Изобретение относится к дробильно-измельчительному оборудованию, в частности к конусным дробилкам, и может быть использовано в технологических процессах строительной и горно-обогатительной отраслях промышленности.
Современные дробильные агрегаты являются сложными и трудоемкими в эксплуатации машинами. Одна из самых важных проблем - это возможность отслеживать с высокой степенью точности все рабочие параметры машин, поддерживать эти параметры в заданных пределах, а также прогнозирование и предотвращение аварийных ситуаций. Выход из строя одной дробилки приводит, как правило, к сбою всей технологической цепочки горно-обогатительного комбината, элементом которой она является.
Конструкции дробилок давно известны и описаны в литературе. Например, книга «ВИБРАЦИОННЫЕ ДРОБИЛКИ», Вайсберг Л.А. и другие, издательство ВСЕГЕИ, Санкт-Петербург, 2004 г, содержит главу 9 «Исследование способов управления технологическими показателями конусных инерционных дробилок», стр.128-140.
В конусных дробилках два конуса: наружный неподвижный и внутренний подвижный. Процесс дробления исходного материала происходит в камере дробления между конусами и сопровождается быстрым износом рабочих поверхностей обоих конусов. Следовательно, постоянный контроль за компенсацией износа конусов путем регулирования расстояния между конусами - разгрузочной щели, позволит стабилизировать оптимальные технологические параметры, получить на выходе готовый продукт заданной гранулометрии и повысить производительность работы агрегата.
Автор не первый год работает над этой проблемой. В частности, в 1993 году им, в содружестве с другими авторами, была изобретена и запатентована «Конусная инерционная дробилка», обладающая повышенной надежностью за счет возможности плавной регулировки амплитуды качания внутреннего дробящего конуса. Патент RU 2058818, приоритет 13.04.1993, МПК (6) В02С 2/02.
Известны разработки других авторов в этом направлении.
Например, известен патент RU 2078612, МПК 6 В02С 2/04, дата конвенционного приоритета 24.03.1993 г., номер международной заявки РСТ FR 94/00309 «ВИБРАЦИОННАЯ КОНУСНАЯ ДРОБИЛКА И СПОСОБ РЕГУЛИРОВАНИЯ ЕЕ РАБОТЫ».
Согласно этому изобретению, конус дробилки установлен на своей опоре таким образом, чтобы он мог свободно поворачиваться вокруг своей оси, и оборудован средствами измерения скорости своего вращения вокруг оси, связанной функционально с системой регулирования параметров частоты и амплитуды средствами приведения в вибрацию чаши, с системой регулирования положения по высоте конуса относительно чаши. Зная скорость вращения конуса, можно определить для заданного регулирования дробилки (ширина кольцевой щели в плоскости выпуска дробленого материала) толщину слоя материала в плоскости выпуска дробления материалов и, если необходимо, изменять путем регулирования частоты и/или амплитуды средств, обеспечивающих вибрацию чаши, и/или положения по высоте конуса, чтобы получить дробленый продукт, имеющий желаемую гранулометрию; эти средства позволяют автоматизировать работу дробилки. С другой стороны, для заданных регулировок частоты и амплитуды средств, вызывающих вибрации чаши, и ширины выпускной щели эволюция скорости вращения конуса позволяет обнаружить износ рабочих поверхностей конуса и чаши.
Способ регулирования работы этой дробилки состоит в том, чтобы измерить скорость вращения конуса вокруг его оси, чтобы определить минимальную толщину материала на плоскости (уровне) выпуска дробленых материалов, исходя из измеренного значения скорости вращения конуса и ширины кольцевой щели, существующей в этой плоскости между конусом и чашей, когда дробилка находится в состоянии покоя, и чтобы регулировать параметры средств, вызывающих вибрации чаши и/или положения по высоте конуса относительно чаши, чтобы поддерживать минимальную толщину слоя материала, равную заданной величине.
Известен «СПОСОБ ПРЕДОХРАНЕНИЯ КОНУСНОЙ ИНЕРЦИОННОЙ ДРОБИЛКИ ОТ ВЫХОДА НА АВАРИЙНЫЙ РЕЖИМ», а.с. СССР №915320, приоритет 14.12.1979 г., МПК 3 В02С 2/00, 25/00. Способ включает контролирование величины номинального тока, потребляемого электродвигателем привода дробилки, с последующей остановкой дробилки при превышении номинального тока в цепи электродвигателя, и отличается тем, что дробилку останавливают при увеличении подвижным конусом номинальной амплитуды более, чем на 30% при не менее, чем трехкратном ее совпадении в течение 10-15 с с повышением величины номинального тока. Совпадение указанных параметров с помощью компаратора передается на командный блок, который дает сигнал на отключение дробилки.
Наиболее близким с технической точки зрения является способ, по которому работает «УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ РАЗГРУЗОЧНОЙ ЩЕЛИ ИНЕРЦИОННОЙ ДРОБИЛКИ», а.с. СССР №458335, приоритет 14.09.1973 г., МПК В02С 25/00, 2/00. Устройство содержит привод с шаровым шпинделем, нижняя головка которого установлена в подшипнике; гидроцилиндры для регулирования разгрузочной щели; измеритель величины разгрузочной щели. Устройство отличается тем, что измеритель выполнен в виде индуктивных датчиков, расположенных через 90° вокруг шарового шпинделя в кольцевой кассете, закрепленной в расточке подшипника. При вращении шарового шпинделя, дебаланс создает центробежную силу, отклоняющую ось внутреннего подвижного конуса от вертикали дробилки. Величина углового отклонения шпинделя от его оси зависит от размера разгрузочной щели между конусами. Амплитуда перемещения шпинделя в плоскости индуктивных датчиков регистрируется контрольно-измерительной аппаратурой, регулирующей работу гидроцилиндров, которые обеспечивают подъем или опускание наружного конуса, регулируя таким образом размер разгрузочной щели.
У всех приведенных выше способов похожие недостатки, к которым можно отнести следующее.
Невысокая точность измерений и невысокая скорость измерений.
Необходимость останавливать работу дробильного агрегата для проведения некоторых замеров и регулировок - изменений технологических параметров.
В качестве основного объекта измерений выступает размер разгрузочной щели между внешним и внутренним конусами, который является не прямым, а косвенным фактором влияния на технологические параметры агрегата.
Влияние «человеческого фактора» при проведении ручных замеров, как следствие, возрастание вероятности ошибок.
Готовый продукт имеет неоднородную крупность.
Цель настоящего изобретения - создание такого способа управления работой дробильного агрегата, при котором можно было бы:
- В непрерывном рабочем режиме, так часто, как это необходимо, и так быстро, как только возможно, измерять и изменять главные технологические параметры работы машины, непосредственно влияющие на качество и производительность.
- Предотвращать с высокой степенью вероятности сбои в работе и аварийные ситуации.
- Иметь максимально полный контроль за состоянием дробилки в любой момент времени, что дает возможность эффективно использовать и увеличить срок службы рабочих поверхностей.
- Ввести полностью автоматизированное компьютерное управление, исключив тем самым «человеческий фактор» из процесса замеров и регулировок.
Кроме того, важно иметь возможность накапливать и систематизировать статистические данные об изменениях технологических параметров при работе с различными исходными материалами, или при различных внешних условиях, с целью введения математического прогнозирования своевременной замены рабочих узлов машины.
При этом все указанные задачи должны быть решены при помощи простых и надежных устройств, так как дробилки, как правило, работают в сложных полевых условиях добывающих карьеров, на горно-обогатительных комбинатах, в условиях Крайнего Севера и т.д.
Решение задачи.
Одним из основных технологических параметров дробильного агрегата является амплитуда круговых колебаний внутреннего конуса. Для целей данного описания будем считать, что амплитуда колебаний внутреннего конуса - это наибольший угол отклонения конуса от вертикальной оси дробилки. Изменение амплитуды есть следствие изменения размера разгрузочной щели. На амплитуду в свою очередь влияют размер и прочность исходного материала, частота вращения дебаланса, степень неуравновешенности дебаланса.
Следовательно, возможность регулировать амплитуду круговых колебаний внутреннего конуса как в рабочем режиме, так и на холостом ходу, позволяет управлять работой машины в целом.
Указанная цель достигается следующим образом.
Способ управления технологическими параметрами конусной дробилки включает:
оснащение дробилки датчиками;
оценку размера разгрузочной щели между наружным и внутренним конусами;
регулировку размера разгрузочной щели при помощи гидроцилиндров;
изменяющих положение наружного конуса по отношению к внутреннему конусу посредством регулировочного кольца.
Способ отличается тем, что:
в качестве датчиков используются датчики, измеряющие расстояние;
работа всех датчиков, установленных на дробилке, управляется через программный алгоритм центрального компьютера;
к дебалансному вибратору конусной дробилки жестко крепится измерительный диск R таким образом, что плоскость диска R всегда перпендикулярна оси вращения дебалансного вибратора;
по меньшей мере, три измерительных датчика расстояния устанавливаются на корпусе, в картере дробилки таким образом, чтобы диск R в любой момент времени находился в рабочей зоне действия датчиков расстояния;
измеряется расстояние от каждого из датчиков расстояния до диска R, рассчитывается положение плоскости диска R в пространстве, причем угол отклонения плоскости диска R от горизонтали & определяет угол отклонения оси внутреннего конуса &' от вертикали, по которому определяется амплитуда круговых колебаний внутреннего конуса;
по амплитуде круговых колебаний внутреннего конуса определяется размер разгрузочной щели;
полученный размер разгрузочной щели сравнивается с заданным параметром щели в центральном компьютере;
если по результатам сравнений требуется корректировка параметров, центральным компьютером выдается управляющая команда на гидроцилиндры об изменении положения регулировочного кольца;
по мере достижения разгрузочной щелью заданного параметра, центральным компьютером выдается управляющая команда на гидроцилиндры об остановке изменений положения регулировочного кольца;
контроль за изменением положения регулировочного кольца осуществляется при помощи, по меньшей мере, одного контрольного датчика расстояния, который устанавливается на фланце верхней части корпуса, в проеме между фланцем регулировочного кольца внешнего конуса;
измеряется расстояние S между фланцем корпуса и фланцем регулировочного кольца, информация поступает в центральный компьютер и сравнивается с предыдущими замерами;
одновременно центральным компьютером осуществляется контроль износа рабочих поверхностей конусов таким образом, что минимальный износ соответствует максимальному значению S, а максимальный износ - минимальному значению S, при достижении S установленного критического значения выдается команда на остановку работы и замену конусов;
одновременно центральным компьютером осуществляется контроль за самопроизвольным поворотом регулировочного кольца, которое показывает несанкционированное изменение расстояния S вследствие ослабления натяжения резьбы.
Все упомянутые замеры происходят непрерывно циклично, в рабочем режиме, на холостом ходу, в состоянии покоя.
Дополнительные отличия способа.
Способ реализуется наиболее эффективно, если измерительный диск R крепится к торцу корпуса подшипника скольжения дебалансного вибратора конусной дробилки таким образом, что плоскость диска R параллельна плоскости основания внутреннего конуса.
Эффективнее всего в качестве датчиков расстояния использовать ультразвуковые и/или лазерные датчики.
Отличительные признаки заявленного способа позволяют:
- получить высокую точность замеров, которая ограничена только качеством работы датчиков расстояния;
- проводить динамический контроль за размером амплитуды колебаний внутреннего конуса, по этому параметру определять размер разгрузочной щели, при помощи сравнения полученного параметра с заложенным в центральном компьютере оптимальным значением вносить корректировку;
- скорость корректировки ограничена только быстротой работы гидроцилиндров;
- высокое качество реализации способа обеспечивает компьютерный анализ данных.
Краткое описание чертежей
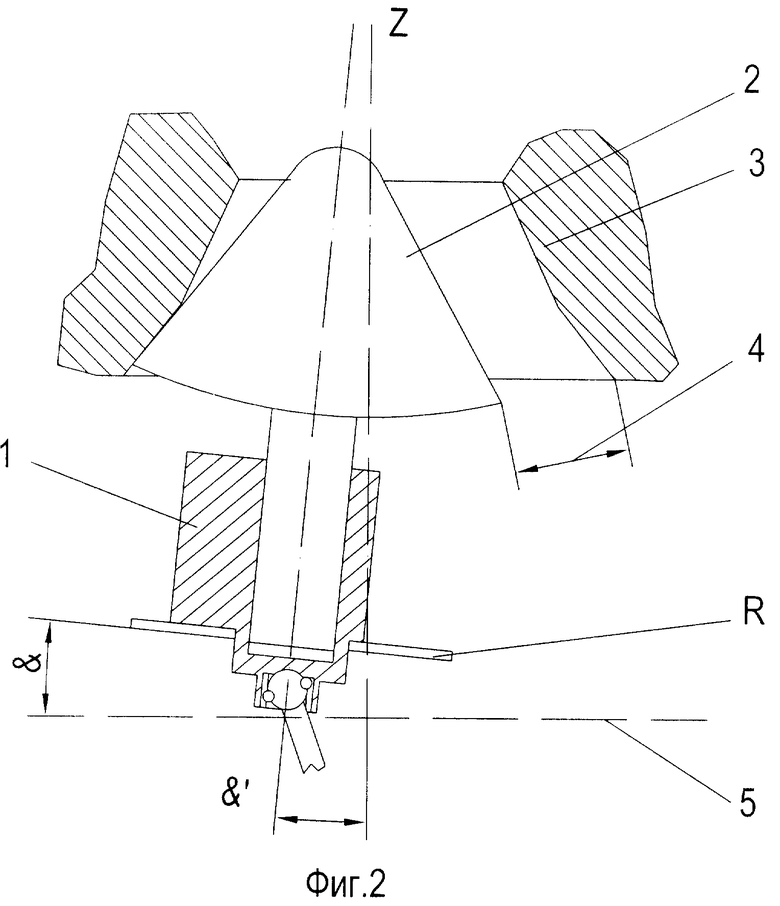
На Фиг.1 представлена конусная инерционная дробилка классической конструкции, модернизированная для осуществления заявленного способа.
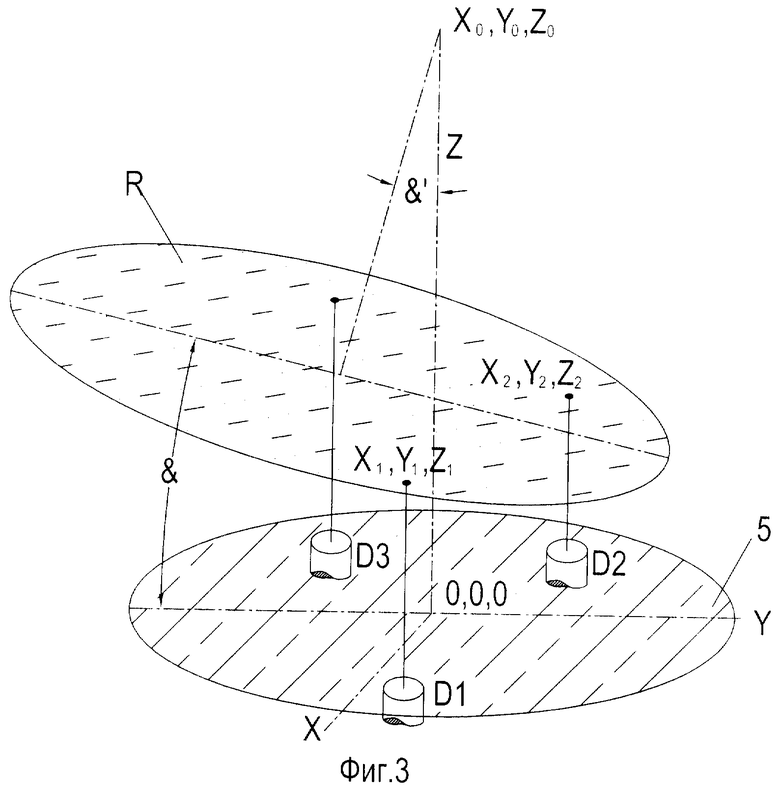
На Фиг.2 представлена схема взаимосвязи угла & отклонения плоскости R от горизонтали и угла &' отклонения внутреннего конуса от вертикали.
Фиг.3 поясняет математический принцип расчета параметров.
На практике способ может быть осуществлен на базе классической конструкции конусной дробилки.
В частности, способ был реализован на примере конусной инерционной дробилки типа КИД, конструкция которой представлена на Фиг.1.
В качестве датчиков расстояния могут быть использованы любые известные из уровня техники, например, ультразвуковые импульсные датчики с дальностью действия от 30 до 300 мм и возможностью синхронизации и программирования их совместной работы. Например, модель UC300-30GM-IUR2-V15 производства «PEPPERL + FUSHC» (DE). Упомянутые датчики излучают ультразвуковые импульсы в циклическом режиме. Эти импульсы отражаются от поверхности объекта, находящегося в «рабочей зоне действия», по времени возвращения импульсов обратно в датчик определяется расстояние до контролируемого объекта. Рассмотрим пример с использованием трех измерительных датчиков, поскольку этот вариант представляется автору изобретения самым оптимальным, т.к. именно по трем точкам определяется положение плоскости в пространстве.
Диск R по своему назначению является «измерительной плоскостью», жестко закрепляется перпендикулярно оси вращения на торце корпуса подшипника скольжения дебалансного вибратора 1 и таким образом повторяет все движения вибратора, а следовательно, и связанного с ним внутреннего конуса 2.
В данном примере измерительные датчики D 1, 2 и 3 устанавливаются ниже уровня измерительного диска R, например, внизу корпуса 6 в картере дробилки, так, чтобы диск R в любой момент времени, в том числе при максимальном отклонении дебаланса от оси X, находился в рабочей зоне излучения датчиков D (Фиг.2).
Ультразвуковой импульс (УЗИ), посланный из рабочего торца любого датчика, должен быть направлен вверх вдоль вертикальной оси дробилки Z.
Контрольный датчик D 4 устанавливается в любой точке окружности на фланце 8 верхней части корпуса, в проеме между фланцем корпуса 6 и фланцем регулировочного кольца 7 внешнего конуса 3.
Работа всех датчиков синхронизирована и управляется с центрального компьютера.
Один цикл измерений.
Датчики D 1, 2 и 3 одновременно излучают УЗИ, которые отражаются от диска R. По времени возвращения определяется расстояние до трех различных точек на диске R, информация передается в центральный компьютер, который по этим точкам рассчитывает положение плоскости диска R в пространстве по отношению к горизонтальной плоскости. Угол отклонения плоскости диска R от горизонтали & равен углу отклонения оси внутреннего конуса &' от вертикали, как углы, образованные ортогональными прямыми, при этом &' принимается равным амплитуде колебания внутреннего конуса 2, эта зависимость представлена на Фиг.2.
Рассмотрим конкретный пример расчета положения плоскости R, при условии, что все датчики D 1, 2 и 3 лежат в одной горизонтальной плоскости, поясняющие чертежи представлены на Фиг.3.
Начало координат (0, 0, 0) лежит в плоскости расположения датчиков D в точке ее пересечения с осью вращения Z дебалансного вибратора 1 (вертикальной осью симметрии дробилки).
Для того чтобы точность определения угла была выше, радиус размещения датчиков, т.е. расстояние от вертикальной оси симметрии дробилки Z до места расположения датчика должен быть максимально допустимым.
Положение каждого датчика характеризуется парой чисел (Xi, Yi), а результат измерений числом Zi, т.к. датчики ориентированы вертикально. Ищем уравнение плоскости вида

по 3-м точкам - результатам измерений и координатам положений датчиков.




По определенным коэффициентам ищем угол наклона плоскости с горизонталью:

Найденный угол определяет амплитуду колебаний внутреннего конуса 2.
Размер разгрузочной щели 4 рассчитывается центральным компьютером по найденной величине амплитуды колебания внутреннего конуса 2.
Полученный размер разгрузочной щели 4 сравнивается с заданным параметром в центральном компьютере, по результатам сравнений выдается управляющая команда:
- на продолжение работы, если размеры щели 4 в пределах нормы,
- или на корректировку параметров, если размеры щели 4 вышли за пределы нормы.
Основная причина изменений размера щели - износ рабочих поверхностей конусов.
Корректировка параметров.
Контрольный датчик D 4 непрерывно излучает УЗИ вертикально в направлении фланца регулировочного кольца 7 и измеряет расстояние S между фланцем корпуса 8 и фланцем регулировочного кольца 7.
Центральный компьютер, приняв решение о корректировке параметров, дает управляющую команду на гидроцилиндры 10, давление в них одновременно падает, натяжение штоков 11 ослабляется, резьба 12 отпускается, регулировочное кольцо 9 проворачивается в резьбе 12 под действием центробежной силы, приложенной к наружному конусу 3. Конус 3 опускается, расстояние S и размер разгрузочной щели 4 уменьшаются. Соответственно, амплитуда колебаний внутреннего конуса 2 изменяется.
По результатам следующего цикла замеров изменившейся амплитуды колебаний внутреннего конуса 2 и при условии, что параметры амплитуды вошли в норму, центральный компьютер дает управляющую команду на приостановление корректировки.
В этом случае, команда поступает на гидроцилиндры 10, давление в них повышается, натяжение штока 11 увеличивается, резьба 12 затягивается, поворот регулировочного кольца 9 останавливается. Новое расстояние S фиксируется датчиком D 4 и запоминается, т.е. устанавливается как новый параметр, соответствующий оптимальному размеру разгрузочной щели.
Работа контрольного датчика D 4 служит дополнительной защитой от нестандартной ситуации, когда регулировочное кольцо 9 самопроизвольно проворачивается вследствие ослабления натяжения резьбы 12. Эта ситуация может быть вызвана, например, несанкционированным падением давления в гидроцилиндрах 10, повышенным уровнем вибрации или иными рабочими причинами.
Одним из основных достоинств данного способа является непрерывность измерений. Измерения проводятся циклически, частота и точность замеров определяются быстродействием УЗ датчиков D. На практике установлено, что целесообразно установить частоту излучений УЗ импульсов, близкой к частоте вращения дебалансного вибратора 1 дробилки.
Первый цикл измерений происходит еще до начала работы дробилки для определения положения внутреннего конуса в состоянии покоя.
Следующий цикл измерений - сразу после запуска дробилки на холостом ходу, это дает возможность дополнительного предохранения от аварийной ситуации. Далее замеры происходят непрерывно во время работы агрегата. Последний цикл измерений происходит после полной остановки машины.
Отличительные признаки способа позволяют не только решить поставленные выше задачи, но и получить дополнительные положительные эффекты:
- производить более тонкую и точную корректировку параметров.
- осуществлять безопасную работу на максимально допустимом размере разгрузочной щели.
- накапливать статистику износа рабочих поверхностей конусов в зависимости от исходного материала и других причин.
- на основании упомянутой статистики и с помощью специального программного обеспечения центрального компьютера делать прогнозы о сроке эксплуатации и необходимости замены рабочих узлов машины.
Наличие автоматизированного компьютерного управления позволяет оператору управлять дробилкой как непосредственно с места ее работы, так и осуществлять дистанционное управление из любой удобной точки.
Реализация способа позволяет повысить эффективность работы дробильного агрегата, по меньшей мере, на 30%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Конусная дробилка с пневмоамортизатором | 2018 |
|
RU2712878C2 |
| СПОСОБ ДРОБЛЕНИЯ В КОНУСНОЙ ЭКСЦЕНТРИКОВОЙ ДРОБИЛКЕ | 2004 |
|
RU2283697C2 |
| КОНУСНАЯ ЭКСЦЕНТРИКОВАЯ ДРОБИЛКА | 2004 |
|
RU2284858C2 |
| КОНУСНАЯ ИНЕРЦИОННАЯ ДРОБИЛКА С УСОВЕРШЕНСТВОВАННЫМ ПРОТИВОДЕБАЛАНСОМ | 2015 |
|
RU2576449C1 |
| КОНУСНАЯ ДРОБИЛКА С УСОВЕРШЕНСТВОВАННОЙ ФИКСАЦИЕЙ НАРУЖНОЙ ДРОБЯЩЕЙ БРОНИ | 2015 |
|
RU2601048C1 |
| КОНУСНАЯ ДРОБИЛКА С УСОВЕРШЕНСТВОВАННЫМ КРЕПЛЕНИЕМ ДРОБЯЩЕЙ БРОНИ | 2015 |
|
RU2601050C1 |
| СПОСОБ ДРОБЛЕНИЯ МАТЕРИАЛА В КОНУСНОЙ ИНЕРЦИОННОЙ ДРОБИЛКЕ | 1999 |
|
RU2174444C2 |
| Конусная дробилка с модернизированным уплотнением | 2016 |
|
RU2628276C1 |
| КОНУСНАЯ ИНЕРЦИОННАЯ ДРОБИЛКА С МОДЕРНИЗИРОВАННЫМ ПРИВОДОМ | 2015 |
|
RU2587704C1 |
| КОНУСНАЯ ИНЕРЦИОННАЯ ДРОБИЛКА С УСОВЕРШЕНСТВОВАННЫМ УПЛОТНЕНИЕМ | 2015 |
|
RU2591119C1 |
Изобретение относится к конусным дробилкам и может быть использовано в строительной и горно-обогатительной отраслях промышленности. Способ включает оснащение дробилки датчиками расстояния, работа которых управляется через компьютер, и измерительным диском R, который жестко крепят к дебалансному вибратору дробилки таким образом, что плоскость диска R всегда перпендикулярна оси вращения дебалансного вибратора. Датчики измеряют расстояние до диска R, рассчитывается положение плоскости диска R в пространстве, по которому определяется амплитуда круговых колебаний внутреннего конуса. По амплитуде, в свою очередь, рассчитывается размер разгрузочной щели и сравнивается с заданным параметром щели в компьютере. Если по результатам сравнений требуется корректировка параметров, то компьютером выдается управляющая команда на гидроцилиндры об изменении положения регулировочного кольца. Контроль положения регулировочного кольца осуществляется при помощи контрольного датчика расстояния, который устанавливают на фланце верхней части корпуса. Изобретение повышает качество дробления материала и увеличивает срок эксплуатации дробилки. 2 з.п. ф-лы, 3 ил.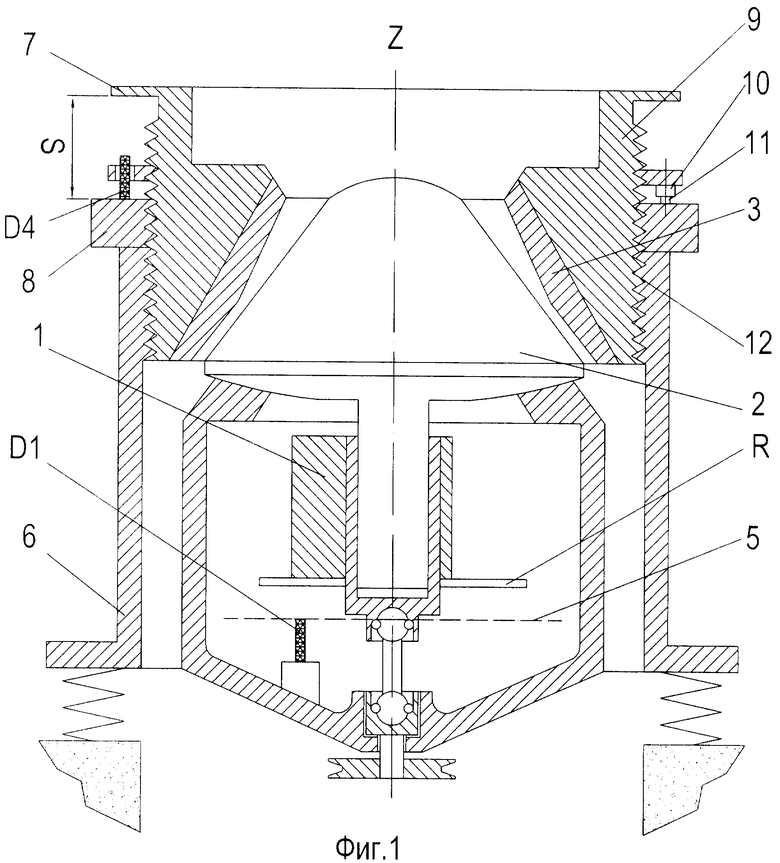
| Устройство для контроля и регулированияРАзгРузОчНОй щЕли КОНуСНОйиНЕРциОННОй дРОбилКи | 1977 |
|
SU808152A1 |
| Устройство для регулирования разгрузочной щели инерционной дробилки | 1973 |
|
SU458335A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ РАБОЧЕЙ ЩЕЛИ КОНУСНОЙ ДРОБИЛКИ | 0 |
|
SU196536A1 |
| КОНУСНАЯ ИНЕРЦИОННАЯ ДРОБИЛКА | 2002 |
|
RU2211089C1 |
| GB 1185447 А, 25.03.1970. | |||

