Изобретение относится к сварочному производству, а именно к автоматическому регулированию и управленшо процессами дуговой сварки, и может быть использовано при сварке шво в вертикальном положении с систематическими короткими замыканиями дуго вого промежутка. Цель изобретения - экономия электродной проволоки при сварке путем снижения потерь на угар и разбрызгиванияНа фиг, t изображена функциональная схема устройства для автоматического регулирования скорости подачи электродной проволоки; на фиг. 2 блок-схема блока формирования управляящих импульсов, на фиг. 3 - времен ные диаграммы, пояснякичие работу устройства. Устройство для автоматического регулирования скорости подачи электродной проволоки содержит механизм 1 подачи, приводной ролик которого связан с валом электродвигателя 2, клктевой элемент 3, источник.4 питания постоянного тока, датчик 5 тока сварки, эадатчик 6 напряжения, блок 7 формирования, управляняцих импульсов задатчик 8 тока, фильтр 9, сумматор 10, датчик 11 момента коротких замыканий, компаратор 12 и ждущий мульти вибратор 13., Блок 7 формирования управляющих импульсов состоит из широтно-импульс ного модулятора 14, элемента ИЛИ 15 и усилителя 16. Якорь электродвигателя 2 через ключевой элемент 3 подключен к источнику 4 1штания постоянного тока, в цеди которого последовательно с дуговым прстежутком включен датчик 5 тока сварки, выход Которого через фильтр 9 соединен с первьм входом сумматора 10..Выход задатчика 8 тока соединен с вторьм входом сумматора 10, Датчик 11 момента коротких замыканий включён параллельно дуговому промежутку. Выход сумматора 10 и выход датчика 1t момента коротких замыканий подключены к соответствующим входам компаратора 12, выход которого через ждущий мультивибратор 13 подключен к второму входу блока 7 формирования управляющих импульсов, к первому входу которого подклю чен задатчик б напряжения, а выход 0 7 соединен с управляющим электродом ключевого элемента 3. Устройство работает следующим образом. Напряжение источника 4 питания постоянного тока приложено через датчик 5 тока сварки к дуговому промежутку и через ключевой элемент 3 - к якорю электродвигателя 2 механизма 1 подачи электродной проволоки. Электродвигатель 2 вращается, обеспечивая подачу электродной проволоки с заданной скоростью для сварки металла при токе Л и напряжении и (фиг. 3, диагр. 1 и 2) на протяжении времени 0-tj. Изменение величины тока сварки фиксируется датчиком 5 тока сварки. Сигнал, пропорщюнальный току сварки, через фильтр 9 поступает на первый вход сумматора 10 (фиг, 3, диагр, 3), На второй вход сумматора 10 подается сигнал, пропорциональный мини- . мальному рабочему току.сварки, меньшему среднего значения тока дуги (фиг. 3, диагр, 4). Так как перенос металла в сварочную ванну происходит с регулярными короткими замыканиями, то на.выходе датчика 11 момента ко-, ротких замыканий напряжение равно нулю (фиг. 3, диагр. 5), На выходе компаратора 12 напряжение положительное (фиг. 3, диагр, 6). Такая полярность напряжения не запускает ждущий мультивибратор 13, I . При переносе эЛектрододержателя дуга растягивается (или обрьгоается) и ток уменьшается (фиг. 3, интервал titg). Электрод не плавится и напряжение на выходе датчика 5 тока сварки становится меньше напряжения на выходе задатчика 8 тока, что вызывает изменение полярности сигнала на выходе сумматора 10. На выходе датчика момента 11 коротких замыканий появляется напряжение. Это приводит к тому, что выходное напряжение компаратора 12 изменяет знак. Ждущий мультивибратор 13 запускается и на его выходе появляется импульс (фиг. 3, диагр. 7), который поступает на второй вход блока 7 формирования управляницих импульсов. Ключевой элемент 3 запирается. Электродвигатель 2 останавливается и скорость подачи проволоки уменьшается до нуля. лок 7 работает следукхцим обраэом. На выход широтно-и14пульсного модулятора 14 от задатчика 6 поступает задающее напряжение. Модулятор преобразует его в импульсы, кото|рые следуют с постоянной частотой и длительностью, пропорциональной заданщему напряжению. Эти ттупъсы поступают на первый вход схемы ИЛИ 1 Второй вход этой схемы подключен к выходу ждущего мультивибратора 13 Бели на выходе ждущего мультивибратора отсутствует напряжение, то схема 15 пропускает импульсы широтноимпульсного модулятора 1А. После схемы 15 они поступают на вход усиГ
лителя 16. Выходные импульсы усилителя 16 включают ключевой элемент 3. Электродвигатель 2 будет вращать ся со скоростью, пропорциональной задающему напряжению задатчика 6. Если на выходе ждущего мультивибратора появился импульс, то схема 15 перестанет пропускать импульсы модулятора 14, ключевой элемент 3 будет находиться все время в запертом состоянии и электродвигатель 2 не будет подавать проволоку.. Таким образом, во время переноса э тектрододержателя тфоволока не подается. При возбуждении дуги не происходит взрыв увеличенного выпета проволоки.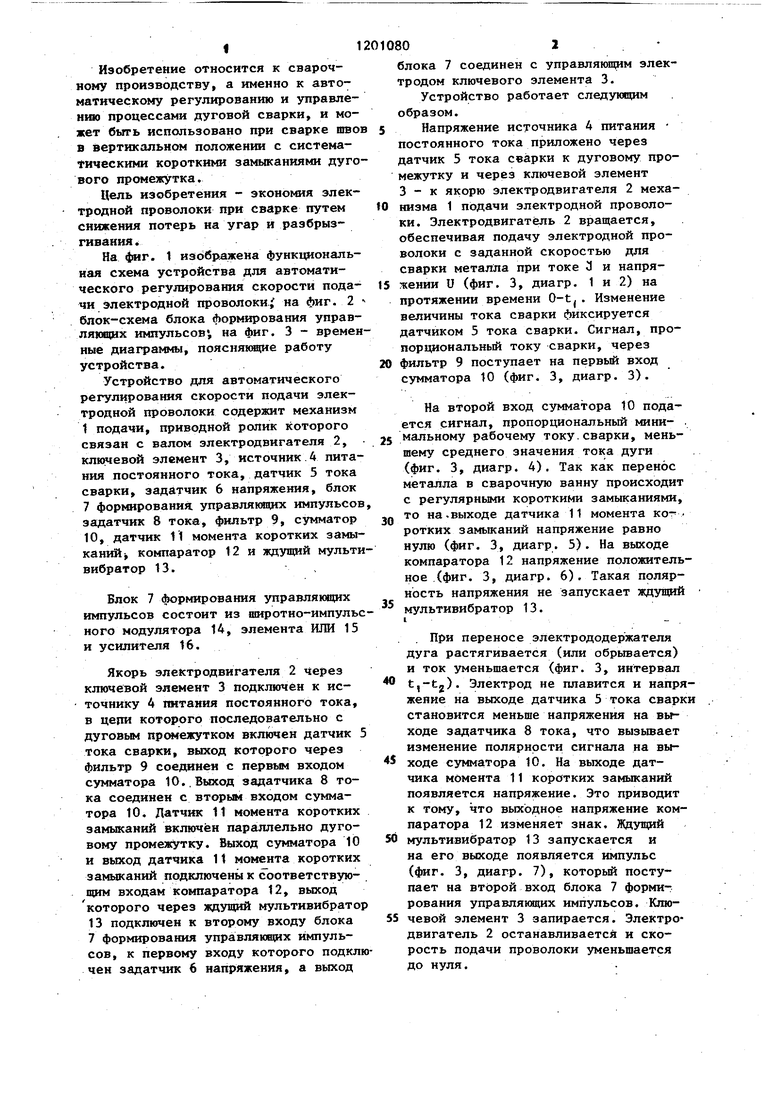

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1981 |
|
SU988486A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ, УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ ДУГИ И УСТРОЙСТВО ЗАЩИТЫ ОТ ПЕРЕГРУЗКИ ПО ТОКУ | 1994 |
|
RU2066605C1 |
| Источник питания для механизированной дуговой сварки | 1986 |
|
SU1393563A1 |
| Способ регулирования выходного напряжения многоканального импульсного преобразователя | 1984 |
|
SU1288852A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1061951A1 |
| Полуавтомат для сварки плавящимся электродом | 1989 |
|
SU1639908A1 |
| Устройство управления электроприводом подачи электродной проволоки | 1988 |
|
SU1606279A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИГАТЕЛЕМ ПРИВОДА ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2001 |
|
RU2205095C2 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ОДНОФАЗНЫМ АСИНХРОННЫМ ЭЛЕКТРОДВИГАТЕЛЕМ | 2013 |
|
RU2542717C2 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ СКОРОСТИ ПОДАЧИ .ЭЛЕКТРОДНОЙ ПРОВОЛОКИ, содержащее механизм подачи с электродвигателем, якорь которого подключен через ключевой элемент к источнику питания постоянного тока, к которому . .подключен датчик тока сварки, задатчик напряжения соединен с первьм входом блока формирования управления импульсов, выходы которого соединены с входами ключевого элемента, отличающееся тем, что, с целью экономии электродной проволоки при сварке путем снижения потерь на угар и разбрызгивания, в него введены датчик момента коротких замыканий, задатчик тока и последовательно соединенные фильтр, сумматор, компаратор и ждущий мультивибратор, при этом выход последнего соединен с вторым входом блока формиротвания управляющих импульсов, второй вход компаратора соединен с выходом датчика момента коротких замыканий, первый и второй входы которого соеСО динены соответственно с первым выходом датчика тока сварки и выходом источника питания постоянного тока, вькод задатчика тока соединен с вторым входом сумматора, вход фильтра с вторым выходом датчика тока сварки.
(риг 2
| Автоматизированный электропривод подачи электродной проволоки для дуговой сварки | 1980 |
|
SU946838A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для автоматического регулирования скорости подачи электродной проволоки | 1977 |
|
SU625862A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
