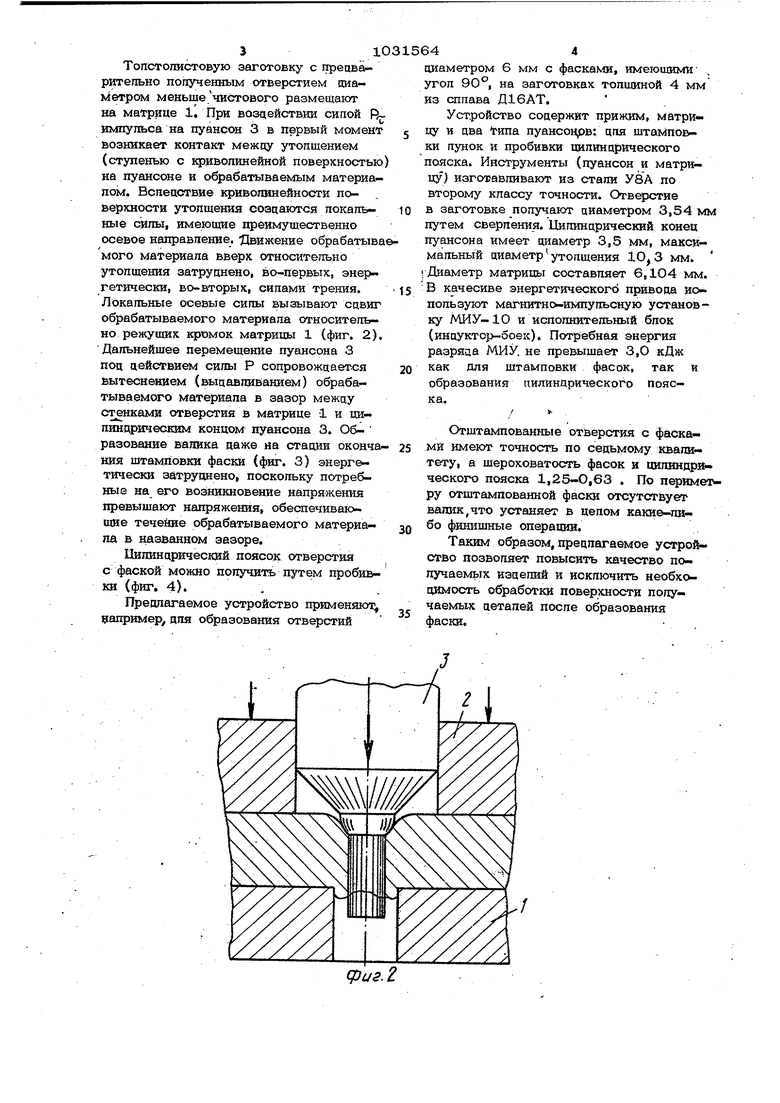
Изобретение относится к устройства цпя обработки листовых материапов аавпением и может быть использовано в различных отраслях машиностроения, в частности в самолетостроении цпя получения отверстий с фасками в толст листовых, заготовках и пакетах под ме, чаническиё точечные сое В1нения. Известно устройство цля образовани фасок в отверстиях; соцержащее пуансо для пробивки отверстия и формования фаски, выполненный с тремя коническими ступенями с различными углами наклона. Две ступени пуансона служат цля пробивки отверстия, третья - для формования фаски С1 3 Оцнако в указанном устройстве не предусмотрены средства, преаотврашак щие обратное выдавливание материала на поверхность заготовки и образовани валика вокруг отверстия, а также о разование трещин. Известно также устройство цля формования фасок в отверстияхлистовых деталей, содержащее матрицу, пуансон для пробивки и многоступенчатый пуан сон для образования фаски. Недостатком данного устройства является то , что при формовавши фа- сок с углом 90° в связи с равенством осевых и радиальных сил, действующих на обрабатываемы материал, происходит пластическое деформирование повер ности заготовки, и вокруг отверстия также образуется валик, удаление которого требует дополнительной операции и нарушает целостность по1фытия на поверхности заготовки. Наиболее близким к предлагаемому по технической сущности и достигаемся му эффекту является устройство для образования фасок в отверстиях листовых деталей и отбортовки отверстий, содержащее матрицу, прижим с напра&ляющим отверстием и пуансон с цилинсн рическим концом, цилиндрической ступенью, размещенной с возможностью осевого перемещения в отверстии прижима, и конической ступенью, распопо женной между цилиндрическими С2 J. Однако при использовании известного устройства существует возможность образования дефектов на поверхности детали, вызванная отрицательным воздействием радиальных усилий, особенно на слои материала заготовки, лежащие вблизи, свободной торцовой повержности, со стороны получаемой фаски. приводящим при обработке пластичцых материалов к образованию .заусениц при обработке хрупких материалов к образованию трещин. Цель изобретения - повышение ка чества получаемых изделий путем предотвращения образования наплывов, заусениц и трещин на поверхности изделия. Указанная цепь достигается тем, что в устройстве дня образования фасок в оТ|Верстиях листовых деталей, содержащем матрицзГ, прижим с направляющим отверстием и пуансон с цилиндричвскжм концсйл, цилиндрической ступенью, размещенной с возможностью осевого перемещения в отверстии прижима, и конической степенью, расположенной между цилиндрическими, пуансон снабжен цопогщительной ступенью, рас-.положенной между цилиндрическим конн цом и конической ступенью и ограниченной криволинейной выпуклой поверх носгью с поперечным сечением, увет&..чивающимся в сторону конической ступени. На фиг. 1 показано устройство в .нсходном положении; на фиг. 2 - начальная стация внедрения пуансона в обрабатываемыйматериал; на фиг. 3 окончание процесса штамповки фаски на фиг, 4 - схема образования цигошдрического пояска путем окончательной пробивки после получения фаски. Устройство содернздт«матрицу 1, прижим 2 с отверстием для надравления пуансона 3. Пуансон 3 имеет поспедовательно расподоженные цилинсн рический конец, ступень с 1фиволинейной выпуклой повертшостью, коническую . ступеньи цилиндрическую ступень диаметром, соответствуюпим диаметру направляющего отверстия в прижиме 2, Диаметр цилиндрнческого конца пуансона cooтвe ствует аи1аметру отверстия, прецварительно полученного в обрабатываемой ; заготовке. Ступень с Е|жволинейной вьшукпой поверхносугью имеет поперечные сечения с диаметрами, увеличивающимися в направп«1ИИ конической ступени. Диаметр минимального попереч ного сечения не метпьше диаметра цишгаорического ксшца, максимальный диаметр равен 1,4-1,6 пиаметра цилиндрического конца. Устройство работает следующим образом. Топстопистовую заготовку с прецваритепьно попученным отверстием диаметром меньшечистового размещают на матрице i. При воэдействии си пой Rj импульса на пуансон 3 в первый момент возникает контакт межцу утодщением (ступенью с 1фивопинейной поверхностью на пуансоне и обрабатываемым материа- пом. Вспецствие кривояинейносуги по- , верхности утопщешш создаются покапьные сипы, имеющие преимущественно осевое направление. ДБИжение обрабатыв мого материала вверх относительно утолщения затруднено, во-первых, энергетически, во-вторых, силами трения. Локальные осевые силы вызывают сдвиг обрабатываемого материала относительно режущих кромок матрицы 1 (фиг. 2) Дальнейшее перемещение пуансона 3 под действием силы Р сопровождается вытеснением (выдавливанием) обрабатываемого материала в зазор между стенками отверстия в матрице 1 и цилшдрическим концом пуансона 3. Образование валика даже на стации оконча ния штамповки фаски (фиг. 3) энергетически затруднено, поскольку потребные на его возникновение напряжения превышают напряжения, обеспечивак. щие течение обрабатываемого материала в названном зазоре. Шлиндрический поясок отверстия с фаской можно получить путем пробив ки (фш. 4). Предлагаемое устройство применяют апример, для образования отверстий иаметром 6 мм с фасками, имеющими . гол , на заготовках толщиной 4 мм з сплава Д16АТ. Устройство содержит прижим, матриу и два Типа пуансонрв: для штампови лунок и пробивки цилиндрического ояска. Инструменты (пуансон и матрицу) изготавливают из стали У8А по второму классу точности. Отверстие в заготовке получают диаметром 3,54 мм путем сверления. Цилиндрический конец пуансона имеет диаметр 3,5 мм, максимальный диеметр утолщения мм. Диаметр матрицы составляет 6,1О4 мм. В качесиве энергетическогб привода иопользуют магнитно-импульсную установку МИУ-10 и исполнительный блок (индуктор-боек). Потребная энергия разряда МИУ. не превышает 3,0 кДж как для штамповки фасок, так и образования нилиндрического пояска. / Отштампованные отверстия с фасками имеют точность по седьмому квалитету, а шероховатость фасок и цилиндрического пояска 1,25-0,63 . По периметру отштампованной фаски отсутствует валик,что устаняет в целом какие-либо финишные операции. Таким образом, предпагаемое устройство позволяет повысить качество попучаемьтх изделий и исключить необходимость обработки поверхности получаемых деталей после образования фаски.
g)ue.4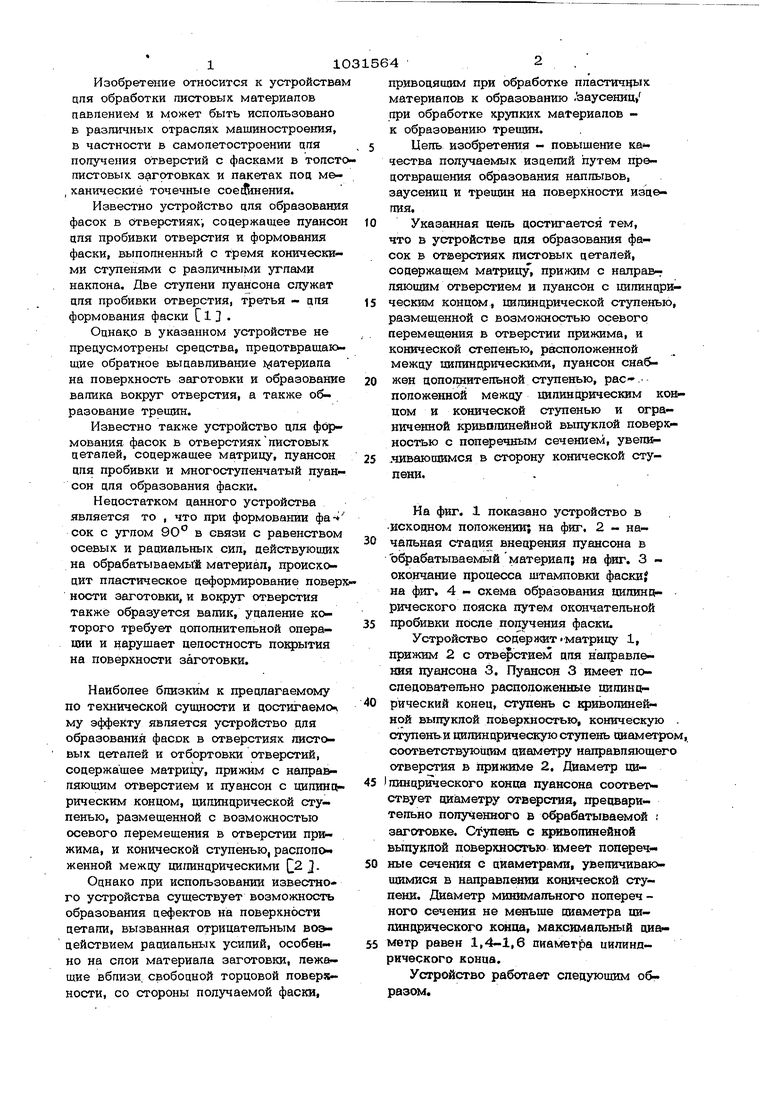
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения отверстий с фасками в толстолистовых заготовках | 1981 |
|
SU1017422A1 |
| Устройство для вырубки-пробивки | 1978 |
|
SU774699A1 |
| Устройство для гидродинамической пробивки отверстий | 1979 |
|
SU871910A1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| Способ получения отверстий с фасками и штамп для получения отверстий с фасками | 1984 |
|
SU1201026A1 |
| Способ получения отверстий с фасками | 1981 |
|
SU988415A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ С ФАСКОЙ | 1995 |
|
RU2080950C1 |
| Способ получения отверстий с фасками | 1981 |
|
SU1031583A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| Способ получения пустотелых деталей и матрица для его осуществления | 1980 |
|
SU929292A1 |
УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ФАСОК В ОТВЕРСТИЯХ ЛИ cpus.i ТОВЫХ ДЕТАЛЕЙ, соцержащее матрицу, прижим с направляющим отверстием и цуансон с аипШЕиарическим концом, ципиндрической .ступенью, размещенной с возможностью остевого перемещения в отверстии прижима, и конической ступенью, распопоженной между Цйпинпричеекймк, о т « н ч а ю щ е ее я тем, что, С цепью повышения качества издегшй путем предотвращения образования наптывов, заусениц и трещин на поверхности цетапи, пуансон снабжен допОпйитепьной ступенью, расположенной между цилиндрическим концом и конической ступенью и ограниченной криволинейной выпуклой поверкностъю с; поперечным сечением, увегшчивакь щимся в сторону конической ступени.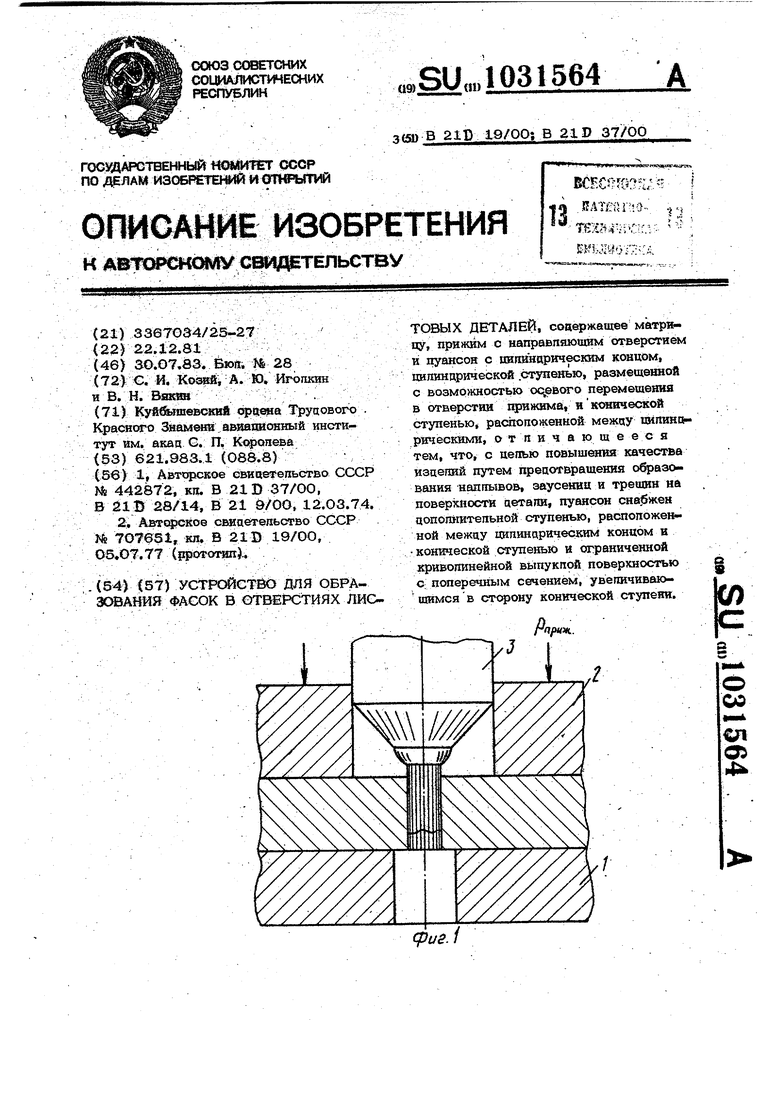
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
