Изобретение относится к области машиностроения и может быть использовано для безокислительной термической обработки деталей и сборочных единиц, на поверхности которых согласно требованиям технических условий не допускаются цвета побежалости, например деталей точной механики ракетной техники.
Известен способ термической безокислительной обработки (см. ОСТ 92-1188-78 "Обработка термическая безокислительная деталей, сборочных единиц и заготовок из коррозионно-стойких и жаропрочных сталей и сплавов", 1979, стр.7), взятый в качестве прототипа. Способ заключается в следующем: детали укладывают в контейнер, герметизируют контейнер, продувают контейнер с деталями инертным газом, например аргоном, до полного удаления воздуха, загружают контейнер с деталями в камерную печь, находящуюся при технологической температуре, нагревают контейнер с деталями до технологической температуры, выдерживают при этой температуре, выгружают контейнер из печи и охлаждают на воздухе, проводят разгерметизацию контейнера, прекращают подачу аргона в контейнер, выгружают детали из контейнера.
Недостатками прототипа являются нестабильность в части обеспечения светлой поверхности деталей, замедленное охлаждение деталей в контейнере, большие затраты энергетических и материальных ресурсов, неудобство при эксплуатации.
При термической обработке по способу прототипа на поверхностях деталей, сборочных единиц из коррозионно-стойких и жаропрочных сталей и сплавов в среде инертного газа, в том числе аргона, допускаются цвета побежалости, образующие пленки очень тонкие, толщиной сотые доли микрона, но очень стойкие и плотные, в большинстве случаев браковочным признаком не являются.
Причиной образования цветов побежалости на поверхностях деталей являются наличие в составе инертного газа, в том числе аргона, следов окислителей, таких как кислород и водяной пар, поэтому надежно обеспечить светлую поверхность деталей при термической обработке по способу прототипа не представляется возможным. Удалить цвета побежалости механическим способом, травлением, электротравлением, электрополированием проблематично, так как при этом наблюдаются либо ухудшение качества поверхности, либо изменение размеров сверх установленных допусков.
Предлагаемым изобретением решается задача обеспечения качества деталей, повышение производительности способа, снижение себестоимости за счет уменьшения энергетических и материальных затрат.
Технический результат, получаемый при осуществлении изобретения, заключается в надежном обеспечении качества поверхности деталей без цветов побежалости при ускоренном охлаждении, обеспечивающем высокие пластические и вязкостные свойства деталей.
Указанный технический результат достигается тем, что в способе термической безокислительной обработки деталей и сборочных единиц, при котором нагрев, выдержку и охлаждение деталей производят в среде инертного газа, новым является то, что детали укладывают на полки открытого негерметичного приспособления, производят термическую обработку деталей в герметичной муфельной печи с емкостью для охлаждения при избыточном давлении, уменьшают процентное содержание окислителей в инертном газе в процессе нагрева, выдержки и охлаждения, для чего перед загрузкой приспособления с деталями в емкость для охлаждения закрывают приспособление с деталями цилиндрическим защитным кожухом из тонколистовой стали и прикрепляют к основанию приспособления набор дисков с отверстиями из тонколистовой стали, а выгрузку деталей из емкости для охлаждения производят при температуре не выше 200°С.
Технические решения с признаками, отличающими заявляемое решение от прототипа, неизвестны и явным образом из уровня техники не следуют. Это позволяет считать, что заявляемое решение является новым и обладает изобретательским уровнем.
Предлагаемый способ реализуется с помощью муфельной печи со сменной емкостью для охлаждения при избыточном давлении по патенту RU N2232363, F27B 1/00, 5/04, 10.07.04 г., где в качестве рабочей среды используют инертный газ - аргон. Муфель выполнен открытым в нижней части. Емкость для охлаждения (и загрузки) с помощью разъемного соединения герметично соединена с нижней частью муфеля через переходное устройство, имеющее заслонку. Емкость для охлаждения (и загрузки) имеет рубашку для циркуляции охлаждающей воды.
Пример реализации способа термической безокислительной обработки деталей и сборочных единиц. Детали укладывают на полки приспособления. К основанию приспособления прикрепляют набор дисков с отверстиями из тонколистовой стали. Детали закрывают защитным кожухом из тонколистовой стали, выполненным в форме цилиндра. Приспособление с деталями, закрытыми защитным кожухом, и прикрепленным к приспособлению набором дисков загружают в емкость для охлаждения, когда она не подключена к переходному устройству. В емкости для охлаждения с деталями через патрубок заменяют окислительную среду защитным газом, например аргоном. Затем емкость для охлаждения с помощью разъемного соединения герметично соединяют с переходным устройством и производят окончательную продувку защитным газом с помощью патрубков. После завершения продувки аргоном приспособление с деталями, закрытыми защитным кожухом, и набором дисков поднимают из емкости для охлаждения посредством штанги при открытой заслонке в нагретое до требуемой температуры рабочее пространство муфеля печи, заполненное аргоном.
Техническая сущность защиты поверхностей деталей от появления цветов побежалости заключается в том, что защитный кожух, закрывающий детали, выполненный в форме цилиндра, и диски с отверстиями находятся ближе к "горячему" муфелю, а с учетом того, что кожух и диски изготавливают из тонколистовой стали, они нагреваются быстрее, чем приспособление с деталями. Имея большую поверхность, кожух и диски в результате нагрева выше 200°С окисляются, в том числе по следующим химическим реакциям:
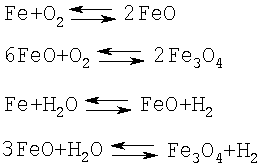
Таким образом, миллионные доли процента кислорода и паров воды, присутствующих в аргоне, будут расходоваться на окисление поверхностей кожуха и дисков, а поверхности деталей останутся светлыми во время всего технологического цикла.
После нагрева и технологической выдержки приспособление с деталями, защитным кожухом, набором дисков с помощью штанги перемещают в емкость для охлаждения при открытой заслонке. Затем с помощью разъемного соединения емкость для охлаждения отключают от переходного устройства при закрытой заслонке, не прекращая подачу защитного газа через патрубок. Герметично закрывают емкость для охлаждения крышкой, имеющей отверстие для выхода аргона и охлаждают детали до температуры не выше 200°С. Температура выгрузки приспособления с деталями из емкости для охлаждения на воздух после завершения процесса термообработки не должна превышать 200°С, так как с превышением этой температуры могут образовываться на деталях цвета побежалости. После окончания охлаждения приспособление с деталями, кожухом и набором дисков выгружают на воздух. По завершении процесса охлаждения удаляют с приспособления защитный цилиндрический кожух, снимают набор дисков и извлекают детали с полок приспособления.
Весь процесс термообработки, а именно нагрев, выдержку и охлаждение деталей производят при избыточном давлении инертного газа.
Применение контейнера, который используют для безокислительной термической обработки деталей, сборочных единиц и заготовок по способу прототипа, имеет низкую стойкость несмотря на то, что его изготавливают из жаропрочной дорогостоящей стали, поскольку контейнер нагревается под закалку свыше 1000°С и эксплуатируется в окислительной атмосфере. Ввиду эксплуатации контейнера в окислительной атмосфере его стенки выполняются достаточно толстыми, поэтому охлаждение деталей в разогретом массивном контейнере замедленное. Замедленное охлаждение приводит к выделению карбидной фазы по границам зерен деталей из коррозионно-стойких сталей, например 14Х17Н2БШ, 25Х17Н2БШ, и естественно к снижению свойств пластичности и вязкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ТОНКОСТЕННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ | 2005 |
|
RU2291207C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ БЕЗОКИСЛИТЕЛЬНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛЕЙ И СПЛАВОВ И ШАХТНАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2367689C1 |
| СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЕННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ И ШАХТНАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2375471C1 |
| ШАХТНАЯ ЭЛЕКТРИЧЕСКАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ | 2007 |
|
RU2360976C2 |
| СПОСОБ БЕЗОКИСЛИТЕЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ | 2011 |
|
RU2456350C1 |
| ШАХТНАЯ ЭЛЕКТРИЧЕСКАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ | 2004 |
|
RU2278170C2 |
| ШАХТНАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОТОЧНЫХ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 2007 |
|
RU2336477C1 |
| СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЕННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ | 2013 |
|
RU2519399C1 |
| ШАХТНАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ СТАЛЕЙ И СПЛАВОВ | 2003 |
|
RU2232363C1 |
| Способ безокислительной термической обработки изделий из аустенитной коррозионно-стойкой стали | 2019 |
|
RU2723871C1 |
Изобретение относится к области машиностроения и может быть использовано для безокислительной термической обработки деталей, например деталей точной механики ракетной техники. Для улучшения качества поверхности деталей путем исключения цветов побежалости, повышения пластичности и вязкости нагрев, выдержку и охлаждение деталей производят в среде инертного газа, при этом детали укладывают на полки открытого негерметичного приспособления, производят термическую обработку деталей в герметичной муфельной печи с емкостью для охлаждения при избыточном давлении, уменьшают процентное содержание окислителей в инертном газе в процессе нагрева, выдержки и охлаждения, для чего перед загрузкой приспособления с деталями в емкость для охлаждения закрывают приспособление с деталями цилиндрическим защитным кожухом из тонколистовой стали и прикрепляют к основанию приспособления набор дисков с отверстиями из тонколистовой стали, а выгрузку деталей из емкости для охлаждения производят при температуре не выше 200°С.
Способ термической безокислительной обработки деталей, включающий нагрев, выдержку и охлаждение деталей в среде инертного газа, отличающийся тем, что детали укладывают на полки открытого негерметичного приспособления, производят термическую обработку деталей в герметичной муфельной печи с емкостью для охлаждения при избыточном давлении, уменьшают процентное содержание окислителей в инертном газе в процессе нагрева, выдержки и охлаждения, для чего перед загрузкой приспособления с деталями в емкость для охлаждения закрывают приспособление с деталями цилиндрическим защитным кожухом из тонколистовой стали и прикрепляют к основанию приспособления набор дисков с отверстиями из тонколистовой стали, а выгрузку деталей из емкости для охлаждения производят при температуре не выше 200°С.
| ШАХТНАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ СТАЛЕЙ И СПЛАВОВ | 2003 |
|
RU2232363C1 |
| ШАХТНАЯ ЭЛЕКТРИЧЕСКАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ | 2004 |
|
RU2278170C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОСОБОТОНКОСТЕННЫХ ТРУБ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ИХ ОТЖИГА | 2004 |
|
RU2282676C2 |
| Шахтная электропечь для термообработки деталей в контролируемой атмосфере | 1987 |
|
SU1476275A1 |

