Изобретение относится к области машиностроения и может быть использовано для термической обработки изделий из стали для получения высоких прочностных характеристик в сочетании с точными размерами тонкостенных деталей и емкостей.
Известен взятый в качестве прототипа способ правки и получения высокой точности кольцевых изделий с дефектом формы с использованием термообработки, включающий установку кольца на полую оправку из материала, имеющего больший коэффициент линейного расширения, чем материал кольца и нагрев оправки с кольцом нагревателем, расположенным внутри оправки (SU 245825, С 21 D 9/40, 11.06.1969).
Недостатком известного способа, которым осуществляют правку кольцевых изделий, исправляя эллипсность или другой дефект формы, является невозможность получения геометрических размеров на очень тонкостенных изделиях с очень малыми допусками и высокими механическими свойствами, в известном способе отсутствует процесс управления нагревом, выдержкой и остыванием оправок с кольцами, т.е. нет контроля за температурными изменениями в нагревательной камере.
Известна взятая в качестве прототипа нагревательная камера (муфельная колпаковая печь), состоящая из колпака, дна и установленного в дне камеры соосно с колпаком электронагревателя, служащего для интенсификации горения в процессе работы (см. SU 515808 А, С 21 D 9/67, 30.05.1976).
Недостатком известного устройства при существующей системе нагрева и условий расположения термообрабатываемых изделий является невозможность получения точных геометрических размеров высокопрочных тонкостенных изделий типа "кольцо" и типа "сильфон" с вдавленным внутренним гофром на завершающем этапе термообработок, т.к. на такие изделия существуют жесткие требования как по смещению верхней и нижней половины по размерам, так и по разностенности.
Предлагаемой группой изобретений решается задача: повышение удобства эксплуатации, упрощение конструкции и снижение себестоимости нагревательной камеры, универсальность способа нагрева.
Технический результат, получаемый при осуществлении группы изобретений:
1. Прогнозируемость поведения изделий и гораздо большая достоверность информации при проведении процесса термообработки.
2. Стабильное получение геометрических размеров изделий при обеспечении заданного уровня механических свойств.
Указанный технический результат достигается тем, что в способе получения высокопрочных стальных тонкостенных изделий точных геометрических размеров, включающем термическую обработку изделий на полых оправках с нагревателем внутри, осуществляют деформационное старение закаленных изделий из мартенситно-стареющей стали, при этом изделия устанавливают с зазором на стойку, составленную из n-го количества оправок из аустенитной стали, производят нагрев оправок с изделиями в нагревательной камере в безокислительной среде и контролируют температурные изменения внутри камеры с помощью термопар.
Указанный технический результат достигается тем, что нагревательная камера для получения высокопрочных стальных тонкостенных изделий точных геометрических размеров, состоящая из колпака, дна и электронагревателя, установленного в дне камеры соосно с колпаком, снабжена полой трубой, внутри которой расположен нагреватель, и стойкой, составленной из n-го количества полых оправок из аустенитной стали, зафиксированной на трубе соосно с колпаком, а в колпаке выполнен ввод термопар.
Технические решения с признаками, отличающими заявляемые решения от прототипов, не известны и явным образом из уровня техники не следуют, это позволяет считать, что заявляемые решения являются новыми и обладают изобретательским уровнем.
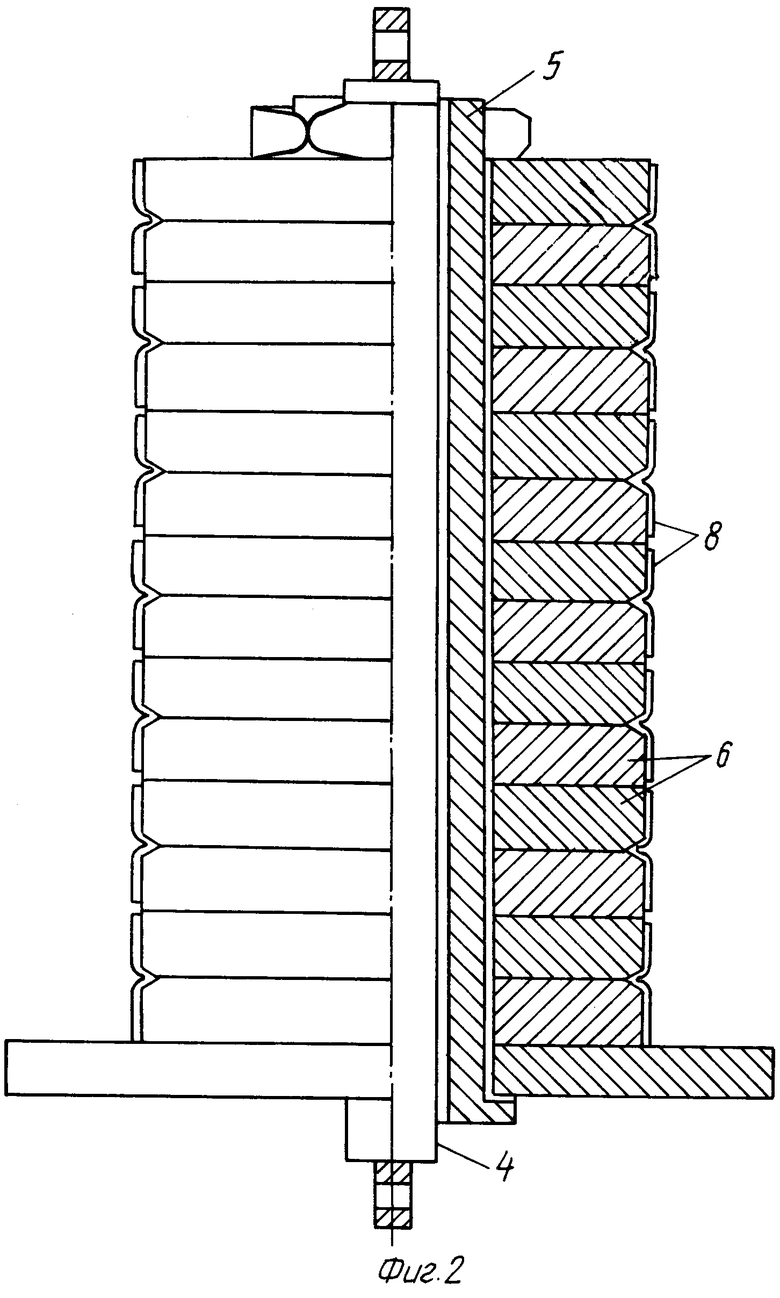
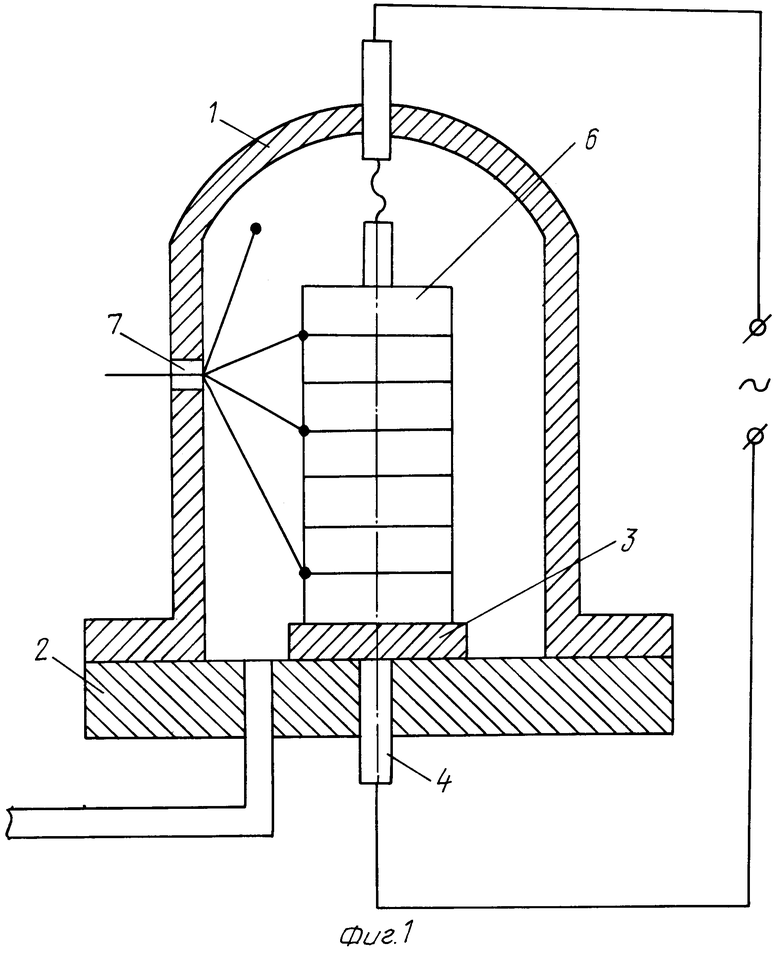
Предлагаемый способ осуществляется с помощью нагревательной камеры, которая схематично изображена на фиг.1 в разрезе; на фиг.2 представлено посадочное место нагревательной камеры с изделиями типа "сильфон".
Нагревательная камера содержит колпак 1, дно 2. В дне 2 камеры установлено посадочное место 3 для изделий (см. фиг.2). Посадочное место представляет собой тепловой электронагреватель (ТЭН) 4, расположенный внутри полой трубы 5, служащей для фиксации на ней стойки из n-ого количества оправок 6 из аустенитной стали. Оправки 6 выполнены полыми. ТЭН 4 с оправками 6 установлен соосно с колпаком 1. Для получения информации о температурных изменениях внутри камеры в колпаке 1 выполнен ввод контрольных термопар, а для обеспечения безокислительной среды (вакуума) в нагревательной камере предусмотрено ее подключение к индивидуальной вакуумной системе. Но возможен и более экономичный вариант: подключение к общему производственному компрессору.
Пример реализации способа получения высокопрочных стальных тонкостенных изделий точных геометрических размеров.
Способ осуществляется термообработкой, а более конкретно, путем деформационного старения мартенситно-стареющей стали марки ЧС-35-ВИ закаленных изделий типа "кольцо" и "сильфон" для роторов центрифуг с толщиной стенки 0,12-0,15 мм с целью формирования окончательной величины наружного диаметра 132+0,04 мм. Изделия 8 останавливают с зазором на стойку, составленную из n-ого количества полых оправок 6 с тепловым электронагревателем внутри (см. фиг.2). Производят внутренний нагрев системы "оправки - изделия" до температуры, соответствующей интервалу старения мартенситно-стареющих сталей (интервал: 300-400°С - начальная температура старения; 500°С - предельная технологическая температура старения). Процесс ведется в безокислительной среде - в вакууме, но возможен другой вариант: нагрев в инертном газе. С момента включения ТЭНа начинается нагрев оправок. Благодаря равноудаленности каждой оправки от нагревателя зоны с заниженной температурой отсутствуют. Процесс протекает при стабильных температурных показателях в любой точке системы "оправки - изделия". По мере прогрева за счет линейного расширения стали каждая оправка 6 приходит в соприкосновение с холодным еще изделием 8 и обжимает его равномерно, сглаживая дефекты формы. Изделие при этом одинаково пластично по всему диаметру. С этого момента начинается процесс старения. При дальнейшем нагреве расширение всех звеньев системы "оправки - изделия" идет одновременно, формируя окончательной диаметр изделий.
Использование заявляемых способа и устройства позволяет получить геометрические параметры в соответствии с требованиями конструкторской документации при закалке и старении тонкостенных изделий "сильфон" и "кольцо" из мартенситно-стареющей стали ЧС-35-ВИ на аустенитных оправках в нагревательных камерах упрощенной конструкции благодаря изменению метода нагрева с наружного молибденовыми нагревателями на внутренний нагрев с помощью ТЭНов.
При использовании предлагаемого способа в массовом производстве нагревательная камера может быть изготовлена с индивидуальной вакуумной системой, но может быть и подключена в общей линейке с одним производственным компрессором, что позволяет снизить расходы на дорогостоящие насосы и вакуумно-запорную арматуру (приобретение, ремонт) и упростить эксплуатацию нагревательной камеры или нескольких нагревательных камер, задействованных одновременно. Кроме того, для создания безокислительной среды можно использовать инертный газ, что также способствует удешевлению и обеспечению универсальности способа.
Применение полых оправок, а не сплошных сокращает время, необходимое для прогрева, и позволяет сократить расход дорогостоящей нержавеющей стали аустенитного класса. Оправки и надетые на них изделия благодаря равноудаленности каждой из них от теплового электронагревателя, расположенного внутри полых оправок, проходят стадии нагрева одновременно, обеспечивая стабильность получения геометрических размеров изделий и заданного уровня механических свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ТОНКОСТЕННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ | 2003 |
|
RU2233340C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ТОНКОСТЕННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2258087C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ СТАЛЬНЫХ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ | 2004 |
|
RU2258750C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ТОНКОСТЕННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ | 2005 |
|
RU2291207C1 |
| СПОСОБ ПРАВКИ ИЗДЕЛИЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 2004 |
|
RU2256709C1 |
| ШАХТНАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОТОЧНЫХ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 2007 |
|
RU2336477C1 |
| СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЕННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ И ШАХТНАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2375471C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2570261C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ В ПРОЦЕССЕ ТЕРМООБРАБОТКИ СТАЛЬНЫХ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ИЗДЕЛИЙ С ВНУТРЕННИМ ГОФРОМ | 2007 |
|
RU2348706C2 |
| СПОСОБ ПРАВКИ СТАЛЬНЫХ ТОНКОСТЕННЫХ ТРУБ, СОВМЕЩЕННЫЙ С ЗАКАЛКОЙ | 2013 |
|
RU2537981C1 |
Изобретение относится к области машиностроения. При получении высокопрочных стальных тонкостенных изделий точных геометрических размеров осуществляют термическую обработку - деформационное старение закаленных изделий из мартенситностареющей стали изделий на полых оправках с нагревателем внутри. Изделия устанавливают с зазором на стойку, составленную из n-го количества оправок из аустенитной стали. Производят нагрев оправок с изделиями в нагревательной камере в безокислительной среде и контролируют температурные изменения внутри камеры с помощью термопар. Нагревательная камера для получения высокопрочных стальных тонкостенных изделий точных геометрических размеров состоит из колпака, дна и электронагревателя, установленного в дне камеры соосно с колпаком. Камера снабжена полой трубой, внутри которой расположен нагреватель, и стойкой, составленной из n-го количества полых оправок из аустенитной стали. Стойка зафиксирована на трубе соосно с колпаком. В колпаке выполнен ввод термопар. Изобретение позволяет обеспечить прогнозируемость поведения изделий и большую достоверность информации при проведении процесса термообработки, стабильное получение геометрических размеров изделий при обеспечении заданного уровня механических свойств. 2 с. п. ф-лы, 2 ил.
| СПОСОБ ПРАВКИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 0 |
|
SU245825A1 |
| Колпаковая печь | 1973 |
|
SU515808A1 |
| Устройство для термической обработки колец | 1979 |
|
SU1011711A1 |
| ВЫСОКОИЗБИРАТЕЛЬНЫЙ ПОЛОСОВОЙ ПЕРЕСТРАИВАЕМЫЙ LC-ФИЛЬТР | 2011 |
|
RU2453985C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ РАДИОТЕЛЕФОННОЙ СВЯЗИ | 1991 |
|
RU2010433C1 |
