ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ, И ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к инструментам для резания материалов. Более точно, настоящее изобретение относится к державкам и вставным режущим пластинам. Державка режущего инструмента и вставные режущие пластины (далее - режущие пластины) согласно настоящему изобретению содержат препятствующий повороту упор, предназначенный для предотвращения поворота режущей пластины, пока она зафиксирована в гнезде под режущую пластину, выполненном в державке.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Предшествующие твердосплавные режущие инструменты, как правило, представляли собой твердосплавные заготовки, припаянные твердым припоем к стальным держателям. Заточку заготовок осуществляют посредством шлифования. Задние углы, радиусы вершин режущих инструментов и другие элементы также могут быть образованы путем затачивания в инструментах для обеспечения соответствия конкретной операции резания. Несмотря на то, что эти предшествующие твердосплавные режущие инструменты обеспечивают существенное повышение производительности по сравнению с более ранними инструментами, определенные недостатки стали очевидными. Заточка (перешлифовка) затупившегося инструмента приводит к изменению размера и формы режущей пластины. Это вызывает необходимость в регулировке положения режущего инструмента и обрабатываемой детали друг относительно друга каждый раз при заточке инструмента для компенсации уменьшенных размеров инструмента.
Кроме того, паяное соединение между твердосплавной режущей пластиной и державкой может выдерживать только ограниченный диапазон рабочих температур, в результате чего уменьшается число возможных применений твердосплавного инструмента. Кроме того, твердосплавные режущие пластины с поверхностями с покрытием невозможно было подвергнуть повторной заточке, и их приходилось заменять.
В настоящее время более широко используются сменные индексируемые (многогранные) режущие пластины. Индексируемые режущие пластины имеют сходство с резцами с напайной режущей пластиной за исключением того, что твердосплавная режущая пластина зафиксирована в державке за счет зажима, а не за счет пайки. Когда режущая кромка затупится, режущая пластина может быть извлечена, повернута и заменена для обеспечения наличия новой острой кромки для дальнейшего резания. Это устранило необходимость переналадки процесса резания между заменами. Как правило, индексируемая режущая пластина удерживается на месте винтом с конической головкой, которая входит в коническое отверстие в режущей пластине и тем самым прочно удерживает режущую пластину в державке. Кроме того, зажимы сверху на режущей пластине могут быть использованы во взаимодействии с винтом для обеспечения дополнительного крепления режущей пластины к державке.
Стабильность и простота замены представляют собой основные преимущества индексируемых режущих пластин. Стабильность позиционирования режущей кромки от одного положения при повороте до другого упрощает наладку станка и способствует гарантированному получению более однородной продукции.
Однако может существовать ряд проблем при использовании режущих пластин круглой формы в державке для механической обработки металлов, в частности при фрезерных операциях. К типовым проблемам, связанным с механической обработкой круглыми режущими пластинами, относятся нестабильный ресурс стойкости режущей пластины при операциях механической обработки, обусловленный неточным механизмом индексации (установки при повороте в заданное положение) по сравнению с режущими пластинами квадратной или ромбической формы, непрочным зажимом и ненадежным позиционированием круглых режущих пластин, поскольку нет никакой прямолинейной кромки для установки при повороте в заданное положение; кроме того, выкрашивание режущей кромки может иметь место в результате поворота режущей пластины круглой формы в гнезде державки для режущего инструмента, а также по другим причинам.
В ряде державок и круглых режущих пластин были предусмотрены препятствующие повороту механизмы для того, чтобы преодолеть данные проблемы при механической обработке металлов режущими пластинами круглой формы, установленными в державках. Например, в патенте США No. 5658100 описан механизм, предназначенный для крепления режущей пластины круглой формы в гнезде фрезы, при этом множество углублений создано на верхней поверхности режущей пластины круглой формы. В этом случае режущую пластину закрепляют в державке посредством зажимного захвата, опирающегося на корпус фрезы, для предотвращения поворота режущей пластины круглой формы в гнезде фрезы. Тем не менее, поскольку зажимной захват, описанный в патенте США No. 5658100, входит в контакт с верхней поверхностью режущей пластины, геометрические элементы для дробления и удаления стружки должны выполнять двойную функцию предотвращения поворота и регулирования образования стружки режущей пластиной в процессе работы.
В патенте США No. 6053671 режущая пластина круглой формы изготовлена так, что краевая поверхность режущей пластины состоит из двух участков, разделенных уступом. Верхний участок представляет собой усеченный конус, который служит в качестве обычной круглой режущей поверхности, и нижний участок выполнен в виде многогранника, который создает межповерхностный контакт с нижней стенкой гнезда, в результате чего предотвращается поворот режущей пластины круглой формы относительно гнезда.
В патенте США No. 5346336 описана другая режущая пластина, имеющая многоугольную конфигурацию граней. Многоугольная конфигурация образована на всей круговой боковой поверхности режущей пластины круглой формы, и в этом случае предусмотрена многоугольная конфигурация гнезда комплементарной формы. Многоугольная грань на режущей пластине круглой формы сопрягается с комплементарной многоугольной стенкой в соответствующем гнезде корпуса фрезы, в результате чего предотвращается поворот режущей пластины круглой формы в гнезде.
Конструкции по патентам США No.No. 6053671 и 5346336 в основном схожи, то есть грани многоугольной формы на режущей пластине круглой формы взаимодействуют с многоугольной стенкой комплементарной формы в приемном гнезде корпуса фрезы. Края, определяемые полным радиусом, образованные многоугольной конфигурацией на режущей пластине из твердосплавного материала, могут вызывать медленное прорезание относительно мягкого стального материала штифта гнезда во время операций механической обработки. Кроме того, ограниченный контакт, обеспечиваемый конструкцией данных режущих пластин, созданной на основе многоугольной конфигурации, может привести к одноточечному контакту между краями граней режущей пластины и плоской стенкой гнезда, который может привести к локализованному выкрашиванию или растрескиванию режущей пластины со временем.
В патенте США No. 6238133 описаны режущая пластина и державка, у которых множество криволинейных и наклонных трехмерных поверхностей образованы на всей боковой стенке режущей пластины круглой формы, которая сопрягается с по существу комплементарной криволинейной поверхностью, также трехмерной, в предназначенном для приема режущей пластины гнезде корпуса фрезы, в результате чего создается препятствующий повороту механизм для режущей пластины круглой формы в гнезде на фрезе.
В соответствии с патентом США No. 6238133 создан механизм, который использует криволинейные упорные поверхности на всей боковой стенке режущей пластины круглой формы и, по меньшей мере, одну комплементарную, препятствующую повороту криволинейную поверхность в гнезде корпуса фрезы. Обе криволинейные поверхности ограничены кривыми частичного радиуса так, что зона контакта может быть создана в виде или обширного/линейного контакта или двояковыпуклого лентикулярного контакта. Это в значительной степени обусловлено тем, что на режущей пластине отсутствуют острые края, которые могли "ослабить" поверхность контакта между твердосплавной режущей пластиной и гнездом из относительно мягкого материала на стальном корпусе фрезы.
Существует ряд недостатков и ограничений, присущих механизму, описанному в патенте США No. 6238133, при этом данные недостатки главным образом обусловлены сложностью криволинейных и наклонных трехмерных поверхностей в гнезде. А именно, во-первых, наклонные геометрические элементы комплементарной формы могут потребовать сложных операций механической обработки при изготовлении режущей пластины и соответствующего гнезда для гарантирования требуемой геометрической и размерной точности, необходимой для сохранения заданной функциональности на поверхности контакта между режущей пластиной и гнездом. Во-вторых, криволинейная и наклонная трехмерная поверхность ограничивает способы обработки гнезда способом механической обработки в аксиальном направлении вдоль оси гнезда. В-третьих, в результате ограничений, связанных с образованием сложных геометрических элементов державки в процессе изготовления, дополнительно ограничивается число гнезд, тем самым число зубьев, на фрезе.
Число зубьев на фрезе представляет собой важный фактор, влияющий на производительность процесса резания на фрезерной операции. Фреза должна иметь достаточное количество зубьев для гарантирования непрерывного контакта с обрабатываемой деталью.
Если фреза имеет слишком мало зубьев, один зуб будет выходить из контакта с обрабатываемой деталью до того, как следующий зуб войдет в контакт с обрабатываемой деталью. Это вызывает вибрации и дрожание, что приводит к плохому качеству чистовой обработки, размерным неточностям и чрезмерному износу инструмента. Качество обработки поверхности, как правило, выше при использовании фрез с большим числом зубьев.
Несмотря на то, что все вышеупомянутые механизмы образуют возможные средства предотвращения нежелательного поворота режущей пластины круглой формы в соответствующем гнезде на корпусе фрезы, все описанные механизмы имеют некоторые недостатки.
Следовательно, существует потребность в индексируемой режущей пластине и державке, которые служат эффективным образом для предотвращения поворота режущей пластины круглой формы в гнезде под режущую пластину, но которые также легко обрабатывать и которые обеспечивают необходимую точность для стабильного и надежного позиционирования. Кроме того, существует потребность в такой комбинации из индексируемой режущей пластины, например режущей пластины, изготовленной из карбида вольфрама или металлокерамического материала (кермета), и державки, которая обеспечивает возможность увеличения количества зубьев на корпусе фрезы.
КРАТКОЕ ОПИСАНИЕ ФИГУР
Фиг.1 представляет собой вид в перспективе варианта осуществления державки в виде фрезы, имеющей шесть гнезд, содержащих препятствующий повороту упор, имеющий, по меньшей мере, две по существу плоские поверхности;
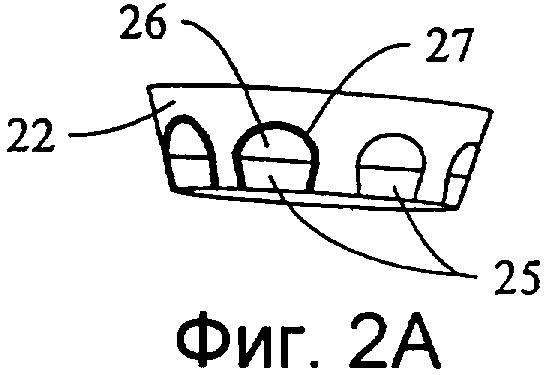
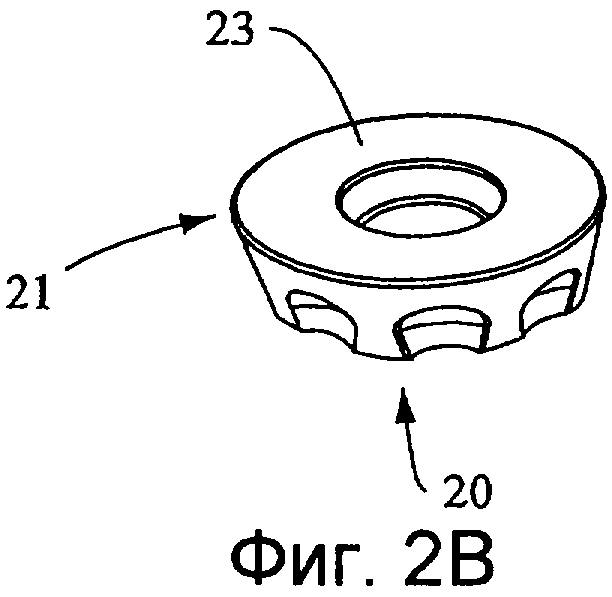
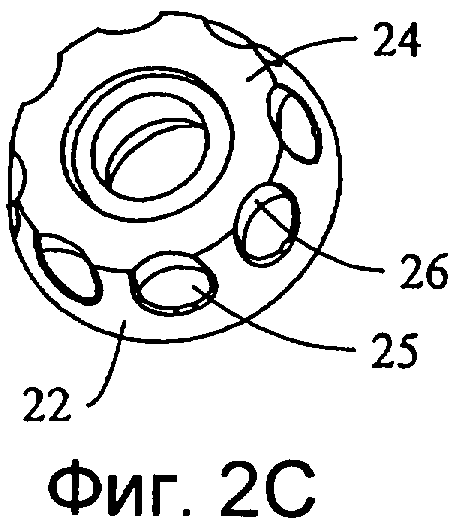
фиг.2А, 2В и 2С представляют собой виды в перспективе режущей пластины круглой формы, совместимой с державкой по фиг.1, при этом режущая пластина имеет восемь выемок для установки режущей пластины при повороте в заданное положение в державке;
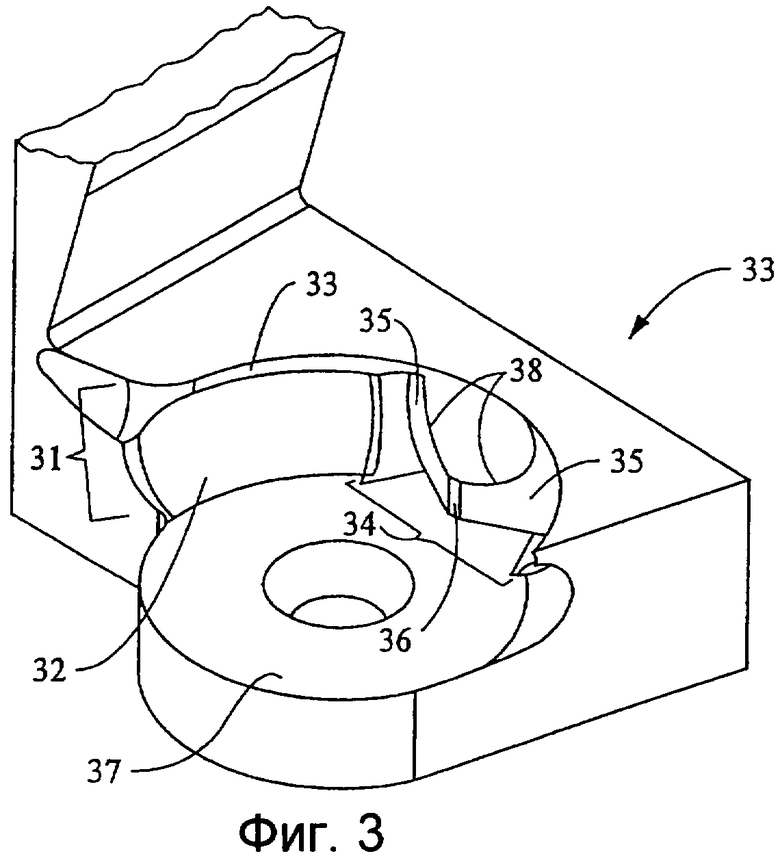
фиг.3 представляет собой увеличенное изображение одного гнезда державки по фиг.1;
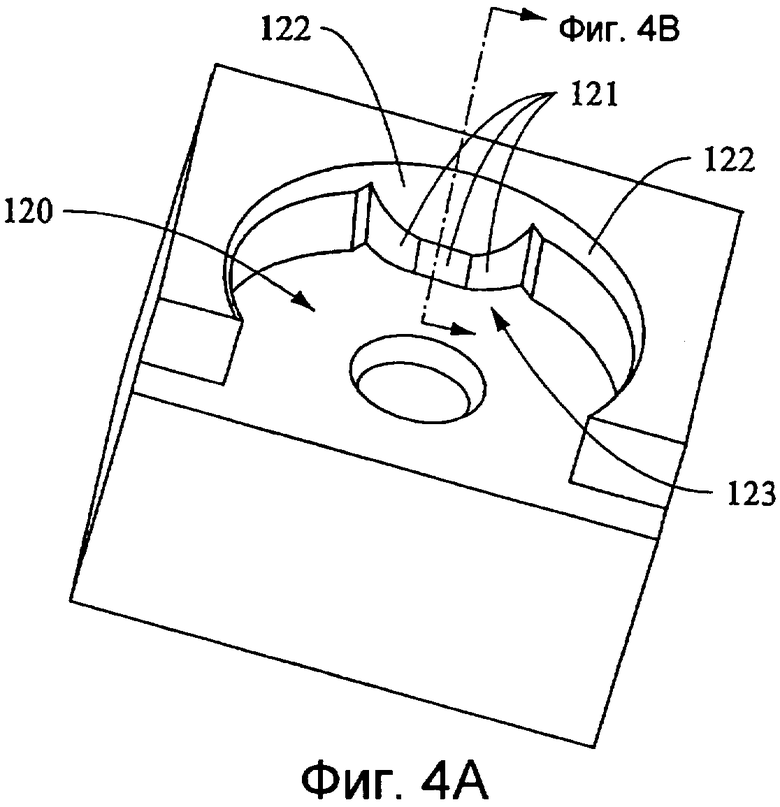
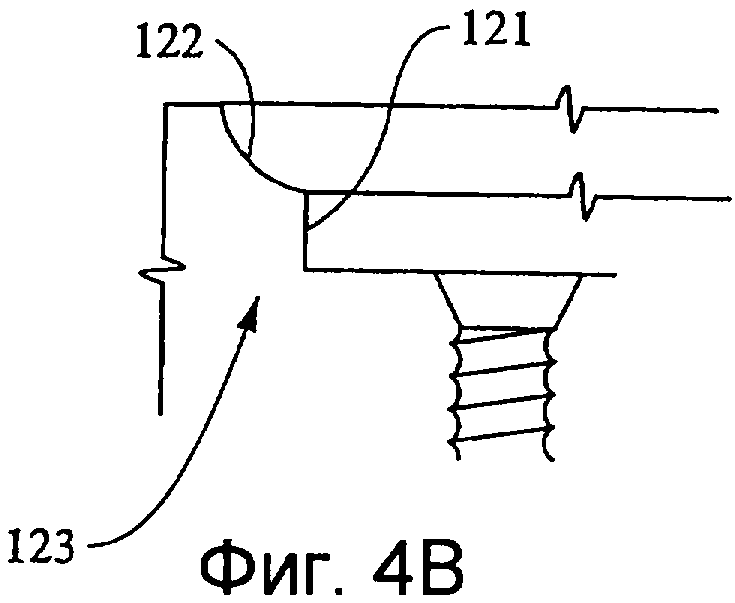
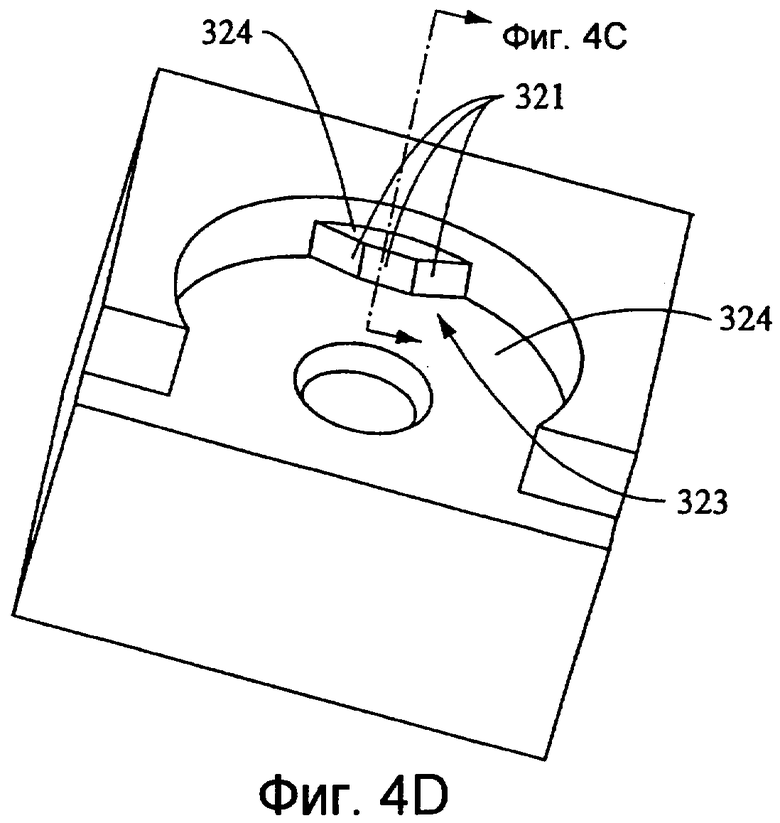
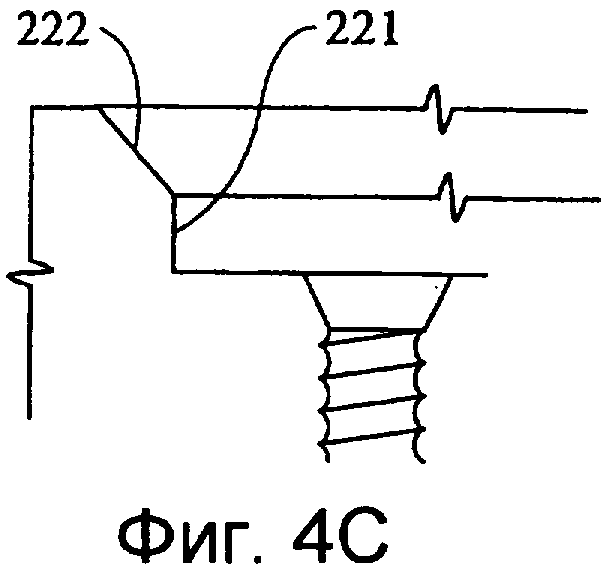
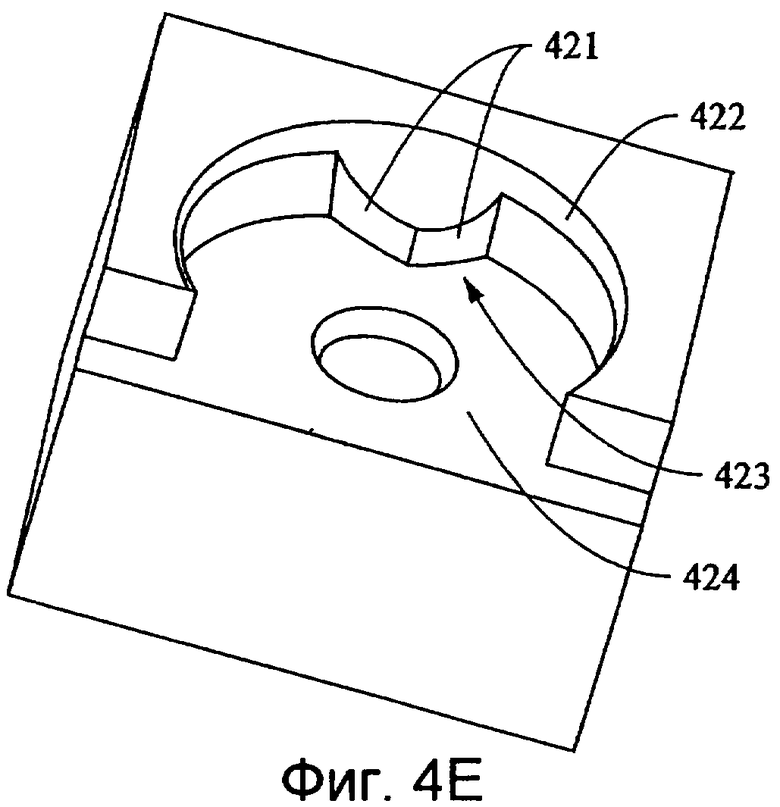
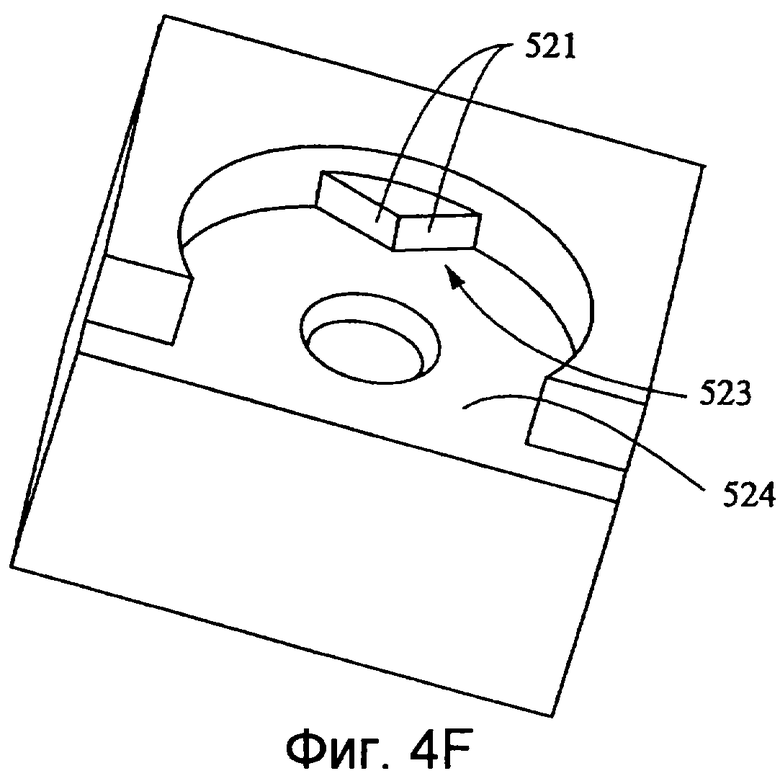
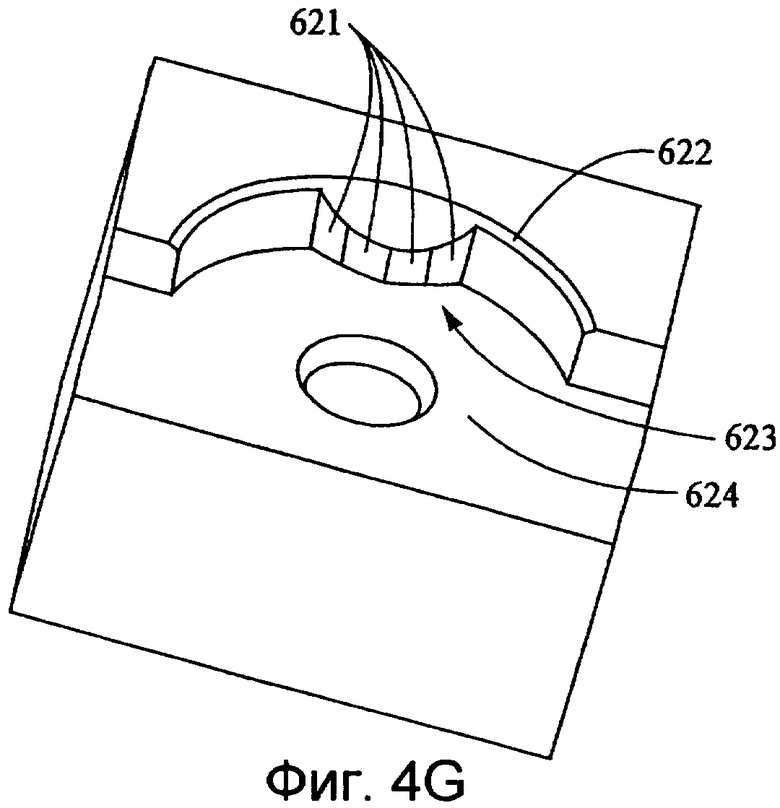
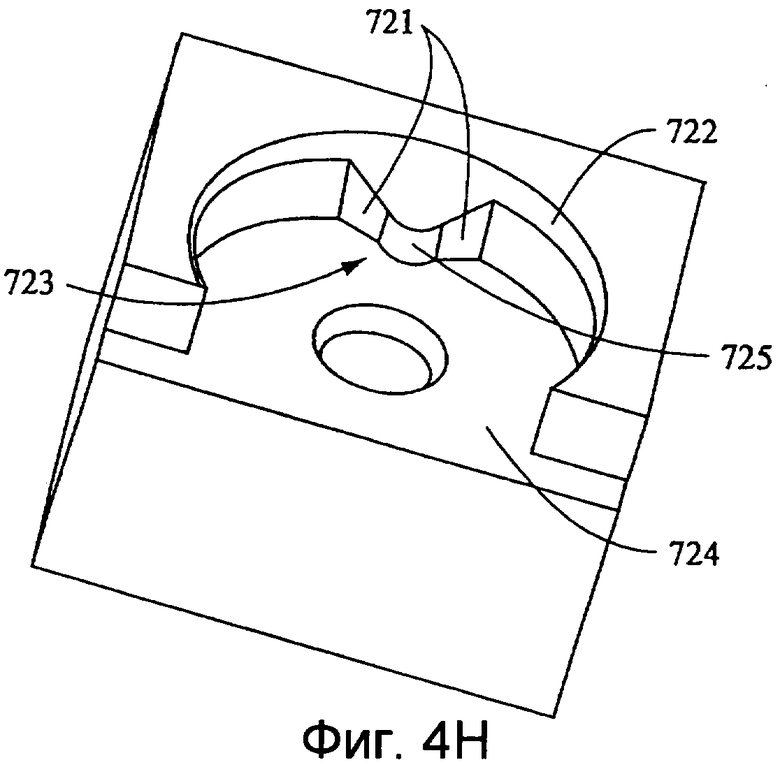
фиг.4А, 4В, 4С, 4D, 4Е, 4F, 4G и 4Н представляют собой виды в перспективе и сечения различных вариантов осуществления упоров, препятствующих повороту, по настоящему изобретению;
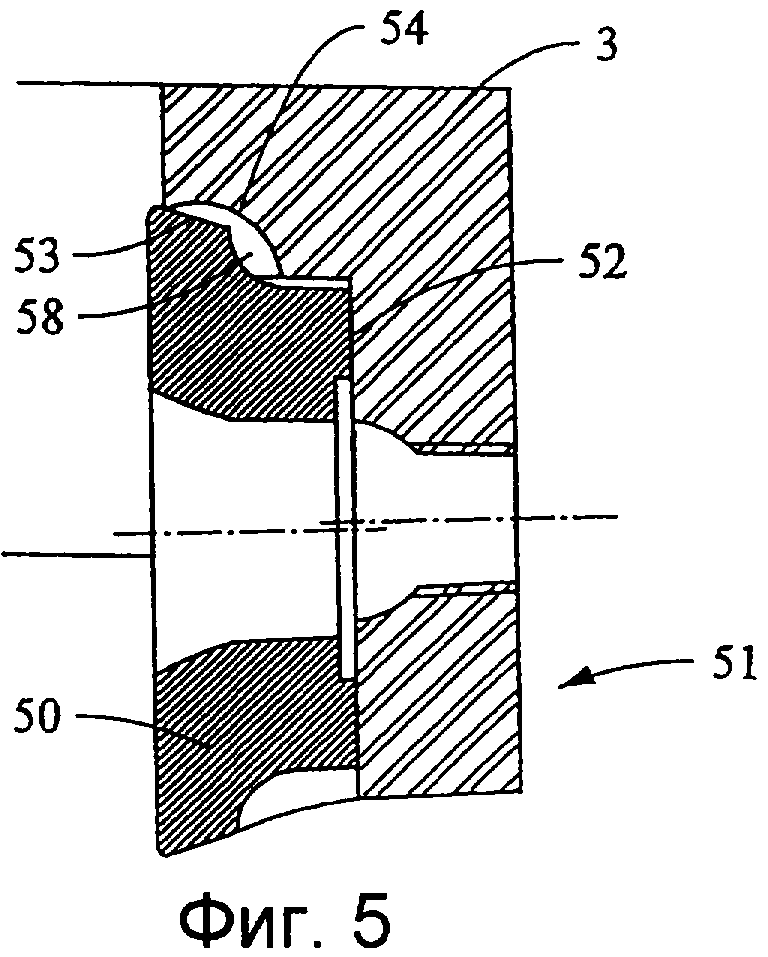
фиг.5 представляет собой сечение режущей пластины, закрепленной в одном варианте осуществления державки;
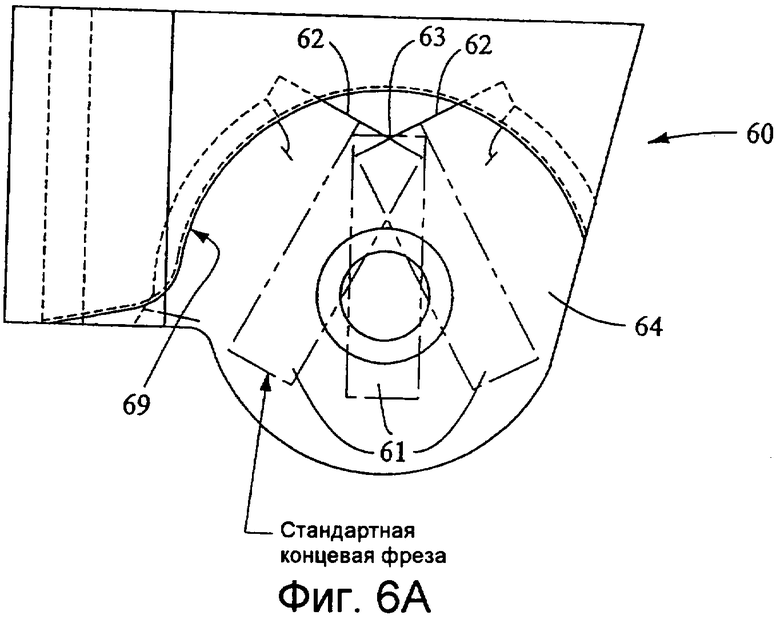
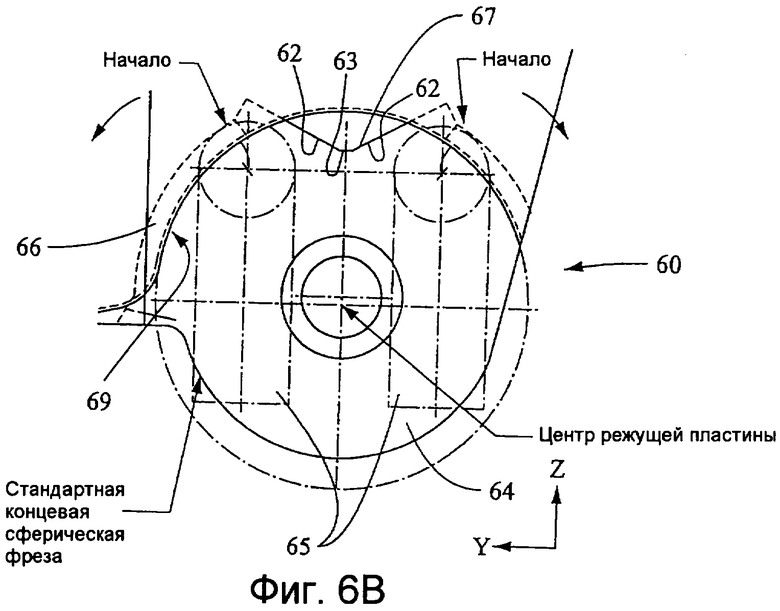
фиг.6А и 6В представляют собой виды в плане одного варианта осуществления державки, показывающие вариант осуществления способа обработки в тангенциальном направлении (направлении по касательной), используемого для получения гнезда.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к вариантам осуществления державки для режущих инструментов, имеющей, по меньшей мере, одно гнездо под режущую пластину, причем, по меньшей мере, одно гнездо под режущую пластину содержит боковую поверхность и, по меньшей мере, один препятствующий повороту упор, выступающий от боковой поверхности. Препятствующий повороту упор может иметь, по меньшей мере, две по существу плоские поверхности. В некоторых вариантах осуществления державка для режущих инструментов может иметь гнездо, которое содержит нижнюю поверхность и препятствующий повороту упор, имеющий три по существу плоские поверхности, которые по существу перпендикулярны нижней поверхности.
Препятствующий повороту упор может составлять одно целое с державкой или может быть изготовлен отдельно и прикреплен или постоянно, или временно к державке. Варианты осуществления могут дополнительно содержать дополнительные препятствующие повороту упоры, если это желательно для применения механической обработки.
В одном варианте осуществления державка для режущих инструментов включает в себя гнездо под режущую пластину, выполненное в державке, и, по меньшей мере, один препятствующий повороту упор, выступающий, по меньшей мере, от одного из следующих элементов: боковой стенки и нижней поверхности гнезда под режущую пластину, при этом препятствующий повороту упор имеет, по меньшей мере, две по существу плоские поверхности. Режущая пластина, изготовленная из карбида вольфрама или кермета, может быть закреплена в державке, при этом режущая пластина имеет выемку с формой, которая не является комплементарной по отношению к форме упора, препятствующего повороту.
Режущая пластина может быть изготовлена посредством использования способа механической обработки в тангенциальном направлении. Способ включает в себя механическую обработку в тангенциальном направлении, по меньшей мере, одного упора, препятствующего повороту, и гнезда под режущую пластину в державке, при этом препятствующий повороту упор имеет, по меньшей мере, две по существу плоские поверхности. Способ может дополнительно включать в себя фрезерование верхней поверхности гнезда сферической фрезой. Способ механической обработки в тангенциальном направлении позволяет образовать больше гнезд на диаметр державки по сравнению со способом механической обработки в аксиальном направлении.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Варианты осуществления державки включают в себя, по меньшей мере, одно гнездо под режущую пластину. Каждое гнездо под режущую пластину имеет нижнюю поверхность и боковую поверхность и, по меньшей мере, один препятствующий повороту упор, выступающий от нижней поверхности, при этом препятствующий повороту упор имеет, по меньшей мере, две по существу плоские поверхности. Державка может быть использована для любой операции механической обработки, такой как фрезерование, точение, растачивание, строгание, строгание на поперечно-строгальном станке и развертывание, но возможные операции механической обработки не ограничены вышеуказанными.
Вариант осуществления державки может представлять собой фрезу 10 для индексируемой вставной режущей пластины, такую как показана на фиг.1. Вариант осуществления державки на фиг.1 включает в себя корпус 11 инструмента, имеющий шесть (6) гнезд 13 для приема шести (6) индексируемых режущих пластин 12 круглой формы. Режущие пластины 12 круглой формы могут быть закреплены в гнездах 13. Гнездо 13 по данному варианту осуществления державки имеет нижнюю поверхность 14 и боковую стенку 15. Препятствующий повороту упор 16 выступает от боковой стенки 15. Препятствующий повороту упор 16, по меньшей мере, частично простирается в выемку 17 в индексируемой режущей пластине 12, что предотвращает поворот режущей пластины 12 после крепления режущей пластины к державке 10 винтом 18.
Корпус 11 инструмента может быть образован из любого пригодного конструкционного материала, такого как металл, сплав, пластик или керамика, используемого при изготовлении машинного оборудования, деталей машин, конструкционных профилей, инструментов, приборов и других изделий. Их твердость, прочность, обрабатываемость резанием, стабильность размеров, невоспламеняемость и стойкость к коррозии, кислотам, растворителям и теплу могут характеризовать свойства таких пригодных конструкционных материалов. К одному примеру из перечня таких пригодных конструкционных материалов относятся металлы и сплавы, такие как алюминий, бериллий, латунь, бронза, чугун, медь, свинец, магний, сталь, тантал, цинк, цирконий, и различные другие маркированные товарным знаком и не маркированные товарным знаком сплавы; керамические материалы, такие как стекло и фарфор; и пластики, такие как сополимер акрилонитрила, бутадиена и стирола, полиацеталь (полиформальдегид), полиакрилат, фторполимер, найлон, фенолоформальдегидная смола, полибутилентерефталат, поликарбонат, полиэтилен, полифениленоксид, полипропилен, полистирол, поливинилхлорид, волокнит и карбамидоформальдегидная смола, но возможные конструкционные материалы не ограничены вышеуказанными.
Державка по настоящему изобретению содержит, по меньшей мере, одно гнездо. Гнездо в державке предназначено для приема режущей пластины. В некоторых вариантах осуществления, таких как показанный на фиг.1, гнездо 13 имеет нижнюю поверхность 14 и боковую стенку 15. Нижняя поверхность 14 служит опорой режущей пластине, когда режущая пластина находится в державке. Боковая стенка 15 также может входить в контакт с режущей пластиной для обеспечения дополнительной опоры для режущей пластины во время фрезерования или другой операции механической обработки.
Варианты осуществления державки дополнительно содержат препятствующий повороту упор. Препятствующий повороту упор предотвращает поворот режущей пластины в гнезде державки. Режущая пластина, содержащая, по меньшей мере, одну выемку, может быть закреплена в гнезде с упором, препятствующим повороту и выступающим в выемку режущей пластины. Режущая пластина 20 круглой формы, подобная показанной на фиг.2А, 2В и 2С, включает в себя режущую кромку 21, боковую стенку 22, верхние геометрические элементы 23 для ломания стружки, нижнюю поверхность 24 и множество углубленных поверхностей 25 на всей боковой стенке 22 режущей пластины 20. Край 27 углубленной поверхности 26 режущей пластины может быть выполнен с плавным переходом для образования закругления. Как правило, режущую пластину круглой формы устанавливают в заданном положении и затем закрепляют в гнезде, образованном на державке фрезы (см. фиг.1). Препятствующий повороту упор соответствует, по меньшей мере, одному из гнезд под режущие пластины в державке.
Следовательно, препятствующий повороту упор может содержаться в гнезде под режущую пластину или на самой режущей пластине. Выемка, которая соответствует упору, препятствующему повороту, предусмотрена в другом из элементов, представляющих собой соответственно режущую пластину и гнездо под режущую пластину.
Выражение "по существу плоский" означает, что поверхности являются плоскими или ровными. Поверхности упора, препятствующего повороту, следует считать по существу плоскими, если поверхности обработаны таким образом, чтобы они обеспечивали поддержание контакта упора, препятствующего повороту, и выемки в точке контакта или на локализованном участке контакта. В используемом здесь смысле точка или точечный контакт определяется как контакт между двумя элементами, который ограничен локализованной зоной.
Державка по настоящему изобретению не требует выполнения упора, препятствующего повороту, с формой, комплементарной по отношению к выемке. Это отсутствие требования комплементарности создает возможность более простой обработки гнезда и режущей пластины и более точной фиксации их по сравнению с державками и режущими пластинами, которые являются комплементарными по форме. Препятствующий повороту упор в гнезде, предусмотренный согласно настоящему изобретению, имеет, по меньшей мере, две по существу плоские поверхности вместо наклонно ориентированной трехмерной поверхности согласно предшествующему уровню техники, такому как патент США No. 6238133. Следовательно, это создает возможность обработки гнезд путем использования способа обработки в направлении по касательной вместо способа обработки в аксиальном направлении. Способ обработки в направлении по касательной предусматривает образование гнезда режущего инструмента посредством подачи рабочего органа к гнезду в направлении по касательной к нижней поверхности гнезда вместо подачи в аксиальном (обычном) направлении, что имеет место в способе образования гнезда, подобном описанному в патенте США No. 6238133.
В другом варианте осуществления, показанном на фиг.3, державка содержит гнездо 33, включающее в себя боковую стенку 31, образующую нижнюю стенку 32 гнезда и верхнюю стенку 33, препятствующий повороту упор 34, имеющий две по существу плоские поверхности 35, центральную, по существу плоскую поверхность 36 и нижнюю поверхность 37. Возможная верхняя стенка 33 может быть или криволинейной, или расположенной под углом, или и криволинейной, и расположенной под углом. Две по существу плоские поверхности 35 и центральная по существу плоская поверхность 36 в данном варианте осуществления перпендикулярны нижней поверхности 37 гнезда 33, следовательно, данная форма может быть описана в данном случае как ненаклонная двумерная геометрическая форма. Кроме того, поскольку имеется только один монолитный (составляющий одно целое с гнездом) препятствующий повороту упор, объединяющий три по существу плоские поверхности в каждом гнезде 33, может быть достигнута максимальная точность позиционирования и реализован более простой процесс обработки.
В то время как нижняя поверхность 37 гнезда 33 служит опорой режущей пластине во время операции резания, углубленная поверхность 26, или край 27 выемки режущей пластины 20, показанные на фиг.2А-2С, введены в контакт с любым из двух краев 38 упора 34, препятствующего повороту, для предотвращения поворота режущей пластины 20.
Необязательно ограничивать препятствующий повороту упор формой, показанной на фиг.1 или 3 (см. фиг.4А, 4В, 4С, 4D, 4Е, 4F, 4G и 4Н). Препятствующий повороту упор имеет, по меньшей мере, две плоские поверхности и может содержать дополнительные поверхности, которые могут быть или не быть плоскими. Вариант осуществления, показанный на фиг.4А и 4В, имеет препятствующий повороту упор 123, имеющий три плоские поверхности 121 и фаску, образующую четвертую криволинейную поверхность 122. Три плоские поверхности в варианте осуществления по фиг.4А и 4В по существу перпендикулярны нижней поверхности 124. Криволинейная поверхность, а именно фаска 122, в данном варианте осуществления имеет круглое сечение. Фаска 122, подобная показанной на фиг.2В, может быть образована посредством фрезерования верхней поверхности упора, препятствующего повороту, стандартной концевой сферической фрезой, см. фиг.6В. Фаска может иметь любую форму, которая создает возможность того, что, по меньшей мере, часть гнезда будет служить опорой режущей пластине, когда режущая пластина закреплена в державке. Например, может быть использована простая прямолинейная фаска 222, подобная показанной на фиг.4С. Препятствующий повороту упор 323, подобный показанному на фиг.4D, имеет четыре по существу плоские поверхности 321 и 324 без снятия фаски на верхнем крае, при этом поверхности 321 по существу перпендикулярны нижней поверхности 324. Варианты осуществления державки на фиг.4Е и 4F имеют препятствующие повороту упоры 423 и 523, имеющие только две плоские поверхности 421 и 521, которые по существу перпендикулярны нижней поверхности 424 и 524 на упоре 23, препятствующем повороту. Фаска 422 предусмотрена в варианте осуществления по фиг.4Е.
Вариант осуществления державки на фиг.4G содержит препятствующий повороту упор 623, имеющий четыре плоские поверхности 621, которые по существу перпендикулярны нижней поверхности 624. В то же время вариант осуществления державки на фиг.4Н содержит препятствующий повороту упор 723, имеющий две плоские поверхности 721, перпендикулярные нижней поверхности 724, и криволинейную поверхность 725, которая также перпендикулярна нижней поверхности 724. Данные варианты осуществления державки представляют собой только примеры различных державок, содержащих препятствующие повороту упоры, и не предназначены для ограничения вариантов осуществления изобретения, которые могут объединять признаки каждого из вариантов осуществления, показанных здесь, или другие признаки, которые могут быть "очевидны" из данного описания для специалистов в данной области техники.
Варианты осуществления настоящего изобретения создают возможность точной и надежной установки режущей пластины круглой формы в заданном положении в державке. Точно и надежно установленная в заданном положении режущая пластина может обеспечить улучшение эксплуатационных характеристик и повышение стабильности ресурса стойкости режущей пластины. Державка по настоящему изобретению может быть использована с любым рядом форм режущих пластин. Не требуется, чтобы форма выемки в режущей пластине, которая входит в контакт с упором, препятствующим повороту, была комплементарной по отношению к форме упора, препятствующего повороту. Фактически может быть использована режущая пластина, имеющая множество углубленных поверхностей любого вида. Простая сферическая геометрическая форма по периметру боковой стенки режущей пластины круглой формы может быть использована совместно с державкой.
Режущая пластина контактирует с гнездом, по меньшей мере, в основных двух местах. В качестве примера режущая пластина 50 может быть установлена в гнезде 51, как показано на фиг.5. Нижняя поверхность режущей пластины 50 контактирует с нижней поверхностью 52 гнезда 51. Кроме того, верхняя часть боковой стенки 53 режущей пластины 50 контактирует с расположенной под углом (образованной стандартной конической концевой фрезой при механической обработке) или криволинейной (образованной стандартной сферической фрезой при механической обработке) фаской 54 в верхней части гнезда 51, при этом указанные элементы, как правило, являются местами контакта для режущих пластин круглой формы. Кроме того, в варианте осуществления державки по фиг.5 имеется контакт между режущей пластиной 50 и гнездом 51, между углубленной поверхностью 58 режущей пластины и любым из двух краев 38 гнезда, показанных на фиг.3. Преимущество наличия контакта у вогнутого профиля краев 38 состоит в том, что данный вид контакта обеспечивает более высокую устойчивость и меньшую склонность к скольжению режущей пластины и державки друг относительно друга во время операций механической обработки. Комбинированный эффект от вышеуказанных контактов обеспечивает получение эффективного и стабильного механизма, служащего для предотвращения поворота режущей пластины в гнезде. Края 38 могут быть изменены так, что вместо острых углов они будут иметь скос (фаску) или закругление края.
Варианты осуществления державки по настоящему изобретению создают возможность более точной установки режущей пластины. Углубленная поверхность режущей пластины контактирует с гнездом у вогнутого профиля края упора, препятствующего повороту, в результате чего создается стабильный контакт. В одном варианте осуществления край верхней поверхности упора, препятствующего повороту, представляет собой результат пересечения, по меньшей мере, двух по существу плоских поверхностей и сферы, образованной стандартной сферической фрезой при механической обработке верхней части стенки гнезда.
Варианты осуществления державки обеспечивают существенные преимущества.
В данном изобретении препятствующая повороту поверхность в принимающем режущую пластину гнезде состоит, по меньшей мере, из 2 по существу плоских поверхностей в виде ненаклонного двумерного геометрического элемента (конфигурации) в отличие от выпуклых поверхностей в виде наклонного трехмерного геометрического элемента (конфигурации), как в патенте США No. 6238133.
В данном изобретении необязательно наличие комплементарности между предназначенными для точной установки в заданном положении геометрическими элементами режущей пластины и гнезда в отличие от геометрических элементов с комплементарной формой в патенте США No. 6238133.
Режущая пластина правильной круглой формы может контактировать с верхней частью стенки гнезда. Для режущей пластины круглой формы с механизмом (средством), препятствующим повороту, необходимо иметь, по меньшей мере, один дополнительный контакт. В вариантах осуществления державки по настоящему изобретению режущая пластина контактирует с нижней частью стенки гнезда в точке вместо такого линейного контакта гнезда и режущей пластины инструмента, который описан в патенте США No. 6238133. Следовательно, державки по настоящему изобретению обеспечивают более устойчивый контакт, что позволяет улучшить эксплуатационные характеристики в процессе обработки и стабильность установки режущей пластины в державке. В некоторых вариантах осуществления вышеупомянутый точечный контакт является результатом наличия края, образованного в верхней части двух по существу плоских поверхностей.
Благодаря по существу плоской геометрической форме данное изобретение создает возможность обработки гнезда посредством использования способа обработки в направлении по касательной вместо способа обработки в аксиальном направлении, или обычного способа. При способе обработки в направлении по касательной режущий инструмент подается к гнезду в направлении по касательной, или параллельном, к нижней поверхности гнезда, а не в аксиальном направлении, перпендикулярном к нижней поверхности гнезда, как должно быть в патенте США No. 6238133. Следовательно, конструкция в данном изобретении обеспечивает больше возможностей для удобства обработки.
Хорошо известно, что обычный способ, то есть способ обработки в аксиальном направлении, как правило, используется для обработки гнезда фрезой. Инструмент, используемый для обработки гнезда, подается и осуществляет механическую обработку гнезда в направлении, параллельном оси гнезда, следовательно, должен быть предусмотрен зазор для режущего инструмента вдоль оси гнезда. В данном отношении способ обработки в аксиальном направлении, предназначенный для обработки гнезда, ограничивает число гнезд, или число зубьев на полезный диаметр фрезы.
Способ обработки в направлении по касательной, предназначенный для обработки гнезда, является более гибким, и один вариант осуществления показан на фиг.6А и 6В. Как показано на фиг.6А, стандартная концевая фреза 61 с находящимся под углом 90 градусов (плоским) торцом может подаваться к гнезду в направлении, параллельном нижней поверхности гнезда, или, другими словами, в направлении по касательной к нижней поверхности 64 гнезда. В варианте осуществления, показанном на фиг.6А и 6В, концевая фреза с плоским торцом сначала "вскрывает" гнездо 60, при этом осуществляется механическая обработка боковой стенки 69 гнезда при черновом проходе, и одновременно осуществляется механическая обработка двух по существу плоских поверхностей 62 и, возможно, третьей по существу плоской поверхности 63. Как показано на фиг.6В, стандартная сферическая фреза 65 может обрабатывать, также в направлении по касательной, верхнюю часть 66 боковой стенки 69 гнезда, при этом в результате данной обработки естественным образом формируется вогнутый профиль и край 67 на пересечении с тремя по существу плоскими поверхностями 62 и 63.
Способ обработки в направлении по касательной позволяет образовать больше гнезд или режущих зубьев на диаметр в корпусе фрезы по сравнению со способом обработки в аксиальном направлении. Следовательно, данное изобретение может расширить применения механической обработки.
Существует ряд преимуществ, связанных с наличием возможности изготовления державок с дополнительным гнездами. Например, ресурс стойкости режущих пластин может быть повышен за счет уменьшения скоростей подачи во время механической обработки при одновременном сохранении или увеличении интенсивности съема материала. Фреза с меньшим расстоянием между зубьями может также обеспечить увеличение долговечности корпуса фрезы за счет уменьшения напряжений, распределяемых по каждому зубу. Большее количество зубьев также обеспечивает преимущества при механической обработке некоторых труднообрабатываемых материалов, подобных инконелю, титану и т.д.
Углубленная поверхность режущей пластины, которая может быть изготовлена, например, из карбида вольфрама или кермета в вариантах осуществления настоящего изобретения, может иметь простую геометрическую форму, которая почти перпендикулярна или предпочтительно немного отклоняется от перпендикулярности, например на 1-2 градуса отклоняется от перпендикулярности, по отношению к нижней поверхности и затем плавно переходит в простую сферическую поверхность в отличие от сложной геометрической формы, которая образована частично изогнутым закруглением и включает в себя непрерывную синусоидальную кривую по окружной периферии режущей пластины, а также наклонную (под углом, составляющим приблизительно 15 градусов) криволинейную поверхность упора в центральной части, как в режущих пластинах по предшествующему уровню техники.
Были описаны варианты осуществления державки, однако различные модификации, варианты и дополнения могут стать очевидными для обычных специалистов данной области техники. Например, в то время как препятствующий повороту упор был описан в связи с использованием его на державке совместно с круглой режущей пластиной, он может быть также включен в варианты осуществления с другими криволинейными режущими кромками или даже прямолинейными режущими кромками. Кроме того, хотя варианты осуществления, описанные здесь, содержат один препятствующий повороту упор, большее количество упоров, препятствующих повороту, может быть включено в державку, содержащую, по меньшей мере, один препятствующий повороту упор, имеющий две плоские поверхности.
Варианты осуществления державки могут быть использованы для точной и надежной установки в заданном положении режущей пластины круглой формы, в результате чего улучшаются эксплуатационные характеристики и стабильность ресурса стойкости режущей пластины при операциях резания. Варианты осуществления державки легко изготавливать благодаря геометрической форме гнезда на державке, и они обеспечивают возможность образования большего числа гнезд или зубьев на конкретной державке, в результате чего расширяются потенциальные применения инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2002 |
|
RU2304489C2 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ МОДУЛЬНОЙ КОНСТРУКЦИИ | 1997 |
|
RU2186661C2 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ НЕЕ | 2008 |
|
RU2462337C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2011 |
|
RU2575060C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2537056C2 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ МЕТАЛЛА РЕЗАНИЕМ | 1996 |
|
RU2162393C2 |
| РОМБОВИДНАЯ ИНДЕКСИРУЕМАЯ РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2014 |
|
RU2647973C2 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ И ДЕРЖАВКА ДЛЯ НЕГО | 2010 |
|
RU2509628C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2013 |
|
RU2610648C2 |
| ЗАЖИМНОЙ ЭЛЕМЕНТ, ДЕРЖАВКА И ИНДЕКСИРУЕМЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2009 |
|
RU2448812C1 |
Режущий инструмент содержит державку, имеющую по меньшей мере одно гнездо под режущую пластину и по меньшей мере один препятствующий повороту упор, соответствующий указанному гнезду, имеющий по меньшей мере две по существу плоские поверхности и выступающий от боковой стенки гнезда, режущую пластину, расположенную в гнезде и содержащую выемку, имеющую форму, некомплементарную по отношению к форме упора. При этом упор по меньшей мере частично проходит в выемку и удерживает режущую пластину от вращения в гнезде посредством точечного контакта между ним и выемкой. Способ включает фрезерование в направлении по касательной по меньшей мере одного упора, препятствующего повороту, и гнезда под режущую пластину в державке. Технический результат: повышение производительности обработки. 3 н. и 22 з.п. ф-лы, 6 ил.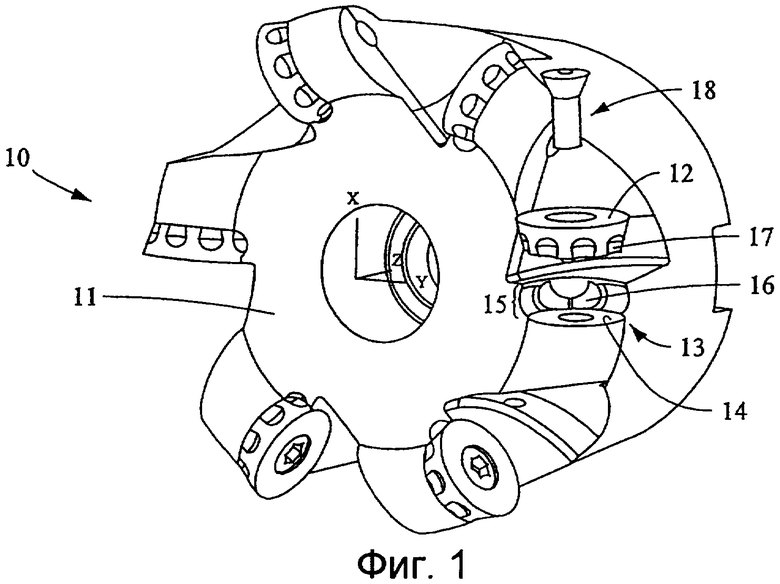
| US 4679968 А, 14.07.1987 | |||
| US 6017171 А, 25.01.2000 | |||
| Режущий инструмент | 1979 |
|
SU804239A1 |
| Поворотная режущая пластина | 1984 |
|
SU1215879A1 |
| ФРЕЗА | 1991 |
|
RU2022727C1 |
| US 5779401 А, 14.07.1998 | |||
| US 6238133 A, 29.05.2001 | |||
| Шахтная сушилка для сыпучих материалов | 1950 |
|
SU91408A1 |
| Справочник инструментальщика | |||
| / Под ред | |||
| И.А | |||
| Ординарцев | |||
| - Л.: Машиностроение, 1987. | |||

