Изобретение относится к сварочной технике и может быть использовано в сварочных источниках питания постоянного и переменного тока для ручной и полуавтоматической сварки.
Известно устройство для автоматического управления источником сварочного тока, содержащее сварочный трансформатор, силовой коммутирующий элемент с блоком его управления, преобразователь повышенной частоты, который через переключатель и трансформатор тока, включенный в цепь вторичной обмотки сварочного трансформатора, подключен на вход блока управления силовым коммутирующим элементом, блок выделения сигнала, состоящий из последовательно соединенных фильтра, выпрямителя и формирователя, вход блока выделения сигнала подключен ко вторичной обмотке сварочного трансформатора, с целью повышения электробезопасности проведения сварочных работ за счет исключения случайных включений сварочного трансформатора введены кольцевой счетчик, блок задержки, реле времени и блок совпадений, выход которого подключен ко второму входу блока управления, при этом выход блока выделения сигнала подключен ко входу реле времени, управляющему входу блока задержки и к счетному входу кольцевого счетчика, (n-1) выходы кольцевого счетчика подключены на входы блока задержки, выход которого соединен с выходом реле времени и с управляющим входом кольцевого счетчика, n-й и (n-1)-й выходы которого подключены на два входа блока совпадения, а третий его вход соединен с выходом фильтра /1/.
Недостатком этого устройства является перерасход электроэнергии и снижение коэффициента мощности из-за отсутствия возможности ограничения работы сварочного трансформатора на холостом ходу.
Известен источник питания сварочной дуги, содержащий источник питания, сварочный трехфазный трансформатор, четыре конденсатора, три из которых включены последовательно с первичными обмотками сварочного трансформатора, управляемый контактор, контакты которого включены в цепи каждой из фаз источника переменного тока параллельно конденсаторам, пороговый элемент, импульсатор и блок управления контактором, включенные между собой последовательно и выходом блока управления, подключенные к управляющему входу контактора, трехфазный мостовой выпрямитель, вход которого подключен к вторичным обмоткам сварочного трехфазного трансформатора, а выход - к выходу источника питания, первый вывод четвертого конденсатора подключен к одной из клемм выхода источника питания, а его второй вывод соединен с одной из вторичных обмоток сварочного трехфазного трансформатора, дополнительно содержит конденсатор и стабилитрон, соединенные между собой последовательно и шунтирующие четвертый конденсатор, а вход порогового элемента подключен к выводам стабилитрона /2/.
Недостатком этого источника питания сварочной дуги является повышенный расход электроэнергии при технологических простоях во время проведения сварочных работ и пониженный коэффициент мощности, так как ограничивается только напряжение холостого хода, при этом ток холостого хода снижается незначительно.
Задача изобретения - общее снижение потребляемой электроэнергии и повышение коэффициента мощности при проведении сварочных работ вследствие ограничения времени работы сварочного трансформатора на холостом ходу.
Для достижения поставленной задачи устройство для автоматического управления электросварочным аппаратом, включающее источник питания, электросварочный трансформатор, датчик тока, блок управления контактором, контактор, отличающееся тем, что оно дополнительно содержит радиопередающий и радиоприемный блоки, первый и второй ждущий мультивибраторы, управляемый генератор импульсов, причем радиопередающий и радиоприемный блоки соединены между собой по радиочастотному каналу, при этом выход радиоприемного блока подключен ко входу второго ждущего мультивибратора, выход которого связан со вторым входом блока управления контактором, кроме того, источник питания соединен с первым входом контактора, выход которого подключен ко входу датчика тока, а второй вход контактора соединен с выходом блока управления контактора, причем первый выход датчика тока соединен с электросварочным трансформатором, а второй выход - со входом управляемого генератора импульсов, выход которого подключен ко входу первого ждущего мультивибратора, при этом выход последнего соединен с первым входом блока управления контактором.
На чертеже представлена функциональная схема предлагаемого устройства для автоматического управления электросварочным аппаратом.
Устройство включает в себя источник питания 1, от которого через контактор 2 и датчик тока 3 подключен электросварочный трансформатор 4. Второй выход датчика тока 3 соединен с управляемым генератором импульсов 5, чей выход подключен ко входу первого ждущего мультивибратора 6, а выход последнего связан с первым входом блока управления контактором 7. Радиопередающий блок 8, располагаемый непосредственно возле места проведения сварочных работ, связан дистанционно с помощью радиочастотного канала с радиоприемным блоком 9, выход которого соединяется со входом второго ждущего мультивибратора 10, чей выход подключен ко второму входу блока управления контактором 7. Все элементы и блоки предлагаемого устройства, кроме радиопередающего блока 8, располагаются непосредственно возле электросварочного аппарата.
Устройство для управления электросварочным аппаратом работает следующим образом.
Для включения электросварочного трансформатора 4 в работу сварщик при помощи радиопередающего блока 8, находящегося непосредственно возле места проведения сварки, посылает импульс по радиочастотному каналу на радиопередающий блок 9, который преобразует поступающий радиосигнал в цифровой импульс и который подает на второй ждущий мультивибратор 10. На выходе этого мультивибратора формируется импульсный сигнал, поступающий на блок управления контактором 7, который в свою очередь включает контактор 2, подключенный к источнику питания 1, что приводит к подаче электропитания на электросварочный трансформатор 4 через датчик тока 3. Таким образом, начинается процесс сварки, во время которой электросварочный трансформатор 4 потребляет номинальный сварочный ток. При этом датчик тока 3 вырабатывает на выходе сигнал логической единицы, что приводит к запуску управляемого генератора импульсов 5, который, в свою очередь, запускает ждущий мультивибратор 6. Ждущий мультивибратор 6 имеет регулировку на установку времени появления выходного сигнала после прекращения подачи входных импульсов от 5 до 60 секунд. Если процесс сварки продолжается без длительных перерывов, то на выходе ждущего мультивибратора 6 остается низкий уровень логического сигнала. В случае наступления продолжительного перерыва в проведении процесса сварки на выходе ждущего мультивибратора 6 появляется высокий уровень логического сигнала, который поступает на блок управления контактором 7. От блока управления контактором 7 поступает сигнал на отключение контактора 2, что, в свою очередь, приводит к обесточиванию первичной обмотки электросварочного трансформатора 4, тем самым, ограничивая ток холостого хода до нуля.
Значение временного интервала при перерыве в процессе сварки, приводящее к срабатыванию ждущего мультивибратора 6 и к отключению в конечном итоге контактора 2, задается путем установки времени появления выходного сигнала ждущего мультивибратора 6 в пределах от 5 до 60 секунд исходя из технологических особенностей проведения сварочных работ в каждом конкретном случае.
Если после отключения электросварочного трансформатора 4 необходимо приступить к проведению процесса сварки, то с помощью блока 8 опять подают радиочастотный сигнал на радиоприемный блок 9, который в реальных условиях может находиться на расстоянии нескольких десятков метров, и устройство повторно включает электросварочный аппарат, как было описано выше.
Источники информации
1. Пат. №1094219 (RU). Устройство для автоматического управления источником сварочного тока. БИПМ №12 27.04.2000.
2. Заявка №94023382, В23К 9/10 (RU). Источник питания сварочной дуги. Опубл. 20.02.1996 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство снижения напряжения холостого хода трансформатора | 1984 |
|
SU1685649A1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2002 |
|
RU2248865C2 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049612C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И РЕЗКИ МЕТАЛЛА | 2003 |
|
RU2256540C1 |
| ТВЕРДОТЕЛЬНАЯ РАДИОПЕРЕДАЮЩАЯ СИСТЕМА | 2022 |
|
RU2784623C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСВАРКИ С БЕЗОПАСНЫМ НАПРЯЖЕНИЕМ ХОЛОСТОГО ХОДА И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ ПОДЖОГА И ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1999 |
|
RU2157303C1 |
| Устройство для регулирования трехфазного напряжения | 1985 |
|
SU1468430A3 |
| Устройство для автоматического регулирования скорости подачи электродной проволоки | 1984 |
|
SU1201080A1 |
| Система фазового цифрового управления контактной сваркой | 1985 |
|
SU1268346A1 |
Изобретение относится к сварочной технике, в частности к устройству для автоматического управления электросварочным аппаратом, и может быть использовано в сварочных источниках питания постоянного и переменного тока для ручной и полуавтоматической сварки. В устройстве радиопередающий и радиоприемный блоки соединены между собой по радиочастотному каналу. Выход радиоприемного блока подключен к входу второго ждущего мультивибратора, выход которого связан с вторым входом блока управления контактором. Источник питания соединен с первым входом контактора, выход которого подключен ко входу датчика тока, а второй вход контактора соединен с выходом блока управления контактора. Первый выход датчика тока соединен с электросварочным трансформатором, а второй выход - с входом управляемого генератора импульсов, выход которого подключен к входу первого ждущего мультивибратора. Выход ждущего мультивибратора соединен с первым входом блока управления контактором. В результате достигается общее снижение потребляемой электроэнергии и повышение коэффициента мощности при проведении сварочных работ вследствие ограничения времени работы сварочного трансформатора на холостом ходу. 1 ил.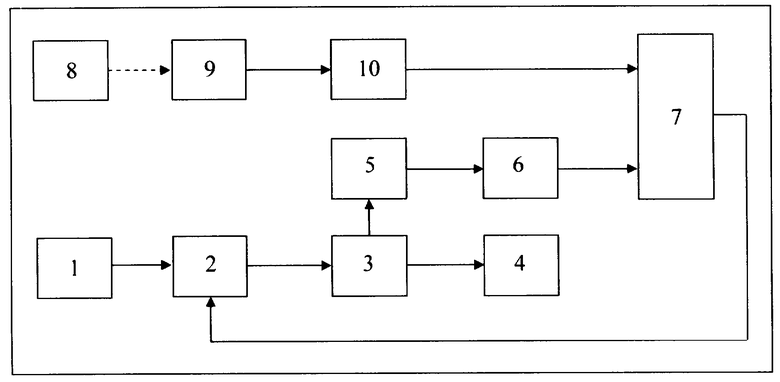
Устройство для автоматического управления электросварочным аппаратом, содержащее источник питания, электросварочный трансформатор, контактор и блок управления контактором, отличающееся тем, что оно дополнительно содержит радиопередающий и радиоприемный блоки, первый и второй ждущий мультивибраторы и управляемый генератор импульсов, при этом радиопередающий и радиоприемный блоки соединены между собой по радиочастотному каналу, выход радиоприемного блока подключен к входу второго ждущего мультивибратора, выход которого связан с вторым входом блока управления контактором, источник питания соединен с первым входом контактора, выход которого подключен к входу датчика тока, а второй вход контактора соединен с выходом блока управления контактора, причем первый выход датчика тока соединен с электросварочным трансформатором, а второй выход - с входом управляемого генератора импульсов, выход которого подключен к входу первого ждущего мультивибратора, а выход последнего соединен с первым входом блока управления контактором.
| RU 94023382 A, 20.02.1996 | |||
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1996 |
|
RU2095210C1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 1992 |
|
RU2094193C1 |
| ИСТОЧНИК СВАРОЧНОГО ТОКА | 1998 |
|
RU2131338C1 |
| Прибор для измерения длины линий на рисунках | 1940 |
|
SU63424A1 |
| GB 1338187 A, 21.11.1973 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЭЛЕКТРОМАГНИТНОЙ ВОЛНЫ | 2010 |
|
RU2473917C2 |
| US 5408067 A, 18.04.1995. | |||

