Изобретение относится к области литейного производства и металлургии, а именно к способам получения высокопрочного чугуна с графитом вермикулярной и шаровидной формы, и может быть использовано при массовом производстве отливок.
Существующий способ получения чугунов с шаровидным и вермикулярным графитом на базе исходного чугуна с высоким содержанием серы с использованием лигатур на базе редкоземельных металлов и кремния заключается в введении лигатуры в раздаточный ковш с обязательным вторичным модифицированием для устранения отбела 75% ферросилицием в количестве 0,5-0,8% от массы жидкого металла.
Недостатком этого процесса является перенасыщение феррита матрицы кремнием и получение в структуре части графита звездообразной формы, что не позволяет получить чугун с высокими механическими свойствами (см. книгу "Высококачественные чугуны для отливок" под редакцией Н.Н. Александрова. - М.: Машиностроение, 1982, с. 193)
Задачей, решаемой настоящим изобретением, является управление процессом структурообразования высокопрочного чугуна в процессе плавки и разливки.
Техническим результатом, достигаемым в результате использования изобретения, является стабильность и равномерность структуры и прочностных свойств чугуна в отливках массой от 0,5 до 30 кг при толщине стенки от 5 до 40 мм и уменьшение количества брака за счет возможности коррекции ошибок, допущенных при введении лигатуры в раздаточный ковш большой емкости. Разброс по содержанию химических элементов лигатуры в раздаточном ковше неизбежен, так как он зависит от многих факторов, например, температуры заливаемого металла, уровня заливки металла, который является чисто субъективным фактором, и т.д.
Указанный технический результат достигается тем, что в способе получения высокопрочного чугуна из исходного чугуна с содержанием серы свыше 0,4%, включающем расплавление шихты в плавильном агрегате, доводку температуры расплава до 1420-1450oC, обработку его лигатурой, содержащей 30-33% редкоземельных металлов, 43-44% кремния и 8-9% алюминия, в количестве 1,4-1,8% от массы расплава, вторичное модифицирование в разливочном ковше проводят той же лигатурой, что и предварительное, в количестве 0,1-0,5% от массы металла при температуре расплава от 1400 до 1300oC.
Кроме того, первоначальную обработку расплава лигатурой ведут в раздаточном ковше.
Кроме того, в качестве плавильного агрегата используют индукционную или дуговую печь.
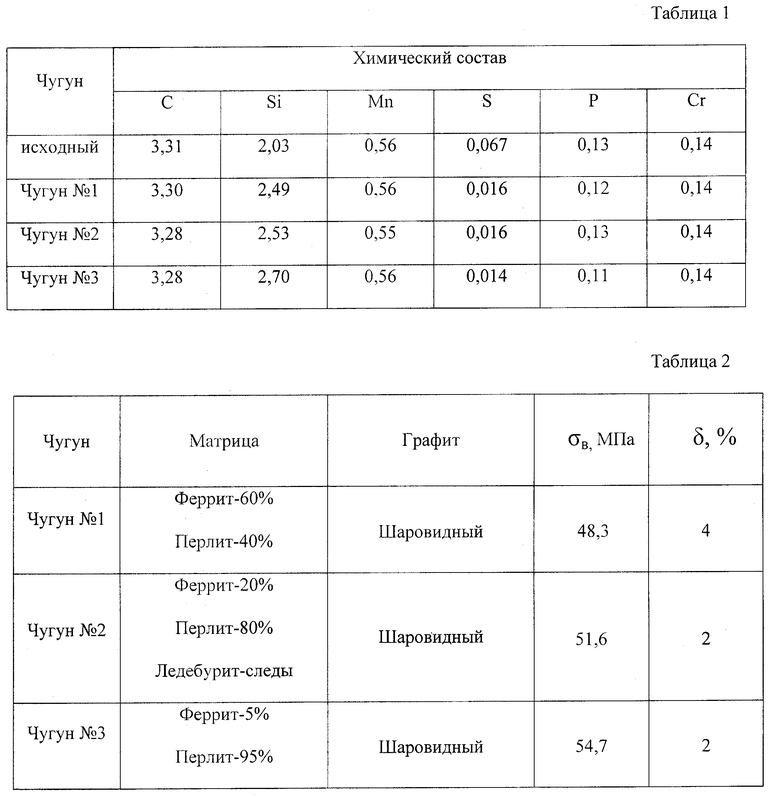
Способ реализуется следующим образом. Чугун плавили в шеститонной индукционной печи и перегрели до температуры 1440oC. Химический состав исходного чугуна приведен в табл. 1. На дно разогретого раздаточного ковша засыпали лигатуру, содержащую 30-33% редкоземельных металлов, 43-44% кремния, 8-9% алюминия, остальное - железо, в количестве 1,7% от емкости ковша, накрывали лигатуру стальной вырубкой и заливали расплавом из печи. Жидкий металл выдерживали в течение 5 мин до прекращения обильного шлаковыделения. Периодически шлак снимали. Отливали детали типа серьга весом 700 г с толщиной стенки до 40 мм и стандартные разрывные образцы диаметром 20 мм. Заливку производили в земляные формы. Вторичное модифицирование проводили в разливочном ковше емкостью 30 кг, добавляя лигатуру в следующих количествах от емкости ковша: ковш N 1 - 0,10%; ковш N 2 - 0,25%; ковш N 3 - 0,50%
Металлографические исследования и химический анализ проводили на деталях, механические испытания на образцах. Химический состав приведен в табл. 1, структура и механические свойства в табл. 2.
Как видно из результатов эксперимента, применение двойного модифицирования РЗМ лигатурой одинакового состава позволяет управлять процессом структурообразования высокопрочного чугуна в процессе плавки и разливки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ И ВЕРМИКУЛЯРНЫМ ГРАФИТОМ | 2000 |
|
RU2156810C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА | 2006 |
|
RU2341562C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА | 2001 |
|
RU2188240C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2023 |
|
RU2814095C1 |
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ГРАФИТНЫХ ВКЛЮЧЕНИЙ В ВЫСОКОПРОЧНОМ ЧУГУНЕ | 2008 |
|
RU2402617C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА | 2015 |
|
RU2586730C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕРОГО ЧУГУНА | 1998 |
|
RU2139941C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ ЧУГУНОВ С ШАРОВИДНЫМ ИЛИ ВЕРМИКУЛЯРНЫМ ГРАФИТОМ НА ОСНОВЕ НАНОСТРУКТУРИРОВАННОГО НАУГЛЕРОЖИВАТЕЛЯ | 2011 |
|
RU2495133C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЕРОГО ЧУГУНА | 2000 |
|
RU2177041C1 |
| СПЛАВ НА ОСНОВЕ СИСТЕМЫ ЖЕЛЕЗО-УГЛЕРОД ДЛЯ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКИХ ЛИТЫХ ИЗДЕЛИЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1997 |
|
RU2109837C1 |
Изобретение относится к области литейного производства, в частности к способам получения высокопрочного чугуна из исходного чугуна с содержанием серы свыше 0,4%, и может быть использовано при массовом производстве отливок. Способ включает расплавление шихты в плавильном агрегате, доведение температуры расплава до 1420 - 1450oC, первоначальную обработку его лигатурой, содержащей 30 - 33% редкоземельных металлов, 43 - 44% кремния, 8 - 9% алюминия, в количестве 1,4 - 1,8% от массы расплава, выдержку металла. И вторичное модифицирование той же лигатурой в разливочном ковше в количестве 0,1 - 0,5% от массы металла при температуре расплава 1400 - 1300oC. способ позволяет управлять структурообразованием матрицы и механическими характеристиками чугуна в литом состоянии. 2 з.п.ф-лы, 2 табл.
| Высокопрочные чугуны для отливок /Под ред | |||
| д.т.н | |||
| Н.Н.Александрова | |||
| - М.: Машиностроение, 1982, с | |||
| Приспособление для градации давления в воздухопроводе воздушных тормозов | 1921 |
|
SU193A1 |
| Комплексной модификатор | 1973 |
|
SU465427A1 |
| Способ получения высокопрочного чугуна | 1988 |
|
SU1638173A1 |
| Способ получения высокопрочного чугуна с шаровидным графитом | 1987 |
|
SU1475929A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА | 1992 |
|
RU2016079C1 |
| GB 1037518, 28.03.1963 | |||
| GB 1126013, 10.05.1967 | |||
| СПОСОБ ПРЕОБРАЗОВАНИЯ ЗВУКОВЫХ СИГНАЛОВ В ИЗОБРАЖЕНИЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2015562C1 |
| Устройство для стабилизации спокойной работы нижнего вала цепного подъемника для выемки извести из творильных ям | 1948 |
|
SU80590A1 |
| Машина для пришивки круглых накладок на металлические петли шинели | 1950 |
|
SU90654A1 |
| US 3726670, 10.04.1973 | |||
| US 3870512, 11.03.1975. | |||
