Изобретение относится к области электротермического оборудования и может быть использовано для термической обработки высокоточных тонкостенных деталей из мартенситностареющих сталей, для которых предусмотрен контроль температуры деталей по ходу технологического процесса.
Известна нагревательная камера для получения высокопрочных стальных тонкостенных изделий точных геометрических размеров, состоящая из колпака, дна, полой трубы и стойки из n-ого количества оправок из аустенитной стали, зафиксированной на трубе, соосно с колпаком, в колпаке выполнен ввод термопар (см. RU 2232197, С21D 9/06, 9/40, 10.07.2004. Бюл. N19).
Известна шахтная печь сопротивления для термической обработки деталей из сталей и сплавов (взятая в качестве прототипа), состоящая из кожуха, футеровки, муфеля с открытой нижней частью, нагревателей, крышки. Для входа в рабочее пространство муфеля и выхода из него защитного газа установлены трубы. С нижней частью муфеля герметично соединена с помощью разъемного соединения емкость для охлаждения через переходное устройство, имеющее заслонку. Емкость с рабочей средой для охлаждения нагретых в муфеле деталей окружена водяной рубашкой. Проверка перепада температур в рабочей зоне муфеля осуществляется только при работе шахтной печи сопротивления на холостом ходу (без загрузки) путем ввода контрольной термопары через отверстие в крышке печи (см. RU 2232363, F27В 1/00, 5/04, 10.07.2004. Бюл. N19).
Недостатки прототипа заключаются в следующем, конструкция известной шахтной печи сопротивления не позволяет:
- отследить изменения температуры деталей непосредственно в процессе нагрева, выдержки и охлаждения;
- установить достоверно временные параметры нагрева, выдержки и охлаждения стойки из оправок с деталями;
- определить временной интервал выгрузки стойки из оправок с деталями с надежным обеспечением качества деталей по внешнему виду;
- определить требуемый перепад температур по высоте стойки во время технологической выдержки и при необходимости его скорректировать.
Предлагаемым изобретением решается задача:
- измерения температуры нагрева и охлаждения деталей согласно требованиям технологического процесса термической обработки;
- определения временных характеристик проводимых технологических процессов термической обработки;
- измерения температуры в рабочем пространстве муфеля при проведении периодических проверок работоспособности печи;
- повышения качества термообрабатываемых изделий.
Технический результат, получаемый при осуществлении изобретения заключается в следующем:
- обеспечение прогнозируемости поведения термообрабатываемых в печи деталей и обеспечение гораздо большей достоверности информации при проведении процесса термообработки;
- стабильное получение геометрических размеров термообрабатываемых в печи деталей при обеспечении заданного уровня механических свойств.
Указанный технический результат достигается тем, что в шахтной печи сопротивления для термической обработки деталей, состоящей из кожуха, муфеля с открытой нижней частью, нагревателей, крышки, трубок для входа в рабочее пространство муфеля и выхода из него защитного газа, емкости с рабочей средой для охлаждения нагретых в муфеле деталей, окруженной водяной рубашкой и с помощью разъемного соединения герметично соединенной с нижней частью муфеля через переходное устройство, имеющее заслонку, новым является то, что печь снабжена кабельными термоэлектрическими преобразователями, размещенными на рабочих витках пружины, которая расположена с зазором на опорном стержне и закреплена нижним концом на опорном основании, жестко установленном на дне емкости для охлаждения, а верхним концом закреплена на основании под стойку для термообрабатываемых деталей, на котором зафиксирован контактирующий с опорным стержнем улавливатель, кроме того, в этом основании выполнено отверстие для рабочих концов-спаев кабельных термоэлектрических преобразователей, длина которых выбрана в соответствии с высотой расположения термообрабатываемых деталей, а свободные концы термоэлектрических преобразователей для подключения к измерительному прибору выведены наружу через выполненное в опорном основании отверстие и герметичный ввод, установленный в стенке емкости для охлаждения.
Предлагаемое изобретение позволяет не только реализовать технологический процесс термообработки, обеспечивающий стабильное получение геометрических размеров термообрабатываемых в печи деталей, но и позволяет осуществлять управление термообработкой.
Один из главных факторов, влияющих на управление термообработкой:
1) Перепад температур в рабочем пространстве печи.
Это очень важный параметр, который регулируется и контролируется в очень жестких пределах. Это объясняется тем, что все процессы в стали при закалке и старении должны протекать равномерно при термообработке во всех деталях, расположенных по всему объему нагретого рабочего пространства муфеля, для обеспечения получения диаметров деталей на конечном этапе в жестких пределах допусков, заданных чертежом. Чем больше перепад температур в нагретом рабочем пространстве муфеля, тем больший разбег по диаметрам будет получен на выходе.
2) Скорость нагрева стойки из оправок с деталями.
Чем выше скорость нагрева, тем быстрее пойдет процесс термического расширения оправок, обеспечивающий плотную посадку деталей на оправки, и будет сокращаться период, при котором начинается предварительный процесс старения деталей, и тем эффективнее будет обеспечение требуемых диаметральных размеров.
3) Время остывания. Температура выгрузки.
Важным критерием является температура выгрузки деталей на оправках, так как от этого зависит чистота их поверхностей. Реальная температура выгрузки определяется тем интервалом, когда выгрузка обеспечит отсутствие окисной пленки на поверхности деталей. Время остывания определяется временем достижения температуры выгрузки, определяемой вышеперечисленными факторами.
Учитывая все вышесказанное в п.п.1, 2, 3, можно сделать вывод, что нагрев оправок с деталями в нагретом рабочем пространстве муфеля и выдержка их при технологической температуре термообработки с последующим охлаждением и выгрузкой являются управляемыми процессами. Управление осуществляется через поэтапное контролирование температурных изменений с помощью прибора, подключенного к кабельным термоэлектрическим преобразователям, рабочие концы-спаи (Т1, Т2, Т3) которых установлены в отверстиях, выполненных на нижней, средней и верхней оправках.
Технические решения с признаками, отличающими заявляемое решение от прототипа, не известны и явным образом из уровня техники не следуют. Это позволяет считать, что заявляемое техническое решение является новым и обладает изобретательским уровнем.
Изобретение поясняется чертежами, где
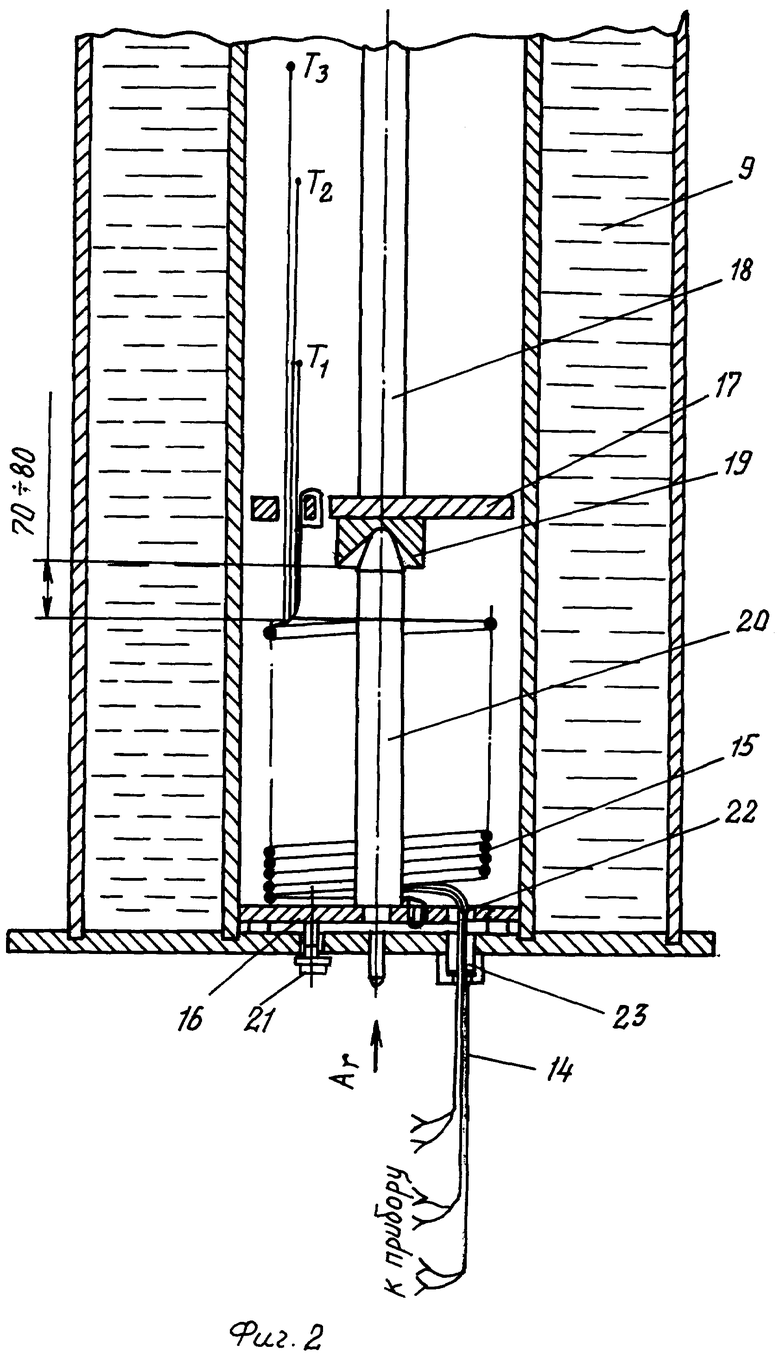
- на фиг.1 изображена шахтная печь сопротивления, общий вид (печь показана при осуществленной загрузке стойки из оправок с деталями);
- на фиг.2 изображена емкость для охлаждения с размещенными в ней кабельными термоэлектрическими преобразователями.
Шахтная печь сопротивления состоит из кожуха 1, муфеля 2 из жаропрочной стали, футеровки 3, по стенкам которой расположены нихромовые нагреватели 4, крышки 5, обеспечивающей герметичность печи в верхней части, трубок 6 для подачи защитного газа в рабочее пространство муфеля 2 печи. Муфель 2 печи, открытый снизу, соединен через переходное устройство 7, имеющее заслонку 8 с емкостью для охлаждения 9 деталей. Емкость для охлаждения 9 имеет с переходным устройством 7 разъемное соединение 10, что позволяет в процессе работы производить замену одной емкости для охлаждения 9 деталей на другую, при этом состав защитного газа в муфеле 2 печи не изменяется. Емкость для охлаждения 9 деталей, например "кольцо", имеет цилиндрическую форму, заполненную защитным газом и окруженную водяной рубашкой 11. Для продувки емкости защитным газом на входе в емкость для охлаждения 9 установлен патрубок 12, а на переходном устройстве 7 установлен патрубок 13.
Печь снабжена тремя кабельными термоэлектрическими преобразователями 14 (Т1, Т2, Т3) диаметром 1,5 мм с рабочей длиной не менее 8 м. Кабельные термоэлектрические преобразователи 14 размещены по спирали на рабочих витках пружины растяжения 15, нижний конец которой закреплен на опорном основании 16, жестко установленном на дне емкости для охлаждения 9, а верхний конец закреплен на основании 17 под стойку 18 для термообрабатываемых деталей. На основании 17 зафиксирован улавливатель 19, контактирующий с опорным стержнем 20, установленным на опорном основании 16. Высота опорного стержня 20 должна обеспечивать размещение пружины растяжения 15 с закрепленными на ней кабельными термоэлектрическими преобразователями с зазором до улавливателя 19 не менее 70...80 мм. Длина рабочих концов трех кабельных термоэлектрических преобразователей 14 (Т1, Т2, Т3) подбирается по высоте термообрабатываемых деталей. Опорное основание 16 с установленным в нем опорным стержнем 20 расположено в емкости для охлаждения 9 и жестко крепится болтом 21, имеющим прокладку для герметизации. Свободные концы кабельных термоэлектрических преобразователей 14 для подключения к измерительному прибору выведены наружу через выполненное в опорном основании отверстие 22 и герметичный ввод 23, установленный в стенке емкости для охлаждения 9. Измерительный прибор закреплен на емкости охлаждения 9.
Шахтная печь сопротивления для термообработки деталей типа "кольцо" из мартенситностареющей стали работает следующим образом.
На каждом этапе термообработки, состоящей из цикла закалок и старения, детали 24 устанавливают с зазором на стойку, составленную из n-ого количества оправок, которую располагают в специальном приспособлении с установочными элементами, обеспечивающими концентричное расположение собранной стойки по отношению к внутренней трубе (стойке 18) емкости для охлаждения 9. Рабочие концы-спаи кабельных термоэлектрических преобразователей 14 (Т1, Т2, Т3) устанавливают в отверстиях диаметром 1,7 мм, выполненных на нижней, средней и верхней оправках. Емкость для охлаждения 9 с установленными в ней деталями продувают аргоном при избыточном давлении, затем ее подсоединяют к муфелю 2 печи, продолжая продувку аргоном. Далее стойку из изделий с оправками перемещают через переходное устройство 7 в нагретое рабочее пространство муфеля 2 и устанавливают концентрично цилиндрической поверхности муфеля, при этом заслонка 8 переходного устройства 7 закрывается не полностью во избежание повреждения кабельных термоэлектрических преобразователей. Пружина растяжения 15, растягиваясь, центрирует закрепленные на ней кабельные термоэлектрические преобразователи 14 (Т1, Т2, Т3) относительно внутренних стенок муфеля 2, переходного устройства 7 и емкости для охлаждения 9 с постоянным зазором, что предотвращает их от повреждений. Перемещение, нагрев и выдержку деталей на оправках производят в аргоне при давлении выше атмосферного. После окончания нагрева стойку 18 с деталями перемещают в емкость для охлаждения 9, при этом под действием пружины растяжения 15 кабельные термоэлектрические преобразователи 14 (Т1, Т2, Т3) автоматически укладываются в стопку на опорный стержень с пружиной, что также предохраняет их от повреждений.
Предложенная конструкция печи позволяет:
- в реальном течении времени отслеживать изменение температуры по высоте стойки из оправок с деталями при нагреве и охлаждении;
- устанавливать временные параметры нагрева, выдержки и охлаждения стойки;
- определять временной интервал выгрузки стойки на воздух, предупреждая окисление деталей;
- определять перепад температур по высоте стойки и при необходимости производить его корректировку в установленных пределах;
- обеспечивать требуемое качество деталей как по механическим свойствам, геометрическим размерам, так и по качеству поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЕННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ И ШАХТНАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2375471C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ТОНКОСТЕННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ | 2005 |
|
RU2291207C1 |
| ШАХТНАЯ ЭЛЕКТРИЧЕСКАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ | 2007 |
|
RU2360976C2 |
| ШАХТНАЯ ЭЛЕКТРИЧЕСКАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ | 2004 |
|
RU2278170C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ БЕЗОКИСЛИТЕЛЬНОЙ ОБРАБОТКИ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ ИЗ СТАЛЕЙ И СПЛАВОВ | 2008 |
|
RU2383631C1 |
| ШАХТНАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ СТАЛЕЙ И СПЛАВОВ | 2003 |
|
RU2232363C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ БЕЗОКИСЛИТЕЛЬНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛЕЙ И СПЛАВОВ И ШАХТНАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2367689C1 |
| СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЕННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ | 2013 |
|
RU2519399C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА Al-AlO | 2012 |
|
RU2521009C1 |
| СПОСОБ БЕЗОКИСЛИТЕЛЬНОЙ ТЕРМООБРАБОТКИ ДЛИННОМЕРНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2187562C2 |
Изобретение относится к шахтной печи сопротивления. Шахтная печь сопротивления для термической обработки деталей состоит из кожуха, футеровки, муфеля с открытой нижней частью, нагревателей, крышки, трубок для входа в рабочее пространство муфеля и выхода из него защитного газа, емкости с рабочей средой для охлаждения нагретых в муфеле деталей, окруженной водяной рубашкой и с помощью разъемного соединения герметично соединенной с нижней частью муфеля через переходное устройство, имеющее заслонку, кабельные термоэлектрические преобразователи, размещенные на рабочих витках пружины, расположенной с зазором на опорном стержне и закрепленной нижним концом на опорном основании, жестко установленном на дне емкости для охлаждения, а верхним концом закрепленной на основании под стойку для термообрабатываемых деталей, на котором зафиксирован контактирующий с опорным стержнем улавливатель, в основании выполнено отверстие для рабочих концов-спаев кабельных термоэлектрических преобразователей, длина которых выбрана в соответствии с высотой расположения термообрабатываемых деталей, а свободные концы термоэлектрических преобразователей для подключения к измерительному прибору выведены наружу через выполненное в опорном основании отверстие и герметичный ввод, установленный в стенке емкости для охлаждения. Обеспечивается стабильное получение геометрических размеров термообрабатываемых в печи деталей при обеспечении заданного уровня механических свойств. 2 ил.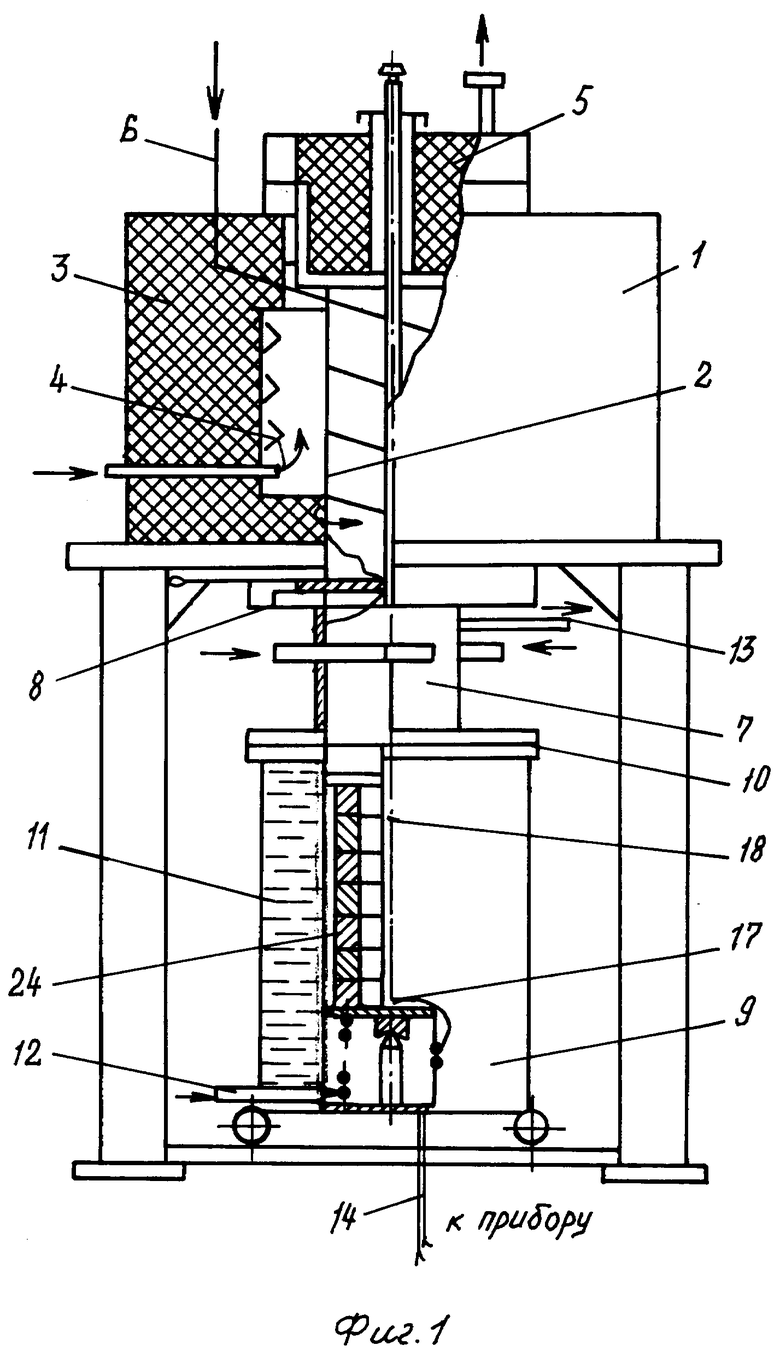
Шахтная печь сопротивления для термической обработки деталей, содержащая кожух, футеровку, муфель с открытой нижней частью, нагреватели, крышку, трубки для ввода в рабочее пространство муфеля и вывода из него защитного газа, емкость с рабочей средой для охлаждения нагретых в муфеле деталей, окруженную водяной рубашкой и с помощью разъемного соединения герметично соединенную с нижней частью муфеля через переходное устройство, имеющее заслонку, отличающаяся тем, что она снабжена кабельными термоэлектрическими преобразователями, размещенными на рабочих витках пружины, которая расположена с зазором на опорном стержне и закреплена нижним концом на опорном основании, жестко установленном на дне емкости для охлаждения, а верхним концом закреплена на основании стойки для термообрабатываемых деталей, на котором зафиксирован контактирующий с опорным стержнем улавливатель, в опорном основании выполнено отверстие для рабочих концов-спаев кабельных термоэлектрических преобразователей, длина которых выбрана в соответствии с высотой расположения термообрабатываемых деталей на стойке, а свободные концы термоэлектрических преобразователей для подключения к измерительному прибору выведены наружу через выполненное в опорном основании отверстие и через герметичный ввод, установленный в стенке емкости для охлаждения.
| ШАХТНАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ СТАЛЕЙ И СПЛАВОВ | 2003 |
|
RU2232363C1 |
| ШАХТНАЯ ЭЛЕКТРИЧЕСКАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ | 2004 |
|
RU2278170C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ СТАЛЬНЫХ ТОНКОСТЕННЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2232197C1 |
| US 5100112 A1, 31.03.1992 | |||
| Узел чесания чесальной машины | 1989 |
|
SU1677102A1 |

