Изобретение относится к области сварки, в частности к применению плазменно-дуговой установки для нагрева углеродсодержащих материалов, и может быть использовано в цветной металлургии для электролитического получения магния, в частности как электроконтактный узел для присоединения углеродсодержащего блока (электрода) с помощью электроконтактных пробок к шинопроводу тока.
Известна установка плазменно-дуговой сварки (кн. Дуговая сварка в защитных газах. - В.И.Оботуров. - М.: Стройиздат, 1989, с.7-74), включающая источник питания сварочной дуги, плазменную горелку - плазмотрон, к которому подводят защитный газ и воду для охлаждения, которая последовательно охлаждает верхний корпус плазмотрона и через кабель, подводящий сварочный ток, идет на слив.
Недостатком данной установки является то, что она предназначена для сваривания изделий плазменно-дуговым методом и не может быть использована для разогрева углеродсодержащего материала до высоких температур и вваривания в него электроконтактных пробок.
Известна плазменно-дуговая установка для резки обрабатываемых изделий (Патент РФ №2143963, опубл. 10.01.2000), по количеству общих признаков принятая за ближайший аналог-прототип и включающая электрод и сопло с плазменно-дуговым отверстием, которые образуют инициатор плазменной дуги, источник тока для стартового режима и для резательного режима работы, связанный с блоком управления пуском и остановкой работы источника тока. Данная установка позволяет оптимизировать работу как в стартовом, так и в резательном режиме, обладает способностью быстрого перехода дуги, позволяет работать в центральном диапазоне для каждого рабочего режима и не требует применения дополнительных устройств - источников тока.
Недостатком такой плазменно-дуговой установки является то, что она не может быть использована для нагрева углеродсодержащего материала для вваривания электроконтактных пробок, так как для этого требуется более высокий ток, учет времени стартового режима и режима разогрева.
Технический результат направлен на расширение возможностей плазменно-дуговой установки в качестве нагревателя высоких температур углеродсодержащего материала для вваривания электроконтактных пробок. Это позволяет создать надежное и прочное электроконтактное соединение углеродсодержащего материала с шинопроводом, что значительно увеличит срок службы работы электролизера для электролитического получения магния.
Технический результат достигается тем, что предложена плазменно-дуговая установка для нагрева углеродсодержащего материала, содержащая источник тока для создания стартового режима и режима работы установки, инициатор плазменной дуги, блок регулирования тока с регулятором начального тока и блок управления пуском и остановкой работы источника тока, генератор линейного пилообразного напряжения с регулятором скорости нарастания пилообразного напряжения, регулятор времени появления начального тока с таймером и регулятор времени нарастания тока нагрева со вторым таймером, при этом таймеры связаны между собой, вход первого таймера соединен с блоком управления пуском и остановкой работы источника тока, выходы первого и второго таймеров соединены с генератором линейного пилообразного напряжения, выход которого соединен с блоком регулирования тока.
Предложенная плазменно-дуговая установка позволяет решить вопрос нагрева углеродсодержащего материала для вваривания электроконтактных пробок, используемых в качестве электроконтактного узла для присоединения электродного блока к шинопроводу для электролитического получения магния. Снабжение установки регулятором времени появления начального тока с таймером необходимо для точной установки инициатора плазменной дуги над местом нагрева и подачи команды готовности регулятору времени нарастания тока нагрева с таймером. Регулятор времени нарастания тока нагрева со вторым таймером позволяют регулировать и фиксировать установленную величину сварочного тока и тем самым повысить надежность и долговечность работы инициатора плазменной дуги.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными (идентичными) всем существенным признакам изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволило установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленной плазменно-дуговой установке для нагрева углеродсодержащего материала, изложенных в пунктах формулы изобретения.
Следовательно, заявленное изобретение соответствует условию "новизна"
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленной установки. В результате поиска не было обнаружено новых источников и заявленные объекты не вытекают явным образом для специалиста, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований для достижения технического результата. Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
На чертеже изображена в виде схемы плазменно-дуговая установка для нагрева до высоких температур углеродсодержащего материала, например углеродсодержащего блока, для вваривания в него электроконтактных пробок, в состав которой входит источник 1 тока, инициатор плазменной дуги 2, блок 3 управления пуском и остановкой работы источника тока, блок регулирования тока 4, регулятор времени появления начального тока 5 с таймером 6, регулятор времени нарастания тока нагрева 7 с таймером 8, при этом таймеры связаны между собой проводом 9, генератор 10 линейного пилообразного напряжения, вход которого связан с выходами таймеров, а выход - с регулятором тока. Дополнительно на схеме обозначены регулятор скорости нарастания пилообразного напряжения 11, пусковая кнопка 12, размещенная на инициаторе плазменной дуги, углеродсодержащий блок 13, регулятор начального тока 14.
Пример работы установки
Для подготовки установки к работе ее подключают к сети 380 В (80 А), предварительно соединив проводом источник 1 тока типа КИУ-701 с инициатором плазменной дуги 2, в качестве которого используют разновидность плазмотрона - дуготрон. Блок 3 регулирования тока подключают к сети 220 В и кабелями управления через пусковую кнопку 12 инициатора плазменной дуги 2 соединяют с источником тока 1. Лампочки на приборных панелях источника тока и блока 3 управления пуском и остановкой работы источника тока при их свечении сигнализируют о готовности установки к выполнению цикла работы. Пуск установки производят пусковой кнопкой 12, команда от которой передается блоку 3, который выдает команды на запуск таймера 6 и включение блока регулирования тока 4. Таймер 6 начинает отсчет времени, величина которого в пределах 2...4 с предварительно устанавливается регулятором времени появления начального тока 5. Начальное значение тока (160...180 А) устанавливается регулятором начального тока 14. Это время необходимо для точной установки инициатора плазменной дуги 2 (дуготрона) над местом нагрева и предотвращения и подготовки сварщиком средств защиты от действия излучения дуги. По истечении времени, определенного регулятором 5, таймер 6 выдает команды на включение генератора 10 и таймера 8. В этот период производят возбуждение дуги. Генератор 10 линейного пилообразного напряжения при нарастании на его выходе напряжения повышает напряжение управления на входе блока регулирования тока 4, который, регулируя источник 1, соответственно повышает ток дуги. По истечении времени, заданного регулятором 7 времени нарастания (3...6 с), таймер 8 выдает команду генератору 10 на прекращение нарастания линейного пилообразного напряжения, а следовательно, на фиксацию установленной величины сварочного тока. Дополнительное регулирование времени выхода установки на необходимый режим работы осуществляется регулятором 11 скорости нарстания пилообразного напряжения. Режим нарастания тока плазменной дуги необходим для повышения надежности и долговечности работы элементов инициатора плазменной дуги 2 (оксидный катод). При нарастании тока дуги инициатор плазменной дуги 2 отводят от углеродсодержащего блока 13. Дугу растягивают до величины 70-120 мм, расширяя зону нагрева. Идет процесс нагрева блока 13 током установленного значения с последующим ввариванием электроконтактных пробок. Разогрев производят до температуры 1750-1800°С. Отверстие заполняют специальным сплавом (на основе алюминия или железа), устанавливают в него пучек проводников, затем углеродсодержащий блок 13 охлаждают и присоединяют к алюминиевому шинопроводу. Отключение сварочного тока производят в зависимости от настройки блока 3 или отпусканием пусковой кнопки 12 или ее повторном нажатием. При этом в последнем варианте сварка идет без удержания пусковой кнопки 12, что создает удобства работы оператора.
В качестве источника сварочного тока применен тиристорный выпрямитель с падающей вольт-амперной характеристикой с регулятором в виде системы импульсно-фазового регулирования (СИФУ).
Таким образом, плазменно-дуговая установка позволяет использовать ее в качестве нагревателя до высоких температур углеродсодержащего материала для вваривания электроконтактных пробок с соблюдением безопасных условий работы оператора и увеличением срока службы инициатора сварочной дуги. Это позволяет создать надежное и прочное электроконтактное соединение углеродсодержащего материала с шинопроводом, что существенно увеличивает срок службы работы электролизера для электролитического получения магния.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОКОНТАКТНОЕ СОЕДИНЕНИЕ МАГНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2290456C1 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА ТОКА К АНОДАМ МАГНИЕВОГО ЭЛЕКТРОЛИЗЕРА И СПОСОБ ЕГО МОНТАЖА | 2004 |
|
RU2273684C1 |
| Система питания для многопостовой дуговой сварки | 1981 |
|
SU998036A1 |
| Устройство для управления процессом сварки переменным током неплавящимся электродом | 1984 |
|
SU1224117A1 |
| Способ управления агрегатом питания электрофильтра | 1989 |
|
SU1699613A1 |
| Устройство для запуска и питания плазменно-дуговой установки | 1986 |
|
SU1391820A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| СПОСОБ ОБРАЗОВАНИЯ ЛИТЫХ ЭЛЕКТРОКОНТАКТНЫХ ПРОБОК | 2008 |
|
RU2385976C2 |
| Устройство для зажигания и питания плазменной дуги | 1987 |
|
SU1505701A1 |
Изобретение относится к области сварки, в частности к плазменно-дуговой установке для нагрева углеродсодержащего материала, и может быть использовано в цветной металлургии для электролитического получения магния. Установка содержит источник тока для создания стартового режима и режима работы установки, инициатор плазменной дуги, блок регулирования тока с регулятором начального тока и блок управления пуском и остановкой работы источника тока, генератор линейного пилообразного напряжения с регулятором скорости нарастания пилообразного напряжения, регулятор времени появления начального тока с таймером и регулятор времени нарастания тока нагрева со вторым таймером. Таймеры связаны между собой. Вход первого таймера соединен с блоком управления пуском и остановкой работы источника тока. Выходы первого и второго таймеров соединены с генератором линейного пилообразного напряжения, выход которого соединен с блоком регулирования тока. Технический результат заключается в расширении возможностей плазменно-дуговой установки путем ее использования для вваривания электроконтактных пробок электролизера, что позволяет создать надежное и прочное электроконтактное соединение углеродсодержащего материала с шинопроводом, что в свою очередь значительно увеличит срок службы работы электролизера для электролитического получения магния. 1 ил.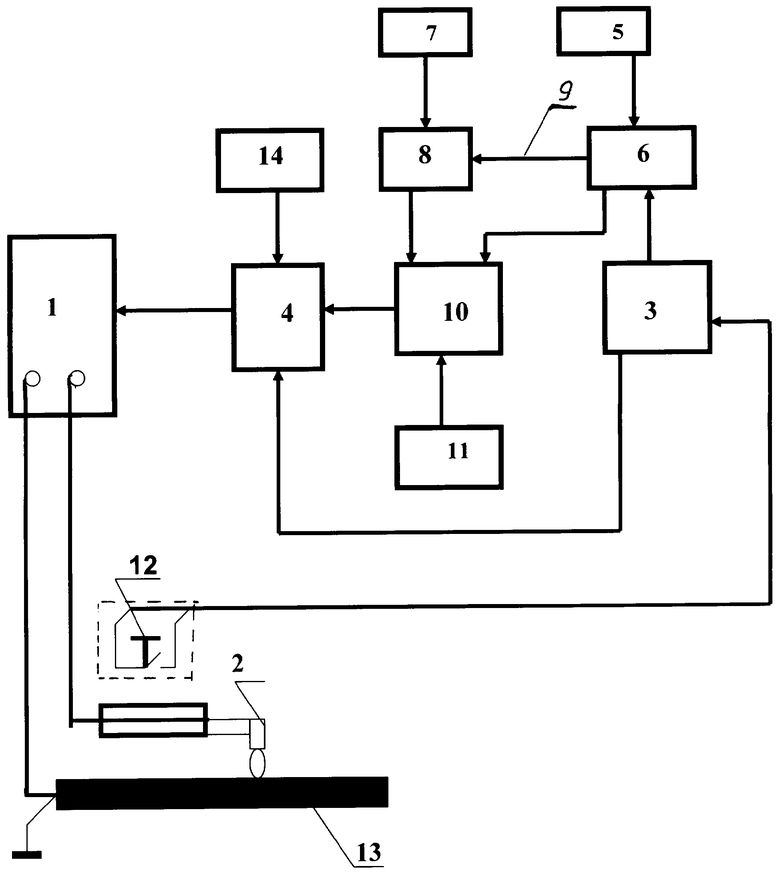
Плазменно-дуговая установка для нагрева углеродсодержащего материала, содержащая источник тока для создания стартового режима и режима работы установки, инициатор плазменной дуги, блок регулирования тока с регулятором начального тока и блок управления пуском и остановкой работы источника тока, генератор линейного пилообразного напряжения с регулятором скорости нарастания пилообразного напряжения, регулятор времени появления начального тока с таймером и регулятор времени нарастания тока нагрева со вторым таймером, при этом таймеры связаны между собой, вход первого таймера соединен с блоком управления пуском и остановкой работы источника тока, выходы первого и второго таймеров соединены с генератором линейного пилообразного напряжения, выход которого соединен с блоком регулирования тока.
| ПЛАЗМЕННАЯ СИСТЕМА И СПОСОБ ЕЕ РАБОТЫ | 1998 |
|
RU2143963C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ДЛЯ ПИТАНИЯ ПЛАЗМОТРОНА | 1991 |
|
RU2022736C1 |
| ГОРЕЛКА ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ ОБРАБОТКИ (ВАРИАНТЫ) И СПОСОБ ЕЕ ИСПЫТАНИЙ ПЕРЕД ЕЕ ВКЛЮЧЕНИЕМ | 1996 |
|
RU2119852C1 |
| Установка для плазменной обработки изделий | 1990 |
|
SU1731526A1 |
| Устройство для запуска и питания плазменно-дуговой установки | 1989 |
|
SU1676767A1 |
| Устройство для плазменной обработки | 1988 |
|
SU1646743A1 |

