Область техники
Настоящее изобретение относится к электроду для вторичной батареи, более конкретно - к электроду, обеспечивающему батарею, имеющую высокую эффективность съема тока, высокую выходную мощность и высокую плотность энергии, и к электроду, обеспечивающему вторичную батарею, имеющую увеличенный срок службы при циклировании в результате предотвращения выпадения активного материала. Настоящее изобретение также относится к способу изготовления такого электрода и к вторичной батарее, имеющей такой электрод.
Уровень техники
Электроды, которые использовались до настоящего времени во вторичных батареях, включают в себя те, которые получают посредством нанесения пасты активного материала, содержащей частицы сплава-аккумулятора водорода и т.п., на одну или обе стороны токосъемника, такого как металлическая фольга (далее упоминаются как электроды типа с токосъемником). Также известны электроды, полученные посредством заполнения пор металлической пены частицами активного материала под давлением, с последующим вакуумным горячим прессованием или спеканием (смотри патентный документ 1), и электроды, полученные посредством заполнения пор металлической пены частицами активного материала и осаждения на эту металлическую пену сплава никель-хром или сплава никель-цинк (смотри патентный документ 2 и патентный документ 3) (далее упоминаются вместе как электроды вспененного типа).
Как ожидается, электрод типа с токосъемником будет обеспечивать высокую выходную мощность. Однако, поскольку используемый токосъемник имеет относительно большую толщину, например, от 10 до 100 мкм,доля активного материала в электроде является, естественно, относительно низкой, что делает сложным увеличение плотности энергии. Уменьшение размера частиц активного материала для увеличения их удельной площади поверхности и тем самым для увеличения выходной мощности может создать другую проблему, заключающуюся в том, что такие частицы активного материала склонны к окислению или коррозии. Кроме того, электроды типа с токосъемником имеют тенденцию страдать выпадением активного материала во время расширения и сжатия, сопровождающих электродную реакцию. По этой причине непросто достичь увеличенного срока службы при циклировании. С другой стороны, электроды вспененного типа, как ожидается, будут иметь высокую плотность энергии, но их сложно конструировать с получением высокой выходной мощности. Электрод вспененного типа является толстым и имеет толщину, достигающую примерно 1 мм, что является неудобным при изготовлении гибкого или компактного электрода. Кроме того, непросто обеспечить достаточный контакт между частицами активного материала и токосъемником. То есть они стремятся оставаться электрически изолированными частицами активного материала, что делает трудным получение увеличенной электронной проводимости.
Был предложен отрицательный электрод (анод) литиевых вторичных батарей, который содержит, в качестве составляющих его компонентов, элемент-металл, который образует сплав с литием, и элемент-металл, который не образует сплава с литием, при этом содержание элемента-металла, который не образует сплава с литием, является более высоким в поверхностной части, которая должна вступать в контакт с раствором электролита и находится напротив положительного электрода (катода), и в той части, которая ведет к выходному контакту (смотри патентный документ 4). Эта публикация предполагает, что проводимость поддерживается посредством металла, который не образует сплава с литием, даже если в металле, который образует сплав с литием, развиваются трещины и выкрашивание из-за многократной зарядки и разрядки.
Варианты реализации, предложенные в патентном документе 4, включают в себя структуру, состоящую из токоснимающей части, изготовленной из металла, который не образует сплава с литием, и части, изготовленной из порошка, содержащего металл, который образует сплав с литием. Последняя часть (порошок) приклеивается к первой части посредством связующего. Структура может спекаться. Элемент-металл, который не образует сплава с литием, может располагаться на слое, содержащем металл, который образует сплав с литием. Слой элемента-металла, который не образует сплава с литием, формируют, например, посредством электроосаждения.
Однако анод согласно патентному документу 4 претерпевает заметную деформацию в результате невозможности в достаточной степени соответствовать изменениям объема, вызываемым расширением и сжатием активного материала при зарядке и разрядке. Когда активный материал растрескивается и крошится из-за расширения и сжатия, анод не способен эффективно предотвращать выпадение активного материала. По этой причине по-прежнему является трудным с помощью этой технологии создать анод, имеющий улучшенные характеристики при циклировании.
[Патентный документ 1] JP-A-62-20244
[Патентный документ 2] JP-A-6-140034
[Патентный документ 3] JP-A-6-231760
[Патентный документ 4] JP-A-8-50922
Сущность изобретения
Задачей настоящего изобретения является создание электрода для вторичных батарей, не имеющего проблем, связанных с современным уровнем техники, способа изготовления такого электрода и вторичной батареи, имеющей такой электрод.
Эта задача настоящего изобретения решается посредством создания электрода для вторичных батарей, который имеет первую поверхность и вторую поверхность, которые обе обладают электропроводностью и приспособлены для приведения в контакт с раствором электролита, и имеет слой активного материала, содержащий частицы активного материала, между этими первой и второй поверхностями. Электрод не имеет толстого проводника для съема тока.
Настоящее изобретение также предусматривает способ изготовления электрода для вторичных батарей, включающий в себя стадии нанесения электропроводящей суспензии, содержащей частицы активного материала, на разделительный слой несущей фольги для формирования слоя активного материала, покрытия этого слоя активного материала металлом посредством электроосаждения в электролитической ванне, содержащей этот металл, для формирования электрода, имеющего слой активного материала, и отделение электрода от несущей фольги по разделительному слою.
Настоящее изобретение также предусматривает электрод для вторичных батарей, который имеет первую поверхность и вторую поверхность, которые обе обладают электропроводностью и приспособлены для приведения в контакт с раствором электролита, и содержит слой активного материала, содержащий частицы активного материала, между первой и второй поверхностями и электропроводящую фольгу в середине по направлению его толщины. Слой активного материала присутствует на обеих сторонах этой проводящей фольги.
Настоящее изобретение также предусматривает вторичную батарею, имеющую описанный выше электрод в качестве катода или анода.
Краткое описание чертежей
Фиг.1 представляет собой частичное схематическое увеличенное поперечное сечение электрода в соответствии с настоящим изобретением.
Фиг.2(a), фиг.2(b), фиг.2(c) и фиг.2(d) показывают стадии, входящие в способ изготовления электрода по фиг.1.
Фиг.3 (a), фиг.3(b), фиг.3(c), фиг.3(d) и фиг.3(f) иллюстрируют стадии, входящие в другой способ изготовления электрода по фиг.1.
Фиг.4 схематически иллюстрирует поверхностный слой с формируемыми микропустотами.
Фиг.5 представляет собой схематическое увеличенное поперечное сечение другого электрода в соответствии с настоящим изобретением.
Фиг.6 представляет собой схематическое увеличенное поперечное сечение модификации электрода, показанного на фиг.5.
Фиг.7(a), фиг.7(b) и фиг.7(c) показывают стадии, входящие в способ изготовления электрода по фиг.6.
Фиг.8 представляет собой электронную микрофотографию участка среза анода, полученного в примере 2.
Фиг.9 представляет собой электронную микрофотографию поверхности (токоснимающего поверхностного слоя) анода, полученного в примере 2, который находился в контакте с несущей фольгой.
Фиг.10 представляет собой электронную микрофотографию участка среза анода, полученного в примере 3.
Фиг.11 представляет собой электронную микрофотографию участка среза анода, полученного в примере 4.
Подробное описание изобретения
Электрод по настоящему изобретению будет описываться на основе предпочтительных вариантов его реализации со ссылками на прилагаемые чертежи. На фиг.1 показано увеличенное частичное схематическое поперечное сечение электрода 10 согласно первому варианту реализации настоящего изобретения. Хотя иллюстрируется только одна сторона электрода, другая сторона имеет почти такую же структуру, как показано на фиг.1.
Электрод 10 согласно первому варианту реализации имеет первую поверхность 1 (показана) и вторую поверхность (не показана), причем обе они приспособлены для приведения в контакт с раствором электролита. Электрод 10 имеет слой 3 активного материала, содержащий частицы 2 активного материала, между этими двумя поверхностями. Каждая сторона слоя 3 активного материала сплошным образом ("непрерывно") покрыта токоснимающим поверхностным слоем 4 (показан только один из поверхностных слоев 4). Поверхностные слои 4 на обеих сторонах включают в себя соответственно первую поверхность 1 и вторую поверхность. Как понятно из фиг.1, электрод 10 не имеет толстого проводника для съема тока, который называют токосъемником, такого как металлическая фольга или металл с развитой поверхностью.
Функцию съема тока в электроде 10 осуществляют токоснимающие поверхностные слои 4. Эти поверхностные слои 4 также служат для предотвращения выпадения ("осыпания") активного материала из слоя 3 активного материала, которое связано с расширением и сжатием, сопровождающими зарядку и разрядку. Каждый поверхностный слой 4 выполнен из металла, который функционирует в качестве токосъемника вторичных батарей и не имеет или имеет только небольшую химическую активность при зарядке и разрядке. Соответствующий металл выбирается в соответствии с типом батареи и видом активного материала. Такой выбор находится в пределах обычных знаний специалистов в данной области техники, и поэтому не стоит здесь входить в детали. Примерами пригодных для использования металлов являются Cu, Ni, Fe, Co и их сплавы. Для улучшения антикоррозийных свойств может добавляться Cr. Оба эти поверхностных слоя могут быть одинаковыми или различными по материалу.
Когда электрод 10 представляет собой анод для неводных вторичных батарей, таких как литий-ионные вторичные батареи, поверхностные слои предпочтительно выполнены из элемента, имеющего низкую способность к образованию соединения с литием. Примеры таких элементов приводятся выше. Среди них пригодными являются Cu, Ni и их сплавы. Сплав Ni-W является особенно предпочтительным для создания поверхностных слоев 4 с высокой прочностью. Используемое здесь выражение "низкая способность к образованию соединения с литием" означает отсутствие способности к образованию интерметаллического соединения или твердого раствора с литием, или, если таковая имеется, эта способность является такой, что полученное в результате соединение лития содержит только следовое количество лития или является очень лабильным.
Каждый из поверхностных слоев 4 предпочтительно является более тонким, чем толстый проводник, используемый в качестве токосъемника в обычных электродах, при условии, что обеспечивается минимальная толщина, требуемая для по существу сплошного покрытия слоя 3 активного материала и, тем самым, предотвращающая выпадение частиц 2 активного материала. Более конкретно, толщина поверхностного слоя 4 предпочтительно является столь малой, как примерно 0,3-20 мкм, более предпочтительно - примерно 0,3-10 мкм, особенно предпочтительно - примерно 0,5-5 мкм. При такой толщине поверхностных слоев 4 и без толстого проводника для съема тока электрод имеет относительно повышенную долю активного материала и при этом демонстрирует увеличение плотности энергии на единицу объема и единицу массы. Обычные электроды имеют предел в повышении плотности энергии из-за относительно большой доли в них толстого токоснимающего проводника. Поверхностные слои 4, имеющие толщину в пределах указанного диапазона, предпочтительно формируют посредством электроосаждения (нанесения гальванического покрытия). Эти два поверхностных слоя 4 могут быть одинаковыми или различными по толщине.
Как уже упоминалось, оба поверхностных слоя 4 включают в себя соответственно первую поверхность 1 и вторую поверхность. Первая поверхность 1 и вторая поверхность предназначены для нахождения в контакте с раствором электролита, когда электрод 10 устанавливают в батарею при сборке. С другой стороны, толстый токоснимающий проводник, используемый в обычном электроде, не имеет поверхности в контакте с раствором электролита в том случае, когда он имеет слой активного материала по обе стороны, или имеет только одну поверхность в контакте с раствором электролита в том случае, когда он имеет слой активного материала на одной своей стороне. Другими словами, в отсутствие толстого токоснимающего проводника поверхностные слои 4, то есть самые внешние слои электрода 10, участвуют в прохождении раствора электролита, а также выполняют функцию съема тока, объединенную с функцией предотвращения выпадения активного материала.
Поскольку поверхностные слои 4, имеющие первую поверхность 1 и вторую поверхность соответственно, оба выполняют функцию съема тока, то имеется преимущество, заключающееся в том, что батарея может быть сконструирована имеющей проволочный вывод, соединенный с любым поверхностным слоем 4 по желанию.
Как иллюстрируется на фиг.1, электрод 10 имеет большое количество микропустот 5, открытых на по меньшей мере одной поверхности из первой поверхности 1 и второй поверхности и ведущих к слою 3 активного материала. Микропустоты 5 формируются в по меньшей мере одном из токоснимающих поверхностных слоев 4 простирающимися в направлении по толщине поверхностного слоя 4. Микропустоты 5 дают возможность раствору электролита в достаточной мере проходить в слой 3 активного материала и в достаточной мере взаимодействовать с частицами 2 активного материала. В поперечном сечении поверхностного слоя 4 микропустоты 5 имеют ширину примерно 0,1-100 мкм. Для обеспечения предотвращения выпадения активного материала ширина микропустот 5 предпочтительно составляет примерно 0,1-10 мкм. Микропустоты 5 являются настолько мелкими и при этом достаточно широкими для того, чтобы сделать возможным проникновение раствора электролита. В частности, раствор неводного электролита, который имеет меньшее поверхностное натяжение, чем водный раствор, способен проникать через эти микропустоты 5 с малой шириной. Такие микропустоты 5 предпочтительно формируются одновременно с формированием поверхностного слоя 4 посредством электроосаждения.
Микропустоты 5, открытые на первой поверхности 1 и/или второй поверхности, предпочтительно имеют среднюю площадь живого сечения примерно 0,1-100 мкм2, более предпочтительно - примерно 1-10 мкм2, если смотреть сверху под электронным микроскопом. Средняя площадь живого сечения в этих пределах обеспечивает достаточное проникновение раствора электролита, в то же время эффективно предотвращая выпадение частиц 2 активного материала. Эти пределы также увеличивают зарядную/разрядную емкость с начальной стадии циклов зарядки/разрядки. Для обеспечения предотвращения выпадения частиц 2 активного материала является предпочтительным, чтобы средняя площадь живого сечения составляла 5-70%, в частности - 10-40%, от максимальной площади поперечного сечения частиц 2 активного материала.
Отношение общей площади живого сечения микропустот 5 на первой поверхности 1 или второй поверхности к площади поля зрения микроскопа, называемое отношением живого сечения к площади, предпочтительно составляет 2-20%, более предпочтительно - 5-10%, по тем же причинам, что и для средней площади живого сечения микропустот 5. По тем же причинам, когда первая поверхность 1 или вторая поверхность, имеющие микропустоты 5, у которых средняя площадь живого сечения попадает в указанные предпочтительные пределы, наблюдается сверху под электронным микроскопом, является предпочтительным, чтобы эта поверхность имела 1-20000, более предпочтительно - 100-2000 микропустот 5 на каждый квадратный см поля. Количество микропустот 5 упоминается как распределение микропустот.
Поскольку реакция на электроде 10 осуществляется, прежде всего, на стороне, обращенной к противоэлектроду, микропустоты 5 не должны присутствовать в обоих поверхностных слоях 4. Тем не менее, реальные батареи часто имеют сепаратор и противоэлектрод по обе стороны от рабочего электрода. При такой конфигурации батареи желательно, чтобы оба поверхностных слоя 4 имели микропустоты 5. Когда электрод 10, имеющий микропустоты 5 только на одной своей стороне, используется в батарее такой конфигурации, для получения такого же эффекта, как и в электроде 10, имеющем микропустоты 5 на обеих своих сторонах, используется набор из двух электродов 10, соединенных с их не имеющими пустот поверхностными слоями, обращенными друг к другу.
Слой 3 активного материала, расположенный между первой поверхностью 1 и второй поверхностью, содержит частицы активного материала 2. Активный материал, который может использоваться в данном варианте реализации, в широком смысле включает в себя материалы, которые пригодны для использования в катодах и анодах вторичных батарей. Конкретные примеры пригодных для использования активных материалов будут приведены позднее. Заключенные между парой поверхностных слоев 4 частицы 2 активного материала являются эффективно защищенными от выпадения из слоя 3 активного материала из-за расширения и сжатия, связанных с циклами зарядки/разрядки. Находясь в контакте с раствором электролита через микропустоты 5, частицы 2 активного материала не ограничиваются в их взаимодействии с раствором электролита.
Максимальный размер частиц 2 активного материала предпочтительно не превышает 100 мкм, а более предпочтительно он составляет 70 мкм или менее. Медианный размер (D50) частиц 2 активного материала предпочтительно составляет 1-50 мкм, более предпочтительно - 1-20 мкм. Частицы 2, у которых максимальный размер превосходит 100 мкм, склонны к выпадению, с уменьшением срока службы электрода. Хотя более мелкие частицы лучше, практически нижний предел размера частиц будет составлять примерно 0,01 мкм. В настоящем изобретении не имеет значения, насколько малыми могут быть частицы 2 активного материала, поскольку они очень мало подвержены окислению или коррозии. По этой причине, даже если в качестве активного материала используется сплав-аккумулятор водорода, который является восприимчивым к окислению и т.п., можно уменьшать размеры частиц активного материала с тем, чтобы достичь увеличения выходной мощности. Более конкретно - настоящее изобретение делает возможным использование сплава-аккумулятора водорода с размером его частиц, уменьшенным до уровня в примерно 5 мкм, в то время как сплав-аккумулятор водорода, используемый в обычных электродах, должен иметь размер частиц примерно 20 мкм. Размер частиц 2 может быть измерен посредством метода лазерной дифракции-рассеяния или наблюдения под электронным микроскопом.
Слишком малая доля активного материала в каком-либо электроде приводит к недостаточной плотности энергии, а слишком большая доля имеет тенденцию вызывать выпадение активного материала. Принимая во внимание эти тенденции, доля активного материала в предложенном электроде предпочтительно составляет 10-90%, более предпочтительно - 20-80%, а особенно предпочтительно - 40-80% по массе.
Толщина слоя 3 активного материала является объектом регулировки в соответствии с долей активного материала в электроде и размером частиц активного материала. В первом варианте реализации эта толщина составляет, но не ограничивается этим, примерно 1-200 мкм, предпочтительно - 10-100 мкм. Слой 3 активного материала предпочтительно формируется посредством нанесения электропроводящей суспензии, содержащей частицы 2 активного материала, как описывается ниже.
Принимая во внимание прочность электрода и плотность энергии, общая толщина электрода, включая поверхностные слои 4 и слой 3 активного материала, предпочтительно составляет примерно 1-500 мкм, более предпочтительно - примерно 1-250 мкм, особенно предпочтительно - примерно 10-150 мкм.
Пространства в промежутках между частицами 2 активного материала в слое 3 активного материала предпочтительно заполняются электропроводящим материалом. Этот проводящий материал предпочтительно заполняет все направление по толщине слоя 3 активного материала, так что частицы активного материала находятся в этом проводящем материале. То есть является предпочтительным, чтобы частицы 2 активного материала практически не выступали на поверхностях электрода 10, а находились в глубине поверхностных слоев 4. Таким образом, слой 3 активного материала демонстрирует более прочную адгезию с поверхностным слоем 4, и выпадение активного материала предотвращается более эффективно. Электронная проводимость между поверхностным слоем 4 и активным материалом обеспечивается проводящим материалом, заполняющим пространства между частицами слоя 3 активного материала. Таким образом, эффективно предотвращается образование электрически изолированных частиц активного материала даже в глубинной части слоя 3 активного материала. В результате функция съема тока сохраняется, ухудшение функционирования электрода подавляется, а срок службы электрода увеличивается. Эти эффекты дают преимущества, в частности, при использовании в качестве активного материала полупроводникового материала с плохой электронной проводимостью, такого как материал кремний. Как можно легко понять из изложенного выше, электрод согласно первому варианту реализации существенно отличается по структуре от обычных электродов вспененного типа, полученных посредством нанесения покрытия с помощью электроосаждения на обе стороны металлической пены с поддерживаемыми в ней частицами активного материала, такими как описанные в патентном документе 2 и патентном документе 3 выше.
Проводящий материал, которым заполнен слой 3 активного материала, может выбираться из материалов, которые пригодны для получения поверхностных слоев 4. Металлические материалы являются предпочтительными. Проводящий материал может отличаться от материала поверхностных слоев 4 или быть таким же. То есть (a) все материалы, составляющие два поверхностных слоя 4 и проводящий материал слоя 3 активного материала, могут быть одинаковыми; или (b) материал по меньшей мере одного из поверхностных слоев 4 может отличаться от проводящего материала слоя 3 активного материала. В случае (a) описанный далее способ изготовления электрода 10 осуществляется посредством более простых процедур. Кроме того, в случае (c) материал каждого из поверхностных слоев может отличаться от проводящего материала, которым заполнен слой активного материала.
В случае (b) поверхностные слои 4 могут быть одинаковыми или различными по материалу. То есть (b-1) оба поверхностных слоя 4 могут быть из одинакового материала, который отличается от проводящего материала, которым заполнен слой 3 активного материала, или (b-2) все материалы, составляющие поверхностные слои 2, и проводящий материал, которым заполнен слой 3 активного материала, могут отличаться друг от друга. Когда электрод согласно первому варианту реализации представляет собой анод для неводных вторичных батарей, таких как литий-ионная вторичная батарея, проводящий материал, которым заполнен слой 3 активного материала, предпочтительно представляет собой материал, имеющий низкую способность к образованию соединения с литием, более предпочтительно - металлический материал, такой как Cu, Ni, Fe, Co или их сплав.
Является предпочтительным, чтобы проводящий материал заполнял все направление по толщине слоя 3 активного материала и соединял оба поверхностных слоя 4, тем самым два поверхностных слоя 4 электрически соединяются посредством проводящего материала с обеспечением электрода с увеличенной электронной проводимостью. В этом случае электрод 10 служит для функции съема тока целиком. Тот факт, что материал, составляющий токоснимающие поверхностные слои 4, проникает по всему направлению по толщине слоя активного материала, соединяя два поверхностных слоя, может подтверждаться посредством получения изображения пространственной структуры материала с помощью электронного микроскопа. Предпочтительный способ заполнения проводящим материалом слоя активного материала будет описан позднее.
Является предпочтительным, чтобы проводящий материал, который заполняет слой 3 активного материала, не полностью заполнял пространства в промежутках между частицами 2 активного материала, но оставлял вакантные пространства 6. Необходимо отметить, что вакантные пространства 6 отличаются от микропустот 5, формируемых в токоснимающем поверхностном слое 4. Вакантные пространства 6 служат для релаксации напряжений, вызываемых расширением и сжатием активного материала, сопровождающими зарядку и разрядку. В этой связи доля вакантных пространств 6 в слое 3 активного материала предпочтительно составляет примерно 1-30% по объему, более предпочтительно - примерно 3-9% по объему. Доля вакантных пространств 6 может определяться посредством наблюдения пространственной структуры с помощью электронного микроскопа. Когда слой 3 активного материала формируется посредством нанесения электропроводящей суспензии, содержащей частицы 2 активного материала, с последующей сушкой, как описано ниже, вакантные пространства 6 формируются в слое 3 активного материала обязательно. Соответственно, объемная доля вакантных пространств 6 может контролироваться в указанных пределах посредством соответствующего выбора размера частиц 2 активного материала, состава проводящей суспензии и условий нанесения. Объемная доля вакантных пространств 6 может также регулироваться посредством прессования высушенного слоя 3 активного материала при соответствующих условиях.
Используемый активный материал варьируется в зависимости от того, используется ли электрод 10 в качестве катода или анода. Для применения в качестве катода активный материал включает в себя гидроксид никеля и гидроксид кобальта. Пригодные для применения в качестве анода активные материалы включают в себя различные сплавы-аккумуляторы водорода, кадмий и оксид кадмия. Для применения в качестве анода неводных вторичных батарей, таких как литий-ионные вторичные батареи, могут использоваться элементы, имеющие высокую способность к образованию соединения с литием. Такие элементы включают в себя кремний, олово, алюминий и германий.
Как подчеркивалось неоднократно, структура электрода 10 успешно предотвращает выпадение активного материала, связанное с расширением и сжатием при зарядке и разрядке. Учитывая этот эффект, электрод 10 является пригодным для применения во вторичных батареях, многократно подвергающихся циклам зарядки и разрядки, в частности - в никель-водородных (никелевых металл-гидридных, NiMH) вторичных батареях, в которых активный материал претерпевает заметное расширение и сжатие. Электрод 10 является особенно пригодным в качестве анода никель-водородных вторичных батарей, поскольку активный материал анода представляет собой сплав-аккумулятор водорода, который претерпевает большое расширение и сжатие в результате поглощения и десорбции водорода. Анод никель-водородных вторичных батарей с использованием сплава-аккумулятора водорода в качестве активного материала обеспечивает высокую выходную мощность и демонстрирует превосходную долговечность и высокую надежность, и по этой причине никель-водородные вторичные батареи удобно использовать в гибридных электрических транспортных средствах (HEV, от англ. "hybrid electric vehicles") и мощных инструментах.
Любые известные сплавы-аккумуляторы водорода, которые использовались в качестве активного материала анода в никель-водородных вторичных батареях, могут использоваться в настоящем изобретении. Пригодные для использования сплавы-аккумуляторы водорода включают в себя сплавы AB5, имеющие кристаллическую структуру типа CaCu5, и сплавы AB2 фазы Лавеса, например ZrV0,4Ni1,5. Сплавы AB и сплавы A2B, например Mg2Ni, также являются пригодными для использования. Примерами являются LaNi5, MmNi5 (где Mm обозначает миш-металл) и многокомпонентные сплавы, имеющие структуру MmNi5, с частью Ni, замещенной по меньшей мере Al, Co и Mn и, необязательно, другим(и) элементом(ами), выбранным(и) из Ti, Cu, Zn, Zr, Cr и B. Среди прочего, предпочтительными являются сплавы-аккумуляторы водорода с низким содержанием Co, представленные формулой: MmNiaMnbAlcCod (где Mm обозначает миш-металл; 4,0≤a≤4,7; 0,3≤b≤0,65; 0,2≤c≤0,5; 0≤d≤0,35; 5,2≤a+b+c+d≤5,5). Сплавы этого типа предпочтительно имеют в кристаллической решетке структуры CaCu5 длину а-оси 499 пм или более и дину с-оси 405 пм или более.
Электрод 10 согласно первому варианту реализации также является пригодным для применения в неводных вторичных батареях, таких как литий-ионные вторичные батареи. Подобно аноду никель-водородных вторичных батарей, в аноде неводных вторичных батарей используется активный материал, демонстрирующий большое расширение и сжатие при зарядках и разрядках.
Предпочтительный способ изготовления электрода согласно первому варианту реализации описывается со ссылкой на фиг.2. Прежде всего приготавливают несущую фольгу 11, как показано на фиг.2(a). Несущая фольга 11 не ограничивается по материалу, но предпочтительно является электропроводящей. Хотя несущая фольга 11, которая является проводящей, не должна представлять собой металл, несущая фольга 11, которая выполнена из металла, дает то преимущество, что использованная фольга может плавиться и снова перерабатываться в фольгу. С точки зрения простоты переработки, материал несущей фольги 11 предпочтительно является таким же, как и у поверхностного слоя 4, формируемого посредством электроосаждения. Выполняя функцию подложки для изготовления электрода 10, несущая фольга 11 предпочтительно имеет такую прочность, чтобы не морщиться или не перекручиваться во время изготовления электрода. С этой точки зрения несущая фольга 11 предпочтительно имеет толщину примерно 10-50 мкм. Поскольку главная роль несущей фольги 11 заключается в том, чтобы служить в качестве подложки, производство электрода 10 не всегда требует использования несущей фольги, когда поверхностный слой 4 является достаточно прочным.
Несущая фольга может быть получена, например, посредством электролиза или прокатки. Прокатка дает несущую фольгу с малой шероховатостью поверхности. Такая несущая фольга с малой шероховатостью поверхности характеризуется тем преимуществом, что разделительный слой 11a (описываемый далее) не является необходимым. С другой стороны, когда несущая фольга 11 изготавливается посредством электролиза, операции от изготовления несущей фольги 11 до изготовления электрода 10 могут осуществляться на одной и той же производственной линии. Изготовление несущей фольги 11 в том же процессе является преимущественным для стабильного изготовления электрода 10 и уменьшения производственных расходов. Электролитическую фольгу 11 получают посредством электролиза в электролитической ванне, содержащей ионы металла (например, ионы меди или никеля), с использованием вращающегося барабана в качестве катода для осаждения этого металла на барабане. Осажденный металл снимают с барабана, получая несущую фольгу 11.
Когда несущая фольга 11 имеет малую шероховатость поверхности, слой 3 активного материала может формироваться непосредственно на несущей фольге 11. В ином случае несущая фольга может снабжаться разделительным слоем 11a, который показан на фиг.2(a), на котором формируется слой 3 активного материала. Разделительный слой 11a не только облегчает снятие (отслаивание), но и придает несущей фольге 11 антикоррозийные свойства. Независимо от того, формируется ли разделительный слой 11a или нет, несущая фольга 11 предпочтительно имеет шероховатость поверхности Ra 0,01-3 мкм, более предпочтительно - 0,01-1 мкм, особенно предпочтительно - 0,01-0,2 мкм. При столь малой шероховатости поверхности электрод, создаваемый непосредственно на несущей фольге 11, может успешно отделяться от нее, или же на ней может формироваться разделительный слой 11a с однородной толщиной. В тех случаях, когда предусматривается разделительный слой 11a, шероховатость поверхности Ra несущей фольги 11 может, в некоторых случаях, превосходить указанные пределы, не вызывая никаких проблем; шероховатость поверхности несущей фольги 11 может уменьшаться с помощью разделительного слоя 11a.
Разделительный слой 11a предпочтительно формируют, например, посредством электроосаждения хрома, никеля или свинца или хроматирования. Причина для этого предпочтения заключается в том, что разделительный слой 11a, сформированный таким образом, образует слой оксидного или солевого покрытия, который выполняет функцию уменьшения адгезии между несущей фольгой 11 и слоем, полученным посредством электроосаждения (описанного далее), чтобы тем самым улучшить разделяемость. Также эффективными в качестве агента для улучшения разделяемости являются органические соединения. Особенно предпочтительными являются азотсодержащие соединения или серусодержащие соединения. Азотсодержащие соединения предпочтительно включают в себя соединения триазола, такие как бензотриазол (BTA), карбоксибензотриазол (CBTA), толилтриазол (TTA), N',N'-бис(бензотриазолилметил)мочевина (BTD-U) и 3-амино-1H-1,2,4-триазол (ATA). Серусодержащие соединения включают в себя меркаптобензотиазол (MBT), тиоциануровуюкислоту (TCA) и 2-бензимидазолтиол (BIT). Эти органические соединения растворяют в спирте, воде, кислотном растворителе, щелочном растворителе и т.п. и раствор наносят на несущую фольгу 11 посредством любой технологии нанесения покрытия, включая погружение. Концентрация раствора, например CBTA, предпочтительно составляет 2-5 г/л. Для успешного отделения толщина разделительного слоя 11a предпочтительно составляет 0,05-3 мкм. Разделительный слой 11a, формируемый на несущей фольге 11, предпочтительно имеет шероховатость поверхности Ra 0,01-3 мкм, более предпочтительно - 0,01-1 мкм, особенно предпочтительно - 0,01-0,2 мкм, подобно несущей фольге 11, на которой непосредственно должен формироваться слой 3 активного материала.
Несущая фольга 11, полученная посредством электролиза, имеет, согласно природе способа, гладкую глянцевую поверхность на одной ее стороне, которая обращена к вращающемуся барабану, и шероховатую, матовую поверхность на другой стороне, то есть на стороне, где осаждается металл. Другими словами, две стороны электролитической фольги 11 отличаются по шероховатости поверхности. Разделительный слой 11a, если необходимо, может формироваться либо на глянцевой поверхности, либо на матовой поверхности. Формирование разделительного слоя 11a на глянцевой поверхности с меньшей шероховатостью поверхности является предпочтительным для разделяемости. Когда разделительный слой 11a формируется на матовой поверхности, рекомендуется использование электролитической фольги, сформированной в присутствии добавки к электролитической ванне, такой как добавка, описанная в патенте Японии JP-A-9-143785, или травление матовой поверхности перед формированием разделительного слоя 11a, или прокатка матовой поверхности с тем, чтобы тем самым уменьшить шероховатость поверхности.
На следующей стадии разделительный слой 11 покрывают суспензией, содержащей частицы активного материала, с формированием слоя 3 активного материала, как изображено на фиг.2(b). В тех случая, когда нет разделительного слоя 11a, слой 3 активного материала формируется непосредственно на несущей фольге 11. Суспензия содержит связующее, разбавляющий растворитель и т.п., в дополнение к частицам активного материала. Пригодные для использования связующие включают в себя стирол-бутадиеновый каучук (SBR), полиэтилен (PE) и сополимер этилена-пропилена-диенового мономера (EPDM). Пригодные для использования разбавляющие растворители включают в себя воду и этанол. Суспензия предпочтительно содержит примерно 40-90% по массе частиц активного материала, примерно 0,4-4% по массе связующего и примерно 5-85% по массе разбавляющего растворителя.
Перед формированием слоя 3 активного материала на разделительном слое 11a этот разделительный слой 11a может быть подвергнут электроосаждению для формирования очень тонкого слоя в качестве предшественника одного из токоснимающих поверхностных слоев 4 (для простоты описания упоминается далее как нижний поверхностный слой 4). Хотя нижний поверхностный слой 4 можно с успехом формировать позднее, посредством описанной далее стадии электроосаждения, предварительное формирование слоя предшественника на разделительном слое 11a посредством электроосаждения является эффективным для сбалансирования толщин формируемой в конечном итоге пары поверхностных слоев 4. Электроосаждение разделительного слоя 11a с формированием слоя предшественника может осуществляться при таких же условиях, как и при описанной выше стадии электроосаждения. Электроосаждение при этих условиях легко приводит к формированию указанных выше микропустот в слое-предшественнике.
Суспензию, нанесенную на разделительный слой 11a или на слой-предшественник на разделительном слое 11a, сушат с формированием слоя 3 активного материала. Слой 3 активного материала, сформированный таким образом, имеет многочисленные мелкие промежуточные пространства между частицами активного материала. Несущую фольгу 11 со слоем 3 активного материала затем погружают в электролитическую ванну, содержащую металлический материал, т.е. один из видов проводящих материалов, для осуществления электроосаждения (этот способ будет иногда называться далее как проникающее электроосаждение). При помещении слоя 3 активного материала в электролитическую ванну электролитический раствор проникает в мелкие пространства и достигает границы раздела между слоем 3 активного материала и разделительным слоем 11a или слоем-предшественником. В этом состоянии осуществляют электроосаждение для осаждения металла (a) внутри слоя 3 активного материала, (b) на наружной поверхности (поверхности в контакте с электролитической ванной) слоя 3 активного материала и (c) на внутренней поверхности (поверхность в контакте с разделительным слоем 11a) слоя 3 активного материала. Таким образом, получают электрод 10, показанный на фиг.1, имеющий пару поверхностных слоев 4 на обеих его сторонах, и такой же материал, как у поверхностных слоев 4, проникающий по всему направлению толщины слоя 3 активного материала (смотри фиг.2(c)).
Условия проникающего осаждения являются важными для осаждения металлического материала в глубине слоя 3 активного материала и для формирования большого количества микропустот 5 в поверхностном слое 4. Например, когда для осаждения меди используется электролитическая ванна на основе сульфата меди рекомендованные условия представляют собой 30-100 г/л по концентрации меди, 50-200 г/л по концентрации серной кислоты, 30 м.д. (миллионных долей) или ниже по концентрации хлора, 30-80°C по температуре ванны и 1-100 А/дм2 по плотности тока. При использовании электролитической ванны на основе пирофосфата меди, рекомендованные условия представляют собой 2-50 г/л по концентрации меди, 100-700 г/л по концентрации пирофосфата калия, 30-60°C по температуре ванны, 8-12 по pH и 1-10 А/дм2 по плотности тока. Для электроосаждения никеля может использоваться ванна Уатта. Рекомендованные условия для электроосаждения с использованием ванны Уатта представляют собой 150-350 г/л по концентрации сульфата никеля, 20-70 г/л по концентрации хлорида никеля, 10-50 г/л по концентрации борной кислоты, 30-80°C по температуре ванны и 0,5-100 А/дм2 по плотности тока. Посредством соответствующей регулировки этих условий электролиза материал, образующий поверхностные слои 4, получает возможность для проникновения по всему направлению толщины слоя 3 активного материала, с формированием пары поверхностных слоев 4, электрически соединенных друг с другом, и при этом в поверхностных слоях 4 легко формируются указанные выше многочисленные микропустоты 5. Если плотность тока слишком высока, осаждение металла имеет место только на наружной поверхности слоя 3 активного материала, но не внутри его.
В соответствии со способом, описанным выше, одновременно осуществляют две операции: операцию осаждения металлического материала внутри слоя 3 активного материала и операцию формирования поверхностного слоя 4, имеющего микропустоты 5, на по меньшей мере одной стороне слоя 3 активного материала. В этом способе металлический материал, осажденный внутри слоя 3 активного материала, и материал, составляющий по меньшей мере один из поверхностных слоев 4, являются одинаковыми. Можно осуществлять эти две операции по отдельности. В этом случае металлический материал осаждают внутри слоя 3 активного материала посредством проникающего электроосаждения, а затем несущую фольгу 11, имеющую слой 3 активного материала, погружают в другую электролитическую ванну для осуществления электроосаждения, с формированием поверхностного слоя 4 на слое 3 активного материала. Посредством осуществления стадии электроосаждения в виде двух отдельных подстадий по меньшей мере один из поверхностных слоев может изготавливаться из материала, отличного от металлического материала, осажденного внутри слоя 3 активного материала. Когда верхний поверхностный слой 4 формируется посредством электроосаждения, отдельного от проникающего электроосаждения, условия первого могут быть такими же, как и для последнего, при этом в верхнем поверхностном слое 4 успешно формируются микропустоты.
Способ формирования микропустот 5 при формировании поверхностного слоя 4 посредством электроосаждения не включает в себя приложения внешней силы, в отличие от описанного далее способа, включающего в себя прессование. По этой причине предотвращается повреждение поверхностных слоев 4, которое приводит к повреждению электрода 10. Авторы настоящего изобретения предполагают, что микропустоты 5 формируются во время формирования поверхностного слоя 4 по следующему механизму. Поскольку слой 3 активного материала содержит частицы 2 активного материала, он имеет микроскопические неровности на своей поверхности. То есть некоторые центры являются активными, делая возможным легкий рост металлических кристаллов, а другие центры - нет. Скорость роста кристаллов на такой неоднородной поверхности является неоднородной. Когда электроосаждение слоя активного материала осуществляют при таких условиях, рост кристалла не является однородным, и частицы материала в поверхностном слое 4 растут, становясь поликристаллическими. Когда зародыши металлического материала вырастают в кристаллы, соседние кристаллы соприкасаются друг с другом, образуя малые зазоры между собой. Многочисленные образованные таким образом малые зазоры соединяются друг с другом, формируя микропустоты 5. Микропустоты 5, формируемые посредством описанного выше способа, имеют исключительную мелкодисперсность.
Микропустоты 5 могут также создаваться посредством прессования структуры, имеющей слой 3 активного материала, и таким образом формируются поверхностные слои 4. Для получения достаточной электронной проводимости прессование предпочтительно осуществляют до такой степени, чтобы общая толщина слоя 3 активного материала и поверхностных слоев 4 понижалась до 90% или менее, более предпочтительно - до 80% или менее. Прессование может осуществляться, например, с помощью машины с прижимными валками. Желательно, чтобы прессованный слой 3 активного материала имел 1-30% по объему вакантных пространств 6, как формулировалось ранее. Вакантные пространства 6 берут на себя релаксацию напряжений, связанных с объемным расширением активного материала во время зарядки. Такая доля вакантных пространств 6 может быть получена посредством контроля условий прессования, как описано выше. Доля вакантных пространств 6 может определяться посредством определения пространственной структуры с помощью электронного микроскопа.
Перед проникающим электроосаждением слой 3 активного материала может подвергаться прессованию. Прессование на этой стадии будет упоминаться как предварительное прессование, в отличие от прессования после электроосаждения. Предварительное прессование является эффективным по предотвращению отслаивания между сформированным ранее нижним поверхностным слоем 4 (то есть очень тонким слоем-предшественником) и слоем 3 активного материала и по предотвращению выступания частиц 2 активного материала на поверхность электрода 10. Отсюда следует, что предотвращается уменьшение срока службы батареи при циклировании из-за выпадения частиц 2 активного материала. Предварительное прессование также служит для контроля степени проникновения металлического материала в слой 3 активного материала. При сильном прессовании в слое 3 активного материала уменьшается расстояние между частицами, что ограничивает проникновение металлического материала. Когда он подвергается легкому прессованию, в слое 3 активного материала сохраняется большое расстояние между частицами, что облегчает проникновение металлического материала. Предварительное прессование предпочтительно осуществляют до такой степени, что толщина слоя 3 активного материала уменьшается до 95% или менее, более предпочтительно - до 90% или менее.
Наконец, электрод 10 отслаивают (отделяют) от несущей фольги 11, как показано на фиг.2(d). Хотя фиг.2(d) показывает, что разделительный слой 11a остается на несущей фольге 11, остается ли на самом деле разделительный слой 11a на стороне несущей фольги 11 или на электроде 10, зависит от толщины или материала разделительного слоя 11a. Разделительный слой 11a может оставаться как на несущей фольге 11, так и на электроде 10. Где именно остается разделительный слой 11a, не имеет значения для характеристик электрода из-за его очень малой толщины.
В соответствии со способом по фиг.2 электрод 10, у которого обе стороны подвергаются электродной реакции, может быть изготовлен посредством осуществления операции формирования слоя активного материала только один раз. В противоположность этому, обычные способы изготовления электрода, у которого обе стороны служат для электродной реакции, требуют формирования слоя активного материала на каждой стороне толстого проводника (то есть токосъемника). Другими словами, должны быть выполнены две операции по формированию слоя активного материала. По этой причине описанный выше способ, показанный на фиг.2, обеспечивает исключительное улучшение эффективности производства.
Способ по фиг.2 дает также то преимущество, что электродом 10, который является тонким и подверженным образованию складок, можно легко манипулировать и транспортировать в сформированном на несущей фольге 11 состоянии до тех пор, пока его не отслаивают от несущей фольги 11 при сборке в батарею.
Другой предпочтительный способ изготовления электрода 10 согласно первому варианту реализации будет описываться со ссылками на фиг.3. Приведенное описание рассмотренного выше способа по фиг.2 приблизительно применимо к тем деталям данного показанного на фиг.3 способа, которые не объясняются здесь. Подобно рассмотренному выше способу, данный способ включает в себя стадии сначала формирования нижнего поверхностного слоя 4, формирования слоя 3 активного материала на нижнем поверхностном слое 4 и формирования верхнего поверхностного слоя 4. Способ начинается с приготовления несущей фольги 11, как показано на фиг.3(a).
Является предпочтительным, чтобы поверхность несущей фольги 11, на которой должен формироваться нижний поверхностный слой 4, имела некоторую шероховатость. Прокатанная фольга имеет гладкую поверхность на обеих ее сторонах по самой природе этого способа, в то время как электролитическая фольга имеет шероховатую поверхность на одной стороне и гладкую поверхность на другой стороне. Шероховатая поверхность представляет собой ту сторону, на которой осаждается металл при электролизе. Таким образом, шероховатая поверхность электролитической фольги может быть использована как поверхность, на которой должен формироваться нижний поверхностный слой 4, которая является более удобной, чем используемая несущая фольга, у которой поверхность делается шероховатой под действием любой поверхностной обработки. Преимущества, связанные с использованием шероховатой поверхности, будут описываться далее. Шероховатая поверхность предпочтительно имеет шероховатость поверхности Ra (JIS B0601) 0,05-5 мкм, более предпочтительно - 0,2-0,8 мкм, для облегчения формирования микропустот желаемого диаметра и с желаемым распределением.
Одна из поверхностей, предпочтительно - шероховатая поверхность, несущей фольги 11 делается разделяемой посредством нанесения разделительного агента с формированием разделительного слоя (не показан). Принимая во внимание, что целью нанесения разделительного агента является именно облегчение отслаивания сформированного электрода 10 с несущей фольги 11 на описываемой далее стадии снятия (смотри фиг.3(f)), стадия нанесения разделительного агента может отсутствовать.
После формирования разделительного слоя наносят и сушат раствор для нанесения покрытия, содержащий электропроводящий полимер, с формированием полимерной пленки 12. Состав покрытия, нанесенного на шероховатую поверхность несущей фольги 11, способен втягиваться в углубления шероховатой поверхности. По этой причине испарение растворителя приводит к формированию полимерной пленки 12 с неоднородной толщиной. То есть полимерная пленка 12 имеет более толстые части, соответствующие углублениям, и более тонкие части, соответствующие выступам шероховатой поверхности несущей фольги 11. Данный способ характеризуется тем, что неоднородность толщины проводящей полимерной пленки 12 дает преимущества формирования большого количества микропустот в нижнем поверхностном слое 4.
Обычные известные проводящие полимеры могут использоваться в данном способе без какого-либо ограничения. Примеры пригодных для использования проводящих полимеров представляют собой поливинилиденфторид (PVDF), полиэтиленоксид (PEO), полиакрилонитрил (PAN) и полиметилметакрилат (PMMA). Проводящие по ионам лития полимеры являются предпочтительными для применения в качестве анода неводных вторичных батарей, таких как литий-ионные вторичные батареи. Проводящие полимеры предпочтительно представляют собой фторсодержащие полимеры; фторсодержащие полимеры являются стойкими к нагреву и химическим реагентам и механически прочными. Исходя из всех этих соображений, поливинилиденфторид, который представляет собой фторсодержащий полимер, имеющий проводимость по ионам лития, является наиболее предпочтительным.
Раствор для нанесения покрытия проводящего полимера представляет собой раствор проводящего полимера в летучем органическом растворителе. Например, в случае поливинилиденфторида пригодным для использования является N-метилпирролидон.
Предполагается, что большое количество микропустот формируются в нижнем поверхностном слое 4 по следующему механизму. Несущую фольгу 11, покрытую полимерной пленкой 12, подвергают электроосаждению с формированием нижнего поверхностного слоя 4, как показано на фиг.3(c). Фиг.4 схематически представляет увеличенный фиг.3(c). Проводящая полимерная пленка 12 имеет некоторую электронную проводимость, в то же время не являясь настолько же проводящей, как металл. Электронная проводимость полимерной пленки 12 изменяется вместе с толщиной пленки. По этой причине металл, осаждаемый на полимерной пленке 12, демонстрирует разброс по скорости осаждения в соответствии с разбросом толщины полимерной пленки. Разброс в скорости осаждения приводит к появлению микропустот 5 в нижнем поверхностном слое 4. То место нижнего поверхностного слоя 4, которое соответствует более толстой части полимерной пленки 12, где скорость осаждения является низкой, имеет тенденцию к превращению в микропустоты 5, как показано на фиг.4.
Диаметр и распределение микропустот 5 могут контролироваться не только шероховатостью поверхности Ra несущей фольги 11, как описано выше, но также и концентрацией проводящего полимера в растворе для нанесения покрытия. Например, более низкая концентрация проводящего полимера дает тенденцию к меньшему диаметру микропустот и к меньшему распределению микропустот. Наоборот, более высокая концентрация проводящего полимера дает тенденцию к большему их диаметру. С этой точки зрения, предпочтительная концентрация проводящего полимера в растворе для нанесения покрытия составляет 0,05-5% по массе, в частности - 1-3% по массе. Раствор для нанесения покрытия может наноситься посредством любой технологии нанесения покрытий, включая погружение.
Состав электролитической ванны и другие условия электроосаждения для формирования нижнего поверхностного слоя 4 выбирают соответствующим образом в соответствии с материалом поверхностного слоя 4. Электролитические ванны для получения поверхностного слоя 4 из меди включают в себя ванну с сульфатом меди, имеющую концентрацию CuSO4·5H2O 150-350 г/л и концентрацию H2SO4 50-250 г/л, и ванну с пирофосфатом меди. Предпочтительная температура ванны составляет примерно 40-70°C, а предпочтительная плотность тока составляет примерно 0,5-50 А/дм2.
Поверхностный слой 4, имеющий большое количество микропустот 5, покрывают электропроводящей суспензией, содержащей частицы активного материала, с формированием слоя 3 активного материала. Слой 3 активного материала, сформированный таким образом, имеет множество промежуточных пространств между частицами. Несущую фольгу 11 вместе со слоем 3 активного материала погружают в электролитическую ванну, содержащую металлический материал, т.е. один из видов проводящих материалов, для осуществления электроосаждения (проникающего электроосаждения). При помещении слоя 3 активного материала в электролитическую ванну электролитический раствор заполняет пространства в промежутках между частицами и достигает границы раздела между слоем 3 активного материала и нижним поверхностным слоем 4. В этом состоянии осуществляют электроосаждение для осаждения металла (a) внутри слоя активного материала 3 и (b) на внутренней поверхности (поверхности, находящейся в контакте с нижним поверхностным слоем 4) слоя 3 активного материала. Таким образом, металлический материал проникает по всей толщине слоя 3 активного материала.
Затем на слое 3 активного материала формируют верхний поверхностный слой 4. Содержащий частицы активного материала слой 3 активного материала имеет шероховатую поверхность. По этой причине можно формировать верхний поверхностный слой 4, при этом создавая в нем большое количество микропустот 5, используя такую же технологию, как и при формировании нижнего поверхностного слоя 4 на шероховатой стороне электролитически полученной несущей фольги 11. То есть на слой 3 активного материала наносят раствор для нанесения покрытия, содержащий электропроводящий полимер, с последующей сушкой, с формированием полимерной пленки (не показана). Затем на полимерную пленку проводят электроосаждение при таких же условиях, как и при формировании нижнего поверхностного слоя 4, с формированием верхнего поверхностного слоя 4, как показано на фиг.3(e).
Наконец, несущую фольгу 11 отслаивают от нижнего поверхностного слоя 4 с получением электрода 10, как показано на фиг.3(f). Хотя фиг.3(f) показывает, что полимерная пленка 12 остается на стороне нижнего поверхностного слоя 4, остается ли на самом деле полимерная пленка 12 на стороне несущей фольги 11 или электрода 10, зависит от толщины или материала полимерной пленки 12. Полимерная пленка 12 может оставаться как на несущей фольге 11, так и на электроде 10.
Другой вариант реализации, то есть второй вариант реализации электрода в соответствии с настоящим изобретением, будет описываться со ссылками на фиг.5. Описание, относящееся к первому варианту реализации электрода, является соответствующим образом применимым к тем деталям второго варианта реализации, которые не объясняются здесь. Элементы на фиг.5, которые являются такими же, как и на фиг.1, приводятся с такими же номерами, как и на фиг.1.
Как показано на фиг.5, электрод 10' согласно второму варианту реализации имеет электропроводящую фольгу 7 в середине по направлению его толщины, слой 3 активного материала по обе стороны от этой проводящей фольги 7 и токоснимающие поверхностные слои 4a и 4b, покрывающие соответствующие слои 3 активного материала. Проводящая фольга 7 может состоять из такого же материала, как и у поверхностных слоев. Для обеспечения прочности может использоваться прокатанная фольга из высокопрочного сплава или фольга из нержавеющей стали.
Электрод 10' содержит электропроводящий материал, заполняющий все направление по толщине по меньшей мере одного из слоев 3 активного материала. Частицы 2 активного материала не выступают на поверхность электрода 10', а находятся в глубине поверхностных слоев 4a и 4b. Проводящий материал заполняет все направление по толщине каждого из слоев 3 активного материала и ведет к проводящей фольге 7. Таким образом, оба поверхностных слоя 4a и 4b электрически соединяются с проводящей фольгой 7, при этом электрод 10' в целом демонстрирует повышенную электронную проводимость. Электрод 10' согласно второму варианту реализации осуществляет функцию съема тока целиком, подобно электроду 10 согласно первому варианту реализации, показанному на фиг.1.
Толщины поверхностных слоев 4a и 4b и слоев 3 активного материала могут быть такими же самыми, как и в первом варианте реализации. Толщина проводящей фольги 7 предпочтительно составляет 5-40 мкм, более предпочтительно - 10-20 мкм, для обеспечения повышенной плотности энергии, и при этом сводится к минимуму общая толщина электрода. С той же точки зрения общая толщина электрода 10' предпочтительно составляет 5-600 мкм, более предпочтительно - 10-450 мкм, особенно предпочтительно - 10-250 мкм.
Электрод 10' согласно второму варианту реализации может быть изготовлен следующим образом. На каждую сторону проводящей фольги 7 наносят суспензию, содержащую частицы 2 активного материала, и сушат ее, с формированием пары слоев 3 активного материала. Проводящая фольга 7 может быть получена отдельно или на той же самой линии для изготовления электрода 10'. В последнем случае проводящую фольгу 7 предпочтительно получают посредством электроосаждения. Проводящую фольгу 7 со слоем 3b активного материала на обеих ее сторонах погружают в электролитическую ванну, содержащую металлический материал, и подвергают электроосаждению металлического материала, с формированием поверхностных слоев 4a и 4b. С помощью этого способа можно легко сформировать большое количество микропустот в поверхностных слоях 4a и 4b. Металлический материал, составляющий поверхностные слои 4a и 4b, также проникает по всей толщине слоев активного материала для электрического соединения поверхностных слоев 4a и 4b с проводящей фольгой 7.
В другом способе металлический материал осаждают внутри слоев 3 активного материала посредством проникающего электроосаждения в электролитической ванне, содержащей этот металлический материал, а затем проводящую фольгу 7 со слоями 3 активного материала погружают в другую электролитическую ванну, содержащую другой электропроводящий материал, для осуществления электроосаждения, с формированием имеющих большое количество микропустот 5 поверхностных слоев 4a и 4b на наружной поверхности слоев 3 активного материала.
Фиг.6 представляет анод 10" в качестве модификации электрода 10' (далее упоминается как третий вариант реализации электрода в соответствии с настоящим изобретением). Описание второго варианта реализации, показанного на фиг.5, является соответствующим образом применимым к тем деталям третьего варианта реализации, которые не объясняются здесь. Анод 10" является особенно подходящим для использования в неводных вторичных батареях, таких как литий-ионные вторичные батареи. Анод 10" имеет электропроводящую фольгу 7 в середине по направлению его толщины, слой 8 металлического лития по обе стороны от проводящей фольги 7, слой 3 активного материала на каждом из слоев 8 лития и токоснимающие поверхностные слои 4a и 4b, покрывающие соответствующие слои 3 активного материала. Слои 3 активного материала содержат элемент, имеющий высокую способность к образованию соединения с литием. Анод 10", показанный на фиг.6, структурно отличается от показанного на фиг.5 электрода 10' тем, что он имеет слой 8 металлического лития по каждую сторону от проводящей фольги 7.
В соответствии с третьим вариантом реализации, даже если литий потребляется при зарядках и разрядках, литий растворяется и поставляется из слоев 8 лития. Это устраняет то, что авторы изобретения называют проблемой истощения лития, которая появляется в том случае, когда батарея конструируется имеющей пониженный объем активного катодного материала по сравнению с объемом активного анодного материала. В результате начальная необратимая емкость может быть уменьшена, а эффективность зарядки/разрядки в каждом цикле зарядки/разрядки, то есть циклические характеристики, могут быть улучшены. Кроме того, поскольку активный материал уже имеет интеркалированный литий перед началом циклов зарядки/разрядки, увеличение объема из-за интеркаляции лития во время зарядки может быть уменьшено, что вносит большой вклад в улучшение срока службы при циклировании.
После того как литий растворился, в слоях 8 металлического лития остаются свободные пространства. Эти свободные пространства релаксируют напряжения, связанные с расширением и сжатием активного материала при зарядках и разрядках, тем самым предотвращая растрескивание и выкрашивание активного материала. Даже если растрескивание и выкрашивание активного материала и происходит при повторении зарядок и разрядок, активный материал, не выступающий на поверхность электрода, а находящийся в глубине его, является защищенным от выпадения и продолжает осуществлять функцию съема тока. Кроме этого, поскольку слои металлического лития не выступают на поверхность анода, а находятся в глубине анода, не возникает проблемы дендритного роста лития.
Для получения удовлетворительной способности к восстановлению емкости величина каждого из слоев 8 металлического лития предпочтительно составляет 0,1-100%, более предпочтительно - 0,1-70%, особенно предпочтительно - 5-50% от обратимой емкости насыщения активного материала, содержащегося в соседнем слое 3 активного материала.
Хотя анод 10", изображенный на фиг.6, имеет слой 8 металлического лития между проводящей фольгой 7 и каждым из слоев 3 активного материала, является достаточным, чтобы слой 8 металлического лития был предусмотрен между проводящей фольгой 7 и по меньшей мере одним из слоев 3 активного материала.
Анод 10" согласно третьему варианту реализации предпочтительно изготавливают следующим образом. Каждый из пары предшественников 20 анода, показанных на фиг.7(b), получают посредством формирования проводящей полимерной пленки 12 на несущей фольге 11, формирования поверхностного слоя 4 на полимерной пленке 12 и формирования слоя 3 активного материала на поверхностном слое 4 посредством нанесения электропроводящей суспензии, содержащей частицы активного материала, на поверхностный слой 4, с последующим проникающим электроосаждением в соответствии с процедурами, показанными на фиг.3(a)-3(d).
Помимо предшественников 20 анода, получают проводящую фольгу 7, имеющую сформированный на каждой ее стороне слой 8 металлического лития, как показано на фиг.7(a). Слои 8 металлического лития могут быть сформированы, например, посредством крепления припрессовыванием литиевой фольги на обе стороны проводящей фольги 7. Слои 8 металлического лития могут также быть сформированы посредством различных технологий формирования тонких пленок, таких как химическое осаждение из паровой фазы и напыление.
Проводящую фольгу 7 со слоем 8 металлического лития на каждой ее стороне прокладывают между парой предшественников 20 анода, при этом слои 3 активного материала обращены внутрь, как показано на фиг.7(b). Наконец, две несущие фольги 11 отслаивают от соответствующих поверхностных слоев 4 с получением анода 10", как показано на фиг.7(c). Проводящие полимерные пленки 12 отсутствуют на фигурах 7(b) и 7(c) для простоты.
Настоящее изобретение не рассматривается как ограниченное указанными выше вариантами реализации. Например, хотя в первом варианте реализации, показанном на фиг.1, проводящий материал заполняет все направление по толщине слоя активного материала для электрического соединения верхнего и нижнего поверхностных слоев, эти два поверхностных слоя не всегда требуют наличия электрического соединения, при условии, что каждый поверхностный слой в достаточной степени обеспечивает его токоснимающие свойства. Для увеличения количества активных центров для электродной реакции между частицами активного материала и раствором электролита может быть сформировано отверстие, которое является открытым на по меньшей мере одном поверхностном слое и достигает поверхностной части слоя активного материала при самом неглубоком проколе, или сквозное отверстие, пронизывающее все направление электрода по толщине, посредством лазерной обработки или с помощью штампа, иглы и тому подобного.
Каждый из поверхностных слоев 4 может иметь многослойную структуру, состоящую из двух или более подслоев, выполненных из различных материалов, вместо однослойной структуры, как в приведенных выше вариантах реализации. Например, поверхностный слой 4 может иметь двухслойную структуру, состоящую из нижнего слоя никеля и верхнего слоя меди. Такая двухслойная структура является более эффективной при подавлении деформации электрода, приписываемой изменению объема активного материала. Когда поверхностный слой имеет многослойную структуру, по меньшей мере один из материалов, составляющих два или более его подслоя, может отличаться от проводящего материала, заполняющего слой 3 активного материала. Все материалы, составляющие соответствующие подслои, могут отличаться от проводящего материала.
Когда материал поверхностного слоя 4 отличается от проводящего материала, заполняющего слой 3 активного материала, этот проводящий материал может присутствовать до самой границы между слоем 3 активного материала и поверхностным слоем 4, или же этот проводящий материал может выходить за эту границу и составлять часть поверхностного слоя 4. Наоборот, материал, составляющий поверхностный слой 4, может выходить за эту границу и присутствовать в слое 3 активного материала.
Возможно осуществление осаждения проводящего материала в слое 3 активного материала на двух или более разделенных стадиях проникающего электроосаждения с использованием соответствующего количества различных проводящих материалов. В этом случае слой 3 активного материала содержит два или более проводящих материала, осажденных в нем в виде соответствующего количества слоев.
Настоящее изобретение будет проиллюстрировано более подробно посредством примеров, но необходимо отметить, что изобретение не рассматривается как ограниченное ими. Если не указано иного, все проценты приводятся как массовые.
ПРИМЕР 1
(1) Получение частиц активного материала
Исходные материалы сплава-аккумулятора водорода взвешивали и смешивали с получением сплава состава MmNi4,45Mn0,45Al0,30Co0,10. Смесь помещали в тигель, а тигель устанавливали в высокочастотную индукционную печь, и печь откачивали до давления 1,33×10-2 Торр или ниже. После плавления смеси в атмосфере аргона ее выливали в охлаждаемую водой медную форму и отливали при 1430°C с получением сплава. Сплав подвергали термической обработке при 1060°C в течение 3 часов в атмосфере аргона, с получением сплава-аккумулятора водорода в виде слитка. Слиток измельчали и просеивали на три фракции: <20 мкм, 20-53 мкм и >53 мкм.
2) Получение суспензии активного материала
С использованием фракции 20-53 мкм сплава-аккумулятора водорода получали суспензию, имеющую следующий состав:
3) Формирование разделительного слоя
В качестве несущей фольги использовали электролитическую медную фольгу толщиной 35 мкм, имеющую шероховатость поверхности Ra 0,1 мкм. Медную фольгу подвергали обработке хроматированием с формированием разделительного слоя, как показано на фиг.2(a). Разделительный слой имел толщину 0,5 мкм.
4) Формирование слоя активного материала
На этот разделительный слой наносили полученную суспензию активного материала и сушили ее с формированием слоя покрытия, который уплотняли посредством подпрессования с использованием машины с прижимными валками при линейном давлении 0,5 т/см, с формированием слоя активного материала, имеющего толщину 30 мкм.
5) Формирование токоснимающих поверхностных слоев
Медную фольгу со слоем активного материала на ней погружали в электролитическую ванну, имеющую следующий состав, и подвергали электроосаждению при плотности тока 5 А/дм2 в течение 1180 секунд, для изготовления анода, показанного на фиг.2(c).
Состав электролитической ванны:
Полученный в результате анод имел пару токоснимающих поверхностных слоев, как показано на фиг.2(c). Толщина поверхностного слоя, находящегося в контакте с медной фольгой, была равна 1 мкм, а толщина поверхностного слоя, который не находится в контакте с медной фольгой, была равна 14 мкм.
6) Отслаивание несущей фольги
Несущую фольгу отделяли от анода по разделительному слою. Таким образом, был получен анод, имеющий структуру, показанную на фиг.1.
ПРИМЕР 2
Анод, имеющий структуру, показанную на фиг.1, изготавливали таким же образом, как и в примере 1, за исключением того, что использовали фракцию <20 мкм вместо фракции 20-53 мкм сплава-аккумулятора водорода. Электронная микрофотография участка среза, полученного в результате анода, показана на фиг.8. Электронная микрофотография токоснимающего поверхностного слоя анода, который был ранее обращен к медной фольге, показана на фиг.9. Хотя микрофотография фиг.8 четко не показывает токоснимающий поверхностный слой, который был ранее обращен к медной фольге, фиг.9 подтверждает формирование токоснимающего поверхностного слоя с микропустотами на той стороне, которая была ранее обращена к медной несущей фольге. Было подтверждено также, что на этой стороне слой активного материала покрыт поверхностным слоем и частицы активного материала не выступают на поверхность.
ПРИМЕР 3
Анод, имеющий структуру, показанную на фиг.1, изготавливали таким же образом, как и в примере 2, за исключением изменения времени электроосаждения с 1180 секунд на 413 секунд. Электронная микрофотография участка среза полученного анода показана на фиг.10. Хотя это и не показано на чертежах, наблюдение с помощью электронного микроскопа той поверхности, которая была ранее обращена к медной несущей фольге, подтвердило формирование токоснимающего поверхностного слоя с микропустотами на этой стороне. Было подтверждено также, что слой активного материала покрыт поверхностным слоем и частицы активного материала не выступают на поверхность.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 1
Такую же самую суспензию, как и использованную в примере 1, наносили на одну сторону перфорированного металлического листа из нержавеющей стали толщиной 100 мкми сушили. Слой покрытия уплотняли посредством подпрессовывания валками при линейном давлении 0,5 т/см с получением анода, имеющего на одной своей стороне слой активного материала толщиной 150 мкм.
Оценка рабочих характеристик
Водные вторичные батареи производили следующим образом с использованием каждого из анодов, полученных в примерах 1-3 и в сравнительном примере 1. Полученные в результате батареи оценивали посредством измерения удельной емкости на единицу объема в том цикле, при котором достигалась максимальная разрядная емкость (далее упоминается как максимальная удельная емкость на единицу объема), сохранения емкости на 200-м цикле и характеристики выходной мощности в соответствии с описанными ниже методами. Результаты измерений показаны в таблице 1.
Сборка водной вторичной батареи
Спеченный гидроксид никеля в качестве противоэлектрода и полученный выше анод в качестве рабочего электрода помещали друг напротив друга с сепаратором между ними и собирали в водную вторичную батарею обычным образом, при использовании водного раствора KOH, имеющего относительную плотность 1,30, в качестве водного раствора электролита.
1) Максимальная удельная емкость на единицу объема
Получали разрядную емкость на единицу объема анода (А·ч/см3) в том цикле, при котором достигалась максимальная разрядная емкость. Хотя обычно удельная разрядная емкость на единицу объема выражается на объем активного материала или слоя активного материала, здесь принимается удельная разрядная емкость на единицу объема анода с тем, чтобы прояснить преимущества отказа от использования толстого токосъемника.
2) Сохранение емкости на 200-м цикле
Сохранение емкости (200-й цикл) (%) = разрядная емкость на 200-ом цикле/максимальная разрядная емкость × 100
3) Характеристика выходной мощности
Измеряли емкость на 21-м цикле. Затем электрод заряжали при 0,2C в течение 6 часов, с последующей разрядкой при 0,2C в течение 2,5 часов, а затем позволяли ему стоять в течение 30 минут, с последующей разрядкой при 2C. Напряжение при 10 секундах разрядки (2C) принимали в качестве показателя характеристики выходной мощности. Полученные результаты выражали как относительные, принимая напряжение после 10 секунд разрядки батареи с использованием анода согласно сравнительному примеру 1 в качестве стандарта (100). Чем больше напряжение, тем лучше характеристика выходной мощности. "2C" при разрядке обозначает разрядку при таком токе, что вся емкость отбирается за 30 минут.
Как видно из результатов в таблице 1, вторичные батареи с анодами согласно примерам 1-3 превосходят батареи с анодом согласно сравнительному примеру 1 по всем характеристикам из максимальной удельной емкости на единицу объема, сохранения емкости на 200-м цикле и выходной мощности.
ПРИМЕР 4
Электрод получали в соответствии со способом, показанным на фиг.3. Электролитическую медную фольгу толщиной 35 мкм подвергали кислотной очистке при комнатной температуре в течение 30 секунд, с последующей промывкой чистой водой при комнатной температуре в течение 30 секунд, с получением несущей фольги. Несущую фольгу погружали в поддерживаемый при 40°C раствор CBTA с концентрацией 3,5 г/л на 30 секунд для обработки с целью облегчения отделения. Несущую фольгу, вынутую из этого раствора, промывали чистой водой в течение 15 секунд.
2,5%-ный раствор поливинилиденфторида в N-метилпирролидоне наносили на шероховатую сторону несущей фольги (Ra = 0,5 мкм). Растворитель испаряли с формированием полимерной пленки. Несущую фольгу, покрытую этой полимерной пленкой, подвергали электроосаждению в электролитической ванне на основе H2SO4/CuSO4, содержащей 250 г/л CuSO4 и 70 г/л H2SO4, при плотности тока 5 А/дм2, с формированием нижнего поверхностного слоя из меди на полимерной пленке до толщины отложения 5 мкм. Несущую фольгу со сформированным на ней нижним поверхностным слоем промывали чистой водой в течение 30 секунд и сушили в атмосфере.
Суспензию, содержащую частицы активного материала, наносили на нижний поверхностный слой до толщины 18 мкм с формированием слоя активного материала. Частицы активного материала представляли собой частицы кремния, имеющие медианный диаметр D50 2 мкм. Суспензия содержала активный материал, ацетиленовую сажу и стирол-бутадиеновый каучук при отношении 93:2:5.
Несущую фольгу со сформированным на ней слоем активного материала подвергали электроосаждению никеля в ванне Уатта, содержащей 250 г/л NiSO4·6H2O, 45 г/л NiCl2·6H2O и 30 г/л H3BO3, при температуре ванны 50°C, pH ванны 5 и плотности тока 5 А/дм2. Это электроосаждение представляло собой проникающее электроосаждение, включающее в себя проникновение электролитической ванны в слой активного материала. Для электролиза использовали никелевый анод и источник питания постоянного тока. Проникающее электроосаждение прекращали, когда часть частиц активного материала по-прежнему выступала на подвергнутой электроосаждению поверхности. Несущую фольгу с полученным электроосаждением слоем активного материала промывали чистой водой в течение 30 секунд и сушили в атмосфере.
На слой активного материала наносили 2,5%-ный раствор поливинилиденфторида в N-метилпирролидоне. Растворитель испаряли с формированием полимерной пленки. Несущую фольгу, покрытую этой полимерной пленкой, подвергали электроосаждению в электролитической ванне для нанесения Cu, содержащей 200 г/л H3PO4 и 200 г/л Cu3(PO4)2·3H2O, при температуре ванны 40°C и при плотности тока 5 А/дм2, с формированием верхнего поверхностного слоя из меди на полимерной пленке до толщины отложения 2-3 мкм. Несущую фольгу со сформированным на ней верхним поверхностным слоем промывали чистой водой в течение 30 секунд и сушили в атмосфере.
Наконец, несущую фольгу отслаивали от нижнего поверхностного слоя, с получением анода для неводных вторичных батарей, имеющего слой активного материала, заключенный между парой поверхностных слоев. Электронная микрофотография участка среза полученного в результате анода показана на фиг.11. В результате изучения поверхностных слоев с помощью электронного микроскопа было обнаружено, что верхний и нижний поверхностные слои имели в среднем соответственно 50 и 30 мелких пор на 1 см2.
ПРИМЕР 5
Анод изготавливали таким же образом, как и в примере 4, за исключением того, что нижний и верхний поверхностные слои формировали следующим образом.
Формирование нижнего поверхностного слоя
Несущую фольгу, имеющую полимерную пленку, подвергали электроосаждению меди с формированием первого подслоя толщиной 8 мкм, имеющего мелкие поры, при таких же условиях электроосаждения меди, как и в примере 4. Кроме того, несущую фольгу дополнительно подвергали электроосаждению никеля с использованием ванны Уатта, с формированием второго подслоя толщиной 2 мкм, имеющего мелкие поры, тем самым формируя двухслойный нижний поверхностный слой. Ванна Уатта имела такой же состав, как и использованный в примере 4. Электроосаждение никеля осуществляли при температуре ванны 50°C и pH ванны 5 при плотности тока 5 А/дм2.
После формирования полимерной пленки на слое активного материала несущую фольгу подвергали электроосаждению никеля с формированием второго подслоя толщиной 2 мкм, имеющего мелкие поры, а затем - меди, с формированием первого подслоя толщиной 8 мкм, имеющего мелкие поры, тем самым формируя двухслойный верхний поверхностный слой. Состав электролитической ванны и условия электроосаждения, использованные для формирования первого и второго подслоев, были такими же самыми, как те, которые использовались при формировании двухслойного нижнего поверхностного слоя.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 2
Такую суспензию, как и использованную в примере 4, наносили на каждую сторону электролитической медной фольги толщиной 35 мкм с формированием слоя активного материала, имеющего толщину 15 мкм, с каждой стороны. Медную фольгу со слоями активного материала на ней подвергали электроосаждению меди, используя такую же электролитическую ванну при тех же самых условиях, как и в примере 4, для формирования слоя меди толщиной 0,05 мкмна каждом слое активного материала. Как обнаружено в результате наблюдения под сканирующим электронным микроскопом, медный слой не покрывает непрерывным образом слой активного материала, а распределяется в виде островков, и при этом не имеется отверстий, которые могли бы рассматриваться в качестве мелких пор в слое меди.
Оценка рабочих характеристик
Неводные вторичные батареи производили следующим образом при использовании каждого из анодов, полученных в примерах 4 и 5 и в сравнительном примере 2. Полученные в результате батареи оценивали посредством измерения максимальной разрядной емкости и сохранения емкости на 50-м цикле в соответствии со следующими методами. Результаты измерений показаны в таблице 2.
Сборка неводной вторичной батареи
Полученный анод в качестве рабочего электрода и LiCoO2 в качестве противоэлектрода помещали напротив друг друга, с сепаратором между ними, и собирали в неводную вторичную батарею обычным образом с использованием раствора LiPF6 в смеси этиленкарбоната и диметилкарбоната (1:1 по объему) в качестве раствора неводного электролита.
1) Максимальная разрядная емкость
Измеряли разрядную емкость на единицу массы активного материала (мА·ч/г) в том цикле, при котором достигалась максимальная разрядная емкость. Также измеряли разрядную емкость на единицу объема анода (мА·ч/см3) в том цикле, при котором достигалась максимальная разрядная емкость.
2) Сохранение емкости на 50-м цикле
Сохранение емкости (50-й цикл) (%) = разрядная емкость на 50-м цикле/максимальная разрядная емкость × 100
(мА·ч/г)
(мА·ч/см3)
Как ясно из результатов в таблице 2, батареи с анодами согласно примерам 4 и 5 превосходят батарею с анодом согласно сравнительному примеру 2 как по максимальной разрядной емкости, так и по сохранению емкости на 50-м цикле.
Промышленная применимость
В электроде по настоящему изобретению активный материал не выступает на поверхность электрода, а находится в глубине его. В результате эффективно предотвращается образование электрически изолированных частиц активного материала, что гарантирует достаточные возможности по съему тока и приводит к повышению выходной мощности. Предотвращается выпадение активного материала при многократных зарядках и разрядках, и при этом обеспечиваются токоснимающие свойства активного материала. Ухудшение при многократных зарядках и разрядках может подавляться, приводя к увеличению срока службы при циклировании зарядки/разрядки, и улучшается эффективность зарядки/разрядки. Активный материал, находясь в глубине, защищен от окисления или коррозии, что делает возможным использование частиц активного материала с уменьшенным размером. Активный материал с меньшим размером частиц имеет большую удельную площадь поверхности, которая вносит вклад в улучшение выходной мощности. Когда электрод по настоящему изобретению имеет пару поверхностных слоев для съема тока, электрод демонстрирует увеличенную прочность. В отличие от электродов типа с токосъемником, электрод по настоящему изобретению не имеет токосъемника, в результате чего он имеет увеличенную относительную долю активного материала. Таким образом, вторичная батарея, в которой используются электроды по настоящему изобретению, имеет повышенную плотность энергии на единицу объема и единицу массы по сравнению с батареями, в которых используются электроды типа с токосъемником. Отказ от использования токосъемника также приводит к повышенной гибкости электрода по сравнению с электродами вспененного типа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ДЛЯ НЕВОДНОЙ ВТОРИЧНОЙ БАТАРЕИ, СПОСОБ ИЗГОТОВЛЕНИЯ ОТРИЦАТЕЛЬНОГО ЭЛЕКТРОДА И НЕВОДНАЯ ВТОРИЧНАЯ БАТАРЕЯ | 2003 |
|
RU2304324C2 |
| ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ДЛЯ НЕВОДНОЙ ВТОРИЧНОЙ БАТАРЕИ, СПОСОБ ИЗГОТОВЛЕНИЯ ОТРИЦАТЕЛЬНОГО ЭЛЕКТРОДА И НЕВОДНАЯ ВТОРИЧНАЯ БАТАРЕЯ | 2003 |
|
RU2303318C2 |
| ТОКОСЪЕМНИК ДЛЯ ВТОРИЧНОЙ БАТАРЕИ И ВТОРИЧНАЯ БАТАРЕЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2010 |
|
RU2482573C1 |
| БАТАРЕИ БИОМЕДИЦИНСКОГО УСТРОЙСТВА С ЭЛЕКТРООСАЖДЕННЫМИ КАТОДАМИ | 2017 |
|
RU2682482C1 |
| ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ДЛЯ ЛИТИЙ-ИОННОЙ ВТОРИЧНОЙ БАТАРЕИ И БАТАРЕЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2010 |
|
RU2501126C2 |
| ЭЛЕКТРОД ДЛЯ ЛИТИЕВОЙ ВТОРИЧНОЙ БАТАРЕИ, ЛИТИЕВАЯ ВТОРИЧНАЯ БАТАРЕЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2397575C2 |
| УДЕРЖИВАТЕЛЬ ЭЛЕКТРОЛИТА ДЛЯ ЛИТИЕВОЙ АККУМУЛЯТОРНОЙ БАТАРЕИ И ЛИТИЕВАЯ АККУМУЛЯТОРНАЯ БАТАРЕЯ | 2012 |
|
RU2593596C2 |
| СПОСОБЫ ФОРМИРОВАНИЯ БИОСОВМЕСТИМЫХ ПЕРЕЗАРЯЖАЕМЫХ ЭЛЕМЕНТОВ ПИТАНИЯ ДЛЯ БИОМЕДИЦИНСКИХ УСТРОЙСТВ | 2015 |
|
RU2675797C2 |
| Биосовместимые перезаряжаемые элементы питания для биомедицинских устройств | 2015 |
|
RU2628772C2 |
| Способы образования биосовместимых элементов питания для биомедицинских устройств, содержащих многослойные материалы и помещенные сепараторы | 2015 |
|
RU2665702C2 |



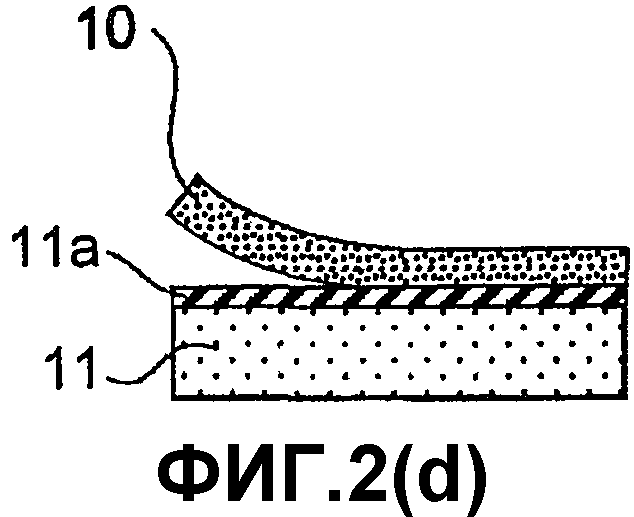




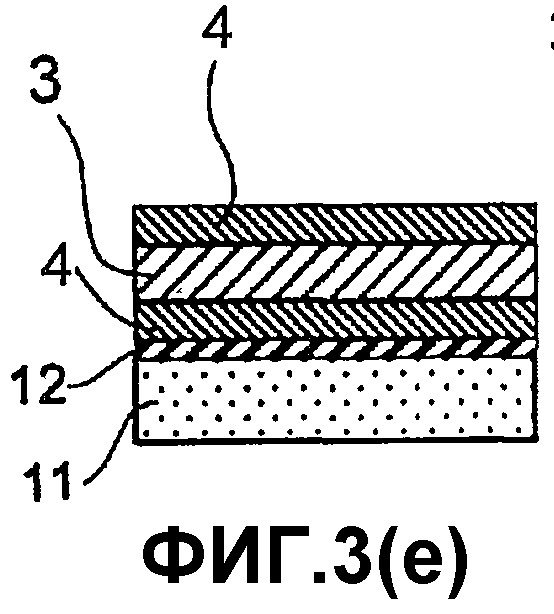


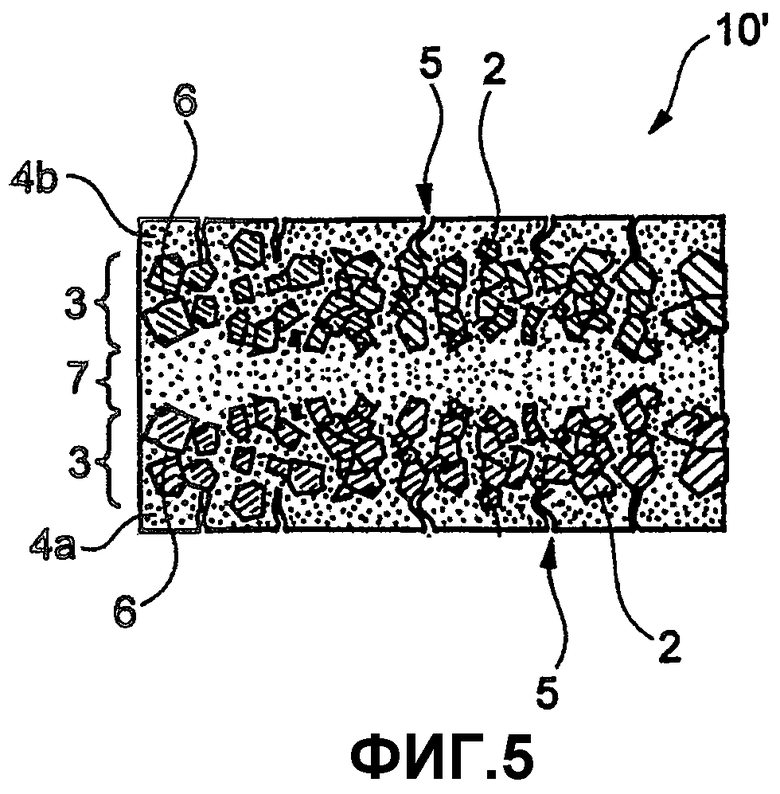

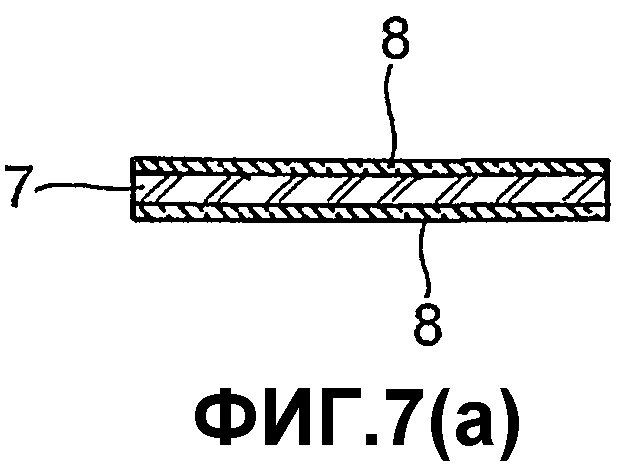

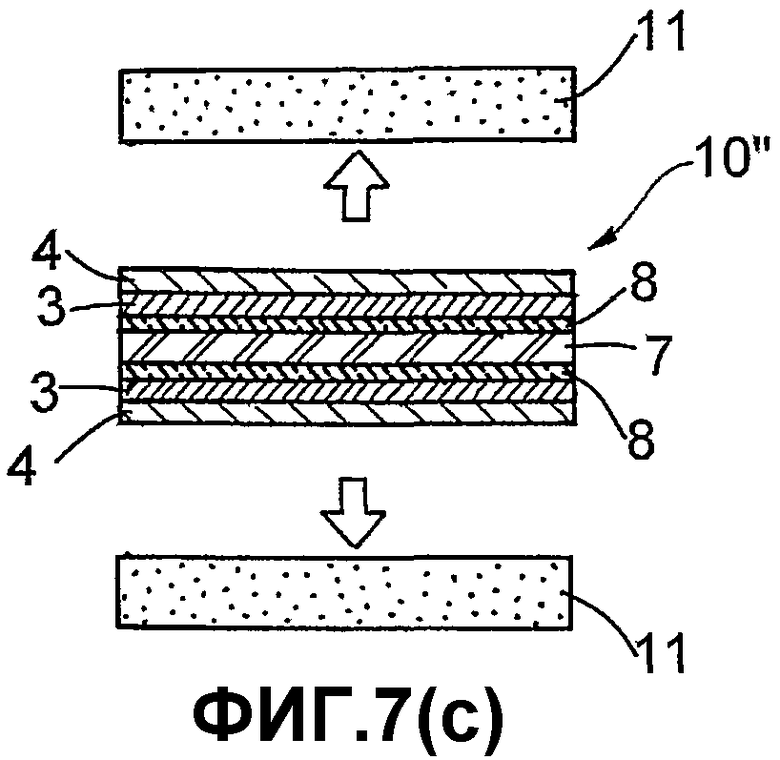



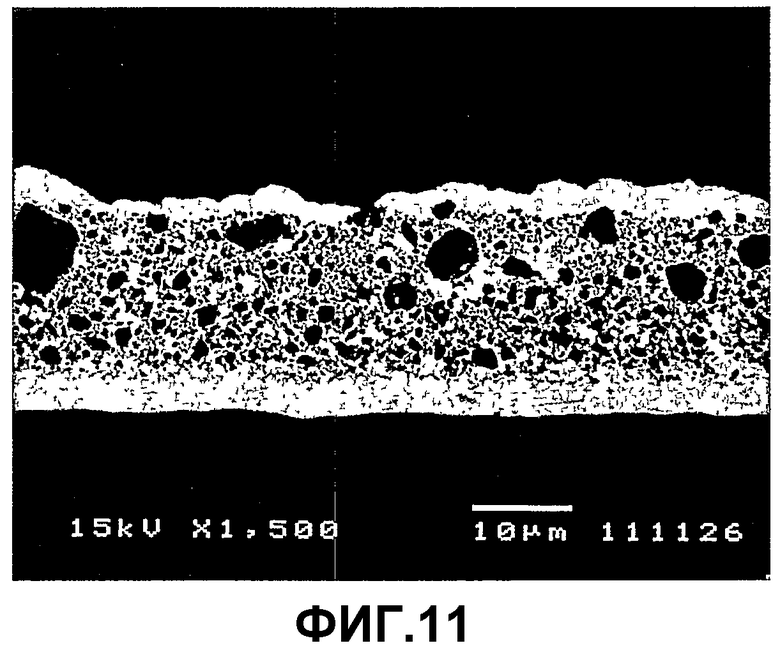
Изобретение относится к электроду, используемому в качестве анода или катода для вторичной батареи. Согласно изобретению электрод находится в контакте с электролитом, содержит пару из обладающих проводимостью передней и задней поверхностей и снабжен между этими своими поверхностями слоем активного материала, содержащим частицы активного материала. Кроме того, он имеет множество мелких пор, открывающихся на эти поверхности и сообщающихся со слоем активного материала. Токоснимающий поверхностный слой предпочтительно имеет толщину 0,3-20 мкм. Слой активного материала предпочтительно формируют посредством нанесения проводящей суспензии, содержащей частицы активного материала. Токоснимающий поверхностный слой предпочтительно формируют посредством электроосаждения. Техническим результатом изобретения является создание электрода, обладающего улучшенными циклическими характеристиками. 5 н. и 21 з.п. ф-лы, 21 ил., 2 табл.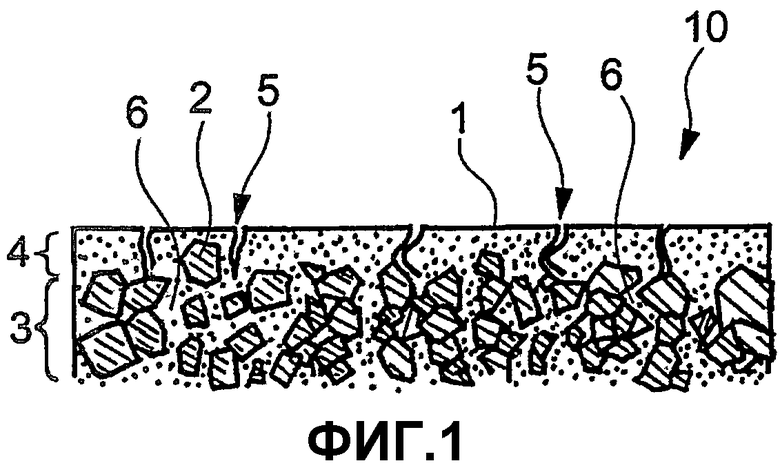
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Ламельный электрод для щелочного аккумулятора | 1976 |
|
SU1045314A2 |
| 0 |
|
SU205084A1 | |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

