Изобретение относится к области металлообработки, .а именно к высоко- Скоростной обработке легких металлов и сплавов на фрезерных станках,
Цель изобретения - повышение стойкости пластины - достигается за счет аэродинамического охлалзде- ния, позволяющего существенно снизить температуру в зоне резания.
На фиг.1 изображена режущая пластина, вид сверхуf на фиг.2 - сечение А-А на фиг.1 на фиг.3 - сечение В-Б на фиг.1, на фиг.4 - сечение В-В на фиг.1.
На корпусе 1 режущей пластины, имеющем форму косой призмы и изготовленном из обычной легированной конструкционной стали, жестко смонтированы, например посредством напайки, две твердосплавные вставки 2, рабочие поверхности которых совпадают с плоскостями оснований и боковых граней призмы. Основания образую передние поверхности 3, а боковые грани - задние поверхности 4 пластины, при этом линии пересечения передних и задних поверхностей образуют режущие кромки 5, а точки пересечения режущих кромок - режущие вершины 6. Пластина снабжена сквозным центральным отверстием 7, выходящим на передние поверхности 3. Ось отверстия 7 и обе режущие вершины 6 лежат в общей диагональной плоскости призмы.
На каждой из задних поверхностей 4 пластины выполнено по одной наклонной выемке 8, задний угол о; плоскости которой больше чем угол ОС наклона задней поверхности под режущей кромкой 5. Выемки 8 примыкает сбоку к режущим кромкам 5 и сопрягаются с ними и с задними поверхностями 4 радиусными переходными участками 9, причем величина радиуса закругления этих участков составляет 1-1,5 радиуса закругления вершин 6 режущих кромок (практически величина радиуса участков 9 принимается равной 1-1,5 мм). Кроме того, на эадией поверхности 4 корпуса 1 под соответствующей режущей кромкой 5 выполнено несколько (не менее двух) полуцилиндрических открытых канавок 10. Оси канавок 10 параллельны диаго-
:нальной плоскости призмы и друг другу, причем угол наклона зтих осей . к передним поверхностям равен 90 -о(. Расстояние от осей, ближайших к режущей вершине 6 канавок 10, по диагональной плоскости призмы равно шагу между канавками и составляет 1,15-1,25 величины подачи за один оборот режущего инструмента.
У противоположной от вставок 2 передней поверхности 3 канавки 10 соединены друг с другом поперечными каналами 11, сообщающимися с
соседней выемкой 8.
Длина каждой режущей кромки 5 соответствует максимально допустимой глубине резания.
Поворотная режущая пластина
работает следующим образом.
Перед началом цикла пластину устанавливают в гнездо режущего инструмента (например, торцевой фрезы) , базируя ее по двум задним поверхностям 4 и по одной передней поверхности 3, а затем жестко закрепляют винтом, пропущенньм через отверстие 7. Включив станок, приводят инструмент во вращение и
перемещают его к закрепленной на столе станка заготовке. Пластина вращающегося инструмента своей режущей кромкой 5 врезается в заготовку и осуществляет съем слоя металла заранее заданной толщины.
В процессе своего вращения и во время обработки заготовки инструмент (фреза) с режущими пластинами одновременно вьтолняет функции аксиально-тангенциального лопаточного завихрителя. Создаваемый вращением инструмента турбулентный закрученный воздушный поток попадает в наклонные выемки В, уштотняется
6 них, причем радиусные переходные участки 9 способствуют дальнейшему завихрению воздушной струи, и по поперечным каналам 11 направляется в канавки 10, создавая постоянную
воздушную прослойку иа задней поверхности 4 и режущей кромке 5. Эта прослойка способствует предотвраще- иию образования штенок и наростов металла заготовки на ииструментё
за счет аэродинамического охлаждения последнего.
6-5
Ф(/г.2
фиг.З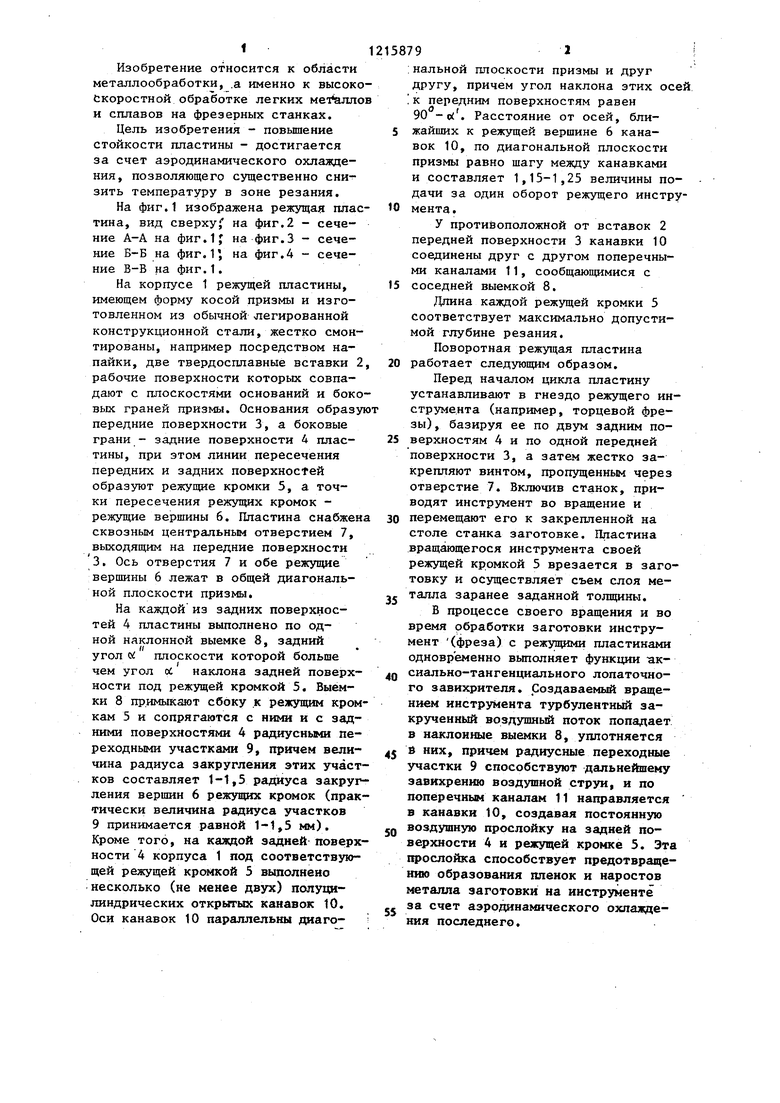
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| Индексируемая режущая пластина и фреза для труднообрабатываемых материалов | 2024 |
|
RU2840507C1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| ВЫСОКОСКОРОСТНАЯ ФРЕЗА И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ | 2018 |
|
RU2686757C1 |
| ФРЕЗА ДИСКОВАЯ ДЛЯ ОБРАБОТКИ УЗКИХ ПАЗОВ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2019 |
|
RU2707373C1 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2348491C2 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ | 1993 |
|
RU2110370C1 |
| КОНЦЕВАЯ ФРЕЗА С СИММЕТРИЧНЫМ РАСПОЛОЖЕНИЕМ ЦЕНТРАЛЬНЫХ УГЛОВ ДЛЯ ОБРАБОТКИ ТИТАНА | 2014 |
|
RU2653044C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСПЕРСНОЙ ФИБРОВОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212314C1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 1993 |
|
RU2104829C1 |


Редактор Н. Егорова Заказ 933/13
Техред М.Гергель Корректор А.
Тираж 1000 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г. Ужгород, ул. Проектная,4
Фиг Л
Составитель В. Золотов
Техред М.Гергель Корректор А. Зимокосов
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| - v | |||
