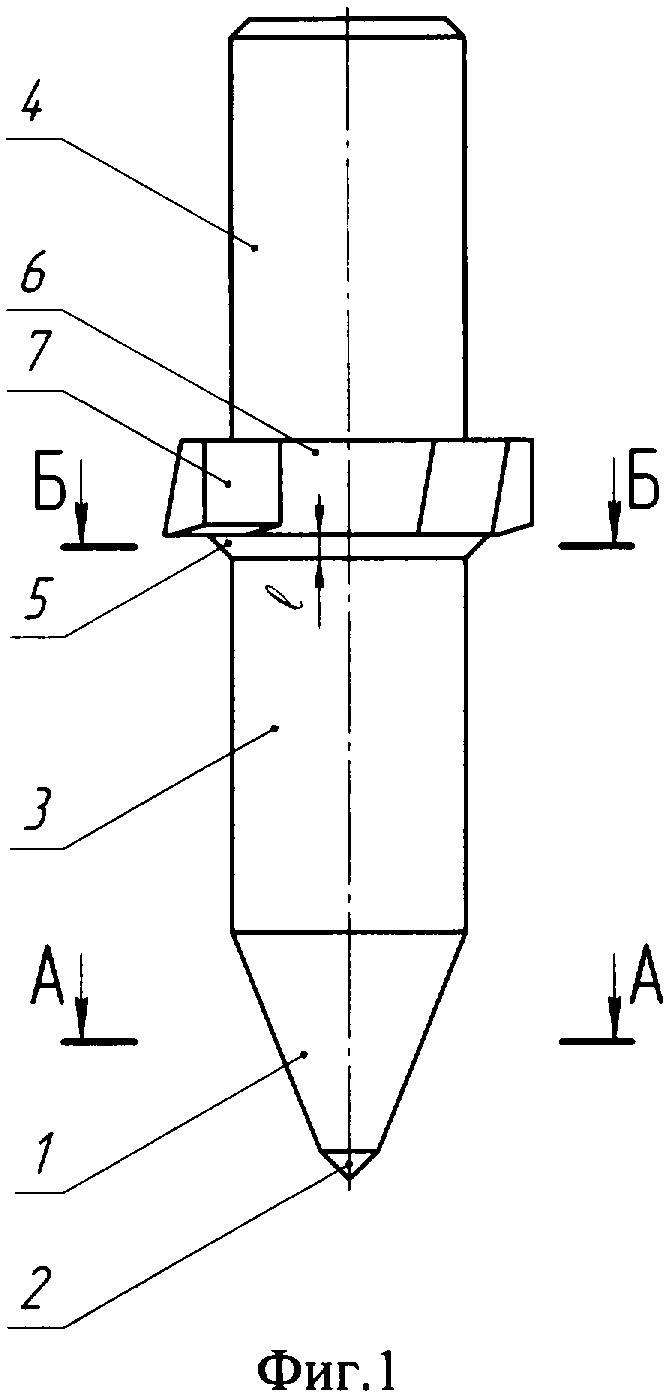
Инструмент для пластического сверления, содержащий рабочую часть с симметричным относительно оси инструмента профилированным поперечным сечением, имеющим стороны с малой кривизной, включающую конический, имеющий остроконечный центрирующий элемент, и призматический участки и хвостовик, отличающийся тем, что рабочая часть снабжена дополнительными коническим и призматическим участками, профилированные поперечные сечения которых соответствуют сечениям конического и призматического участков, последовательно расположенными между призматическим участком и хвостовиком, при этом на дополнительном призматическом участке на сторонах с малой кривизной жестко закреплены четыре режущих зуба, равномерно расположенные относительно друг друга.
| Передатчик или усилитель | 1939 |
|
SU57039A1 |
| Инструмент для цекования | 1976 |
|
SU643253A1 |
| Перовое сверло | 1977 |
|
SU643350A1 |
| Зенковка | 1984 |
|
SU1209380A1 |
| Сверло-зенковка | 1990 |
|
SU1804960A1 |

