Изобретение относится к области машиностроения и может быть использовано для термической обработки изделий точных геометрических размеров, изготовленных из нержавеющих сталей мартенситного класса, например симметричных деталей гироскопов, окисление поверхности которых, согласно требований технических условий, при термической обработке не допускается.
Известен взятый в качестве прототипа способ получения высокопрочных стальных изделий точных геометрических размеров (см. патент RU №2291207, С21D 9/40, опубл. 10.01.2007 г.). Способ включает установку изделий из мартенситностареющих сталей с зазором на стойку, составленную из n-го количества оправок из аустенитной стали, и термическую обработку в безокислительной среде, состоящую из цикла закалок и деформационного старения, при которой производят нагрев изделий на оправках до температуры закалки и старения, выдержку в печи с муфелем, предварительно нагретым до технологической температуры, а охлаждение - в емкости с разъемным соединением для герметичного подсоединения к открытой нижней части муфеля, в начале процесса стойку из изделий и оправок устанавливают в приспособлении с установочными элементами и размещают в емкости для охлаждения, осуществляют продувку емкости инертным газом при избыточном давлении, создавая безокислительную среду, затем емкость подсоединяют к муфелю, продолжая продувку инертным газом, приспособление с изделиями на оправках перемещают в нагретое рабочее пространство муфеля и устанавливают концентрично цилиндрической поверхности муфеля, причем перемещение, нагрев и выдержку изделий на оправках производят в среде инертного газа при давлении выше атмосферного, после нагрева ведут ускоренное охлаждение стойки с изделиями и оправками путем перемещения в емкость для охлаждения, при этом процесс охлаждения ведут, не отключая емкость для охлаждения от муфеля при давлении инертного газа выше атмосферного или отключив ее от муфеля с последующим восстановлением давления в емкости для охлаждения выше атмосферного, затем производят выгрузку стойки из изделий с оправками на воздух при температуре не выше 150°С.
Известна шахтная печь сопротивления для термической обработки изделий, состоящая из кожуха, футеровки, муфеля, нагревателей, крышки, трубок для входа в рабочее пространство муфеля и выхода из него защитного газа, емкости для охлаждения нагретых в муфеле изделий, заполненной охлаждающей средой и окруженной водяной рубашкой. Муфель печи выполнен открытым в нижней части, а емкость для охлаждения с помощью разъемного соединения герметично соединена с нижней частью муфеля через переходное устройство, имеющее заслонку. Печь взята в качестве прототипа (см. патент №2232363, F27В 1/00, 5/04, опубл. 10.07.04 г.).
Недостатки известных способа и устройства заключаются в том, что они не обеспечивают избыточного давления инертного газа в емкости для охлаждения в момент ее отключения от переходного устройства, как показал опыт, при самом большом расходе инертного газа происходит окисление поверхности термообрабатываемых изделий, что по техническим условиям недопустимо. Поэтому реализация известного способа в известной шахтной печи сопротивления при жестких требованиях к качеству поверхности термообрабатываемых изделий возможна только в случае длительного времени охлаждения изделий в емкости для охлаждения, неотключенной от переходного устройства, при избыточном давлении инертного газа, как показал опыт, не менее трех часов. Производительность процесса термической обработки в такой печи низкая, а затраты электроэнергии, расход инертного газа и себестоимость процесса термообработки высокие.
Группой изобретений решается задача: повышение производительности печи, обеспечение стабильного качества поверхности изделий, снижение себестоимости техпроцесса.
Предлагаемая группа изобретений направлена на достижение технического результата, заключающегося в надежном обеспечении избыточного давления инертного газа в печи на каждом этапе техпроцесса, сокращении времени технологического цикла с обеспечением надежной защиты поверхности изделий от окисления.
Указанный технический результат достигается тем, что в способе получения упрочненных стальных изделий точных геометрических размеров, включающем закалку в безокислительной среде, при которой производят нагрев изделий до температуры закалки, технологическую выдержку в печи с муфелем, предварительно нагретым до технологической температуры, а охлаждение - в емкости с разъемным соединением для герметичного подсоединения к открытой нижней части муфеля, в начале процесса изделия устанавливают в приспособлении с установочными элементами и размещают в емкости для охлаждения, осуществляют продувку емкости инертным газом при избыточном давлении, создавая безокислительную среду, затем емкость подсоединяют к муфелю, продолжая продувку инертным газом, приспособление с изделиями перемещают в нагретое рабочее пространство муфеля и устанавливают концентрично цилиндрической поверхности муфеля, причем перемещение, нагрев и выдержку изделий производят в среде инертного газа при давлении выше атмосферного, после нагрева ведут ускоренное охлаждение изделий путем перемещения приспособления с изделиями в емкость для охлаждения, при этом процесс охлаждения ведут, не отключая емкость для охлаждения от муфеля, при давлении выше атмосферного или отключив ее от муфеля, новым является то, что во время отключения емкости для охлаждения от муфеля, а также на протяжении всего процесса охлаждения изделий, поддерживают в емкости для охлаждения давление выше атмосферного до момента выгрузки приспособления с изделиями из емкости для охлаждения, а выгрузку приспособления с изделиями на воздух производят при температуре не выше 200°С.
Обеспечение в емкости для охлаждения давления выше атмосферного во время отключения от муфеля, а также на протяжении всего процесса охлаждения изделий, позволяет обеспечить качество поверхностей изделий.
Выгрузку приспособления с изделиями из емкости для охлаждения на воздух производят при температуре не выше 200°С, так как при температуре 200°С и ниже нержавеющие стали не окисляются.
Указанный технический результат достигается тем, что в шахтной печи сопротивления, состоящей из кожуха, футеровки, муфеля, выполненного открытым в нижней части, нагревателя, крышки, трубок для входа в рабочее пространство и выхода из него защитного газа, емкости для охлаждения нагретых в муфеле изделий, заполненной охлаждающей средой и окруженной водяной рубашкой, и переходного устройства, имеющего заслонку, причем емкость для охлаждения с помощью разъемного соединения герметично соединена с нижней частью муфеля через переходное устройство, новым является то, что емкость для охлаждения снабжена заслонкой, обеспечивающей избыточное давление инертного газа в емкости для охлаждения в момент отключения ее от муфеля.
Процесс упрочнения изделий из нержавеющих сталей мартенситного класса высокой точности изготовления, в частности симметричных деталей гироскопов, происходит в процессе закалки, то есть при превращении аустенита в мартенсит. В результате этого превращения образуется новая кристаллическая решетка и структура стали. Поэтому процесс упрочнения закалкой всегда сопровождается деформацией изделий, в том числе из-за их неравномерного нагрева и охлаждения. Значит для закалки изделий точных геометрических размеров необходимо создавать особые условия с тем, чтобы обеспечить размеры в пределах установленных допусков. Другими словами при закалке все участки изделия должны одновременно нагреваться с одной и той же скоростью. Это же правило должно распространяться и на процесс охлаждения.
Для выполнения жестких условий нагрева и охлаждения применено приспособление с полками, на которых устанавливают изделия. Приспособление снабжено установочными элементами, которые позволяют при нагреве устанавливать изделия концентрично цилиндрической поверхности муфеля, а при охлаждении концентрично цилиндрической поверхности емкости для охлаждения.
Закалка производится в среде аргона при избыточном давлении, что тоже благотворно влияет на равномерность нагрева и охлаждения.
Снабжение емкости для охлаждения заслонкой позволяет обеспечить избыточное давление инертного газа в ней при отсоединении емкости для охлаждения от переходного устройства, что обеспечивает стабильное качество поверхности изделий, позволяет экономить электроэнергию, инертный газ и снижает себестоимость техпроцесса.
Шахтная печь сопротивления комплектуется не менее чем тремя съемными емкостями для охлаждения, что обеспечивает непрерывную работу печи и способствует повышению производительности.
Технические решения с признаками, отличающие заявляемое решение от прототипа, неизвестны и явным образом из уровня техники не следуют. Это позволяет считать, что заявляемое решение является новым и обладает изобретательским уровнем.
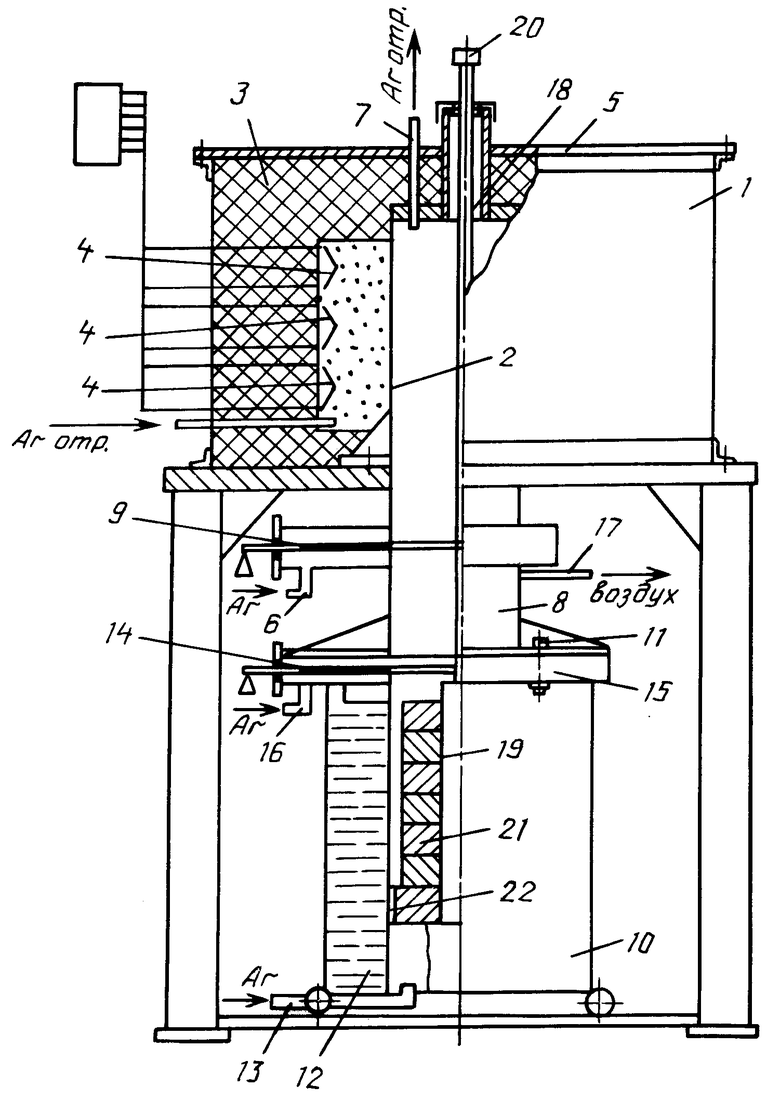
Сущность изобретения поясняется чертежом, где изображен общий вид шахтной печи сопротивления.
Печь состоит из герметичного кожуха 1 с расположенным в нем муфелем 2 из жаропрочной стали, футеровки 3, по стенкам которой расположены нихромовые нагреватели 4, крышки 5, трубки 6 для подачи инертного газа в муфель 2 печи, трубки 7 для выхода инертного газа. Муфель 2 печи, открытый снизу, соединен через переходное устройство 8, имеющее заслонку 9, с емкостью 10 для охлаждения изделий посредством разъемного соединения 11. Емкость 10 для охлаждения имеет цилиндрическую форму, заполненную охлаждающей средой и окруженную водяной рубашкой 12. Трубка 13 служит для подачи инертного газа в емкость 10 для охлаждения. Емкость 10 для охлаждения изделий снабжена заслонкой 14, выполненной с возможностью перемещения в корпусе 15 заслонки, на котором размещена трубка 16, с помощью которой подают инертный газ в корпус 15 заслонки. На переходном устройстве 8 расположена трубка 17, которая служит для удаления воздуха из переходного устройства 8. В крышке 5 печи выполнено отверстие 18 для перемещения приспособления 19 с изделиями из емкости 10 для охлаждения в нагретый муфель печи и обратно посредством штанги 20.
Способ получения упрочненных стальных изделий точных геометрических размеров реализуется в шахтной печи сопротивления.
Изделия 21 (симметричные детали гироскопов из нержавеющей стали, например, 09Х16Н4Б) укладывают в приспособление 19, имеющее установочные элементы 22. Открывают заслонку 14 съемной емкости 10 для охлаждения и помещают внутрь приспособление 19 с изделиями 21. Заслонку 14 закрывают. В емкости 10 для охлаждения с изделиями 21 через трубки 13, 16 заменяют окислительную атмосферу инертным газом, например аргоном, при избыточном давлении. Избыточное давление необходимо для надежного удаления воздуха из емкости 10 для охлаждения. Затем емкость 10 с помощью разъемного соединения 11 герметично соединяют с переходным устройством 8, открывают заслонку 14 и производят продувку переходного устройства инертным газом с помощью трубок 13, 16, 17. После завершения продувки инертным газом приспособление 19 с изделиями 21 поднимают из емкости для охлаждения посредством штанги 20 при открытых заслонках 9, 14 в нагретое до технологической температуры рабочее пространство муфеля 2 печи. При перемещении "холодного" приспособления 19 с изделиями 21 происходит падение давления инертного газа в муфеле 2 печи, которое становится ниже атмосферного. Этот факт крайне нежелателен, так как есть вероятность натекания кислорода из воздушной атмосферы и окисления изделий 21 в муфеле 2 печи. Для поддержания давления инертного газа в разогретом рабочем пространстве муфеля 2 печи выше атмосферного до момента перемещения приспособления 19 с изделиями 21 предварительно увеличивают подачу газа с помощью трубок 6, 13, 16. Перемещение штанги 20 производят через отверстие 18, выполненное в крышке 5 печи. Заслонку 9 закрывают. Уменьшают подачу инертного газа с помощью трубок 6, 13, 16 после стабилизации избыточного давления. После нагрева и технологической выдержки при избыточном давлении инертного газа приспособление 19 с изделиями 21 с помощью штанги 20 перемещают в емкость 10 для охлаждения при открытых заслонках 9, 14. Закрывают заслонки 9, 14, увеличивают расход инертного газа через трубки 6, 13, 16. С помощью разъемного соединения 11 емкость 10 для охлаждения отсоединяют от переходного устройства 3, при этом в емкости 10 поддерживают избыточное давление. Затем емкость 10 для охлаждения герметично закрывают крышкой, имеющей малого диаметра тарированное отверстие для выхода инертного газа, уменьшают его расход с помощью трубок 13, 16, удаляют емкость 10 для охлаждения с термообрабатываемыми изделиями 21, установленными в приспособлении 19, от переходного устройства 8 и производят окончательное охлаждение приспособления 19 с изделиями 21 при избыточном давлении инертного газа. Затем к переходному устройству 8 подсоединяют очередную емкость 10 для охлаждения с вновь подготовленным приспособлением 19 с изделиями 21 и т.д. После охлаждения изделий 21 до температуры 200°С и ниже приспособление 19 с изделиями выгружают из емкости 10 для охлаждения при открытой заслонке 14 и окончательное охлаждение производят на воздухе. Отработанный аргон выводят через трубку 7 и возвращают в печь, защищая нагреватели 4 и муфель 2 от окисления, что повышает срок службы печи.
Предложенные способ и конструкция печи позволяют отсоединять емкость для охлаждения от переходного устройства сразу после перемещения приспособления с изделиями из муфеля в емкость для охлаждения, при этом в емкости для охлаждения обеспечивается избыточное давление инертного газа, а значит обеспечивается качество поверхности изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЕННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ | 2013 |
|
RU2519399C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ТОНКОСТЕННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ | 2005 |
|
RU2291207C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ БЕЗОКИСЛИТЕЛЬНОЙ ОБРАБОТКИ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ ИЗ СТАЛЕЙ И СПЛАВОВ | 2008 |
|
RU2383631C1 |
| ШАХТНАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОТОЧНЫХ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 2007 |
|
RU2336477C1 |
| ШАХТНАЯ ЭЛЕКТРИЧЕСКАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ | 2004 |
|
RU2278170C2 |
| ШАХТНАЯ ЭЛЕКТРИЧЕСКАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ | 2007 |
|
RU2360976C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ БЕЗОКИСЛИТЕЛЬНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛЕЙ И СПЛАВОВ И ШАХТНАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2367689C1 |
| ШАХТНАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ СТАЛЕЙ И СПЛАВОВ | 2003 |
|
RU2232363C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНА ИЗ АМОРФНЫХ И МИКРОКРИСТАЛЛИЧЕСКИХ СПЛАВОВ И СТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2329123C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОГО ИНСТРУМЕНТА И ФОРМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ИЗ ЛИТЫХ ЗАГОТОВОК МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2011 |
|
RU2448806C1 |
Изобретение относится к области термической обработки изделий из нержавеющих сталей мартенситного класса. Для защиты поверхности изделий от окисления, повышения производительности печи приспособление с изделиями размещают в емкости для охлаждения, продувают емкость инертным газом при избыточном давлении, подсоединяют емкость к муфелю, продолжая продувку инертным газом, затем изделия перемещают в предварительно нагретый муфель, нагревают до температуры закалки, производят выдержку в среде инертного газа при давлении выше атмосферного, а после нагрева ведут ускоренное охлаждение в емкости для охлаждения, при этом охлаждение ведут, не отключая емкость от муфеля, при давлении выше атмосферного или отключив ее от муфеля, при поддержании давления выше атмосферного до момента выгрузки изделий из емкости для охлаждения, а выгрузку изделий на воздух производят при температуре не выше 200°С. Печь содержит кожух, футеровку, нагреватели, муфель, выполненный открытым в нижней части, крышку, переходное устройство с заслонкой, трубки для входа в рабочее пространство и выхода из него инертного газа, емкость с водяной рубашкой и с охлаждающей средой для охлаждения нагретых в муфеле изделий, герметично соединенную с нижней частью муфеля через переходное устройство, при этом емкость для охлаждения снабжена размещенной в месте разъема с переходным устройством заслонкой, обеспечивающей избыточное давление инертного газа в емкости для охлаждения при отключении ее от муфеля. 2 н.п. ф-лы, 1 ил.
1. Способ получения упрочненных стальных изделий точных геометрических размеров, включающий установку изделий в приспособлении с установочными элементами, размещение приспособления в емкости для охлаждения, продувку емкости инертным газом при избыточном давлении для создания безокислительной среды, подсоединение емкости к муфелю с продолжением продувки инертным газом, затем приспособление с изделиями устанавливают в предварительно нагретое рабочее пространство муфеля концентрично его цилиндрической поверхности, причем перемещение изделий, нагрев их до температуры закалки и выдержку производят в среде инертного газа при давлении выше атмосферного, после нагрева ведут ускоренное охлаждение изделий путем перемещения приспособления с изделиями в емкость для охлаждения, при этом процесс охлаждения ведут без отключения или с отключением емкости для охлаждения от муфеля при давлении выше атмосферного, отличающийся тем, что при охлаждении изделий в емкости для охлаждения поддерживают давление выше атмосферного до момента выгрузки приспособления с изделиями из нее, а затем производят выгрузку приспособления с изделиями на воздух при температуре не выше 200°С.
2. Шахтная печь сопротивления для получения упрочненных стальных изделий точных геометрических размеров, содержащая кожух, футеровку, нагреватели, муфель с крышкой, выполненный открытым в нижней части, переходное устройство с заслонкой (9), емкость с водяной рубашкой и с охлаждающей средой для охлаждения нагретых в муфеле изделий герметично соединенную с нижней частью муфеля через переходное устройство, трубки для входа в рабочее пространство и выхода из него инертного газа, отличающаяся тем, что емкость для охлаждения снабжена заслонкой (14), обеспечивающей избыточное давление инертного газа в емкости для охлаждения при отключении ее от муфеля.
| ШАХТНАЯ ЭЛЕКТРИЧЕСКАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ | 2004 |
|
RU2278170C2 |
| ШАХТНАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ СТАЛЕЙ И СПЛАВОВ | 2003 |
|
RU2232363C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСОБОТОНКОСТЕННЫХ ТРУБ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ИХ ОТЖИГА | 2004 |
|
RU2282676C2 |
| Шахтная электропечь для термообработки деталей в контролируемой атмосфере | 1987 |
|
SU1476275A1 |

