Изобретение относится К сварочному роизводству, а именно к оборудоваию для сварки непларящимся электроом в среде защитных газов, в том исле для плазменной сварки алюминиеых сплавов, . ...
Целью изобретения является повыение качества свар ного соединения за счет расширения диапазона плавного регулирования сварочного тока и лавного нарастания и спада сварочного тока.
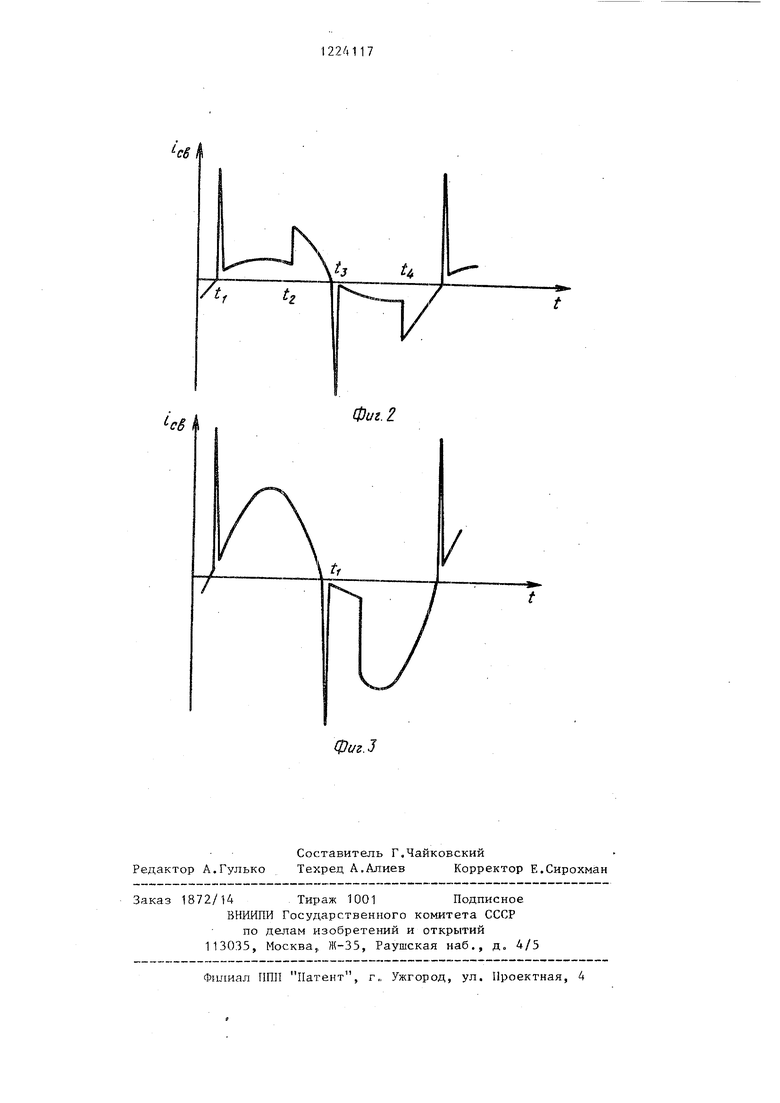
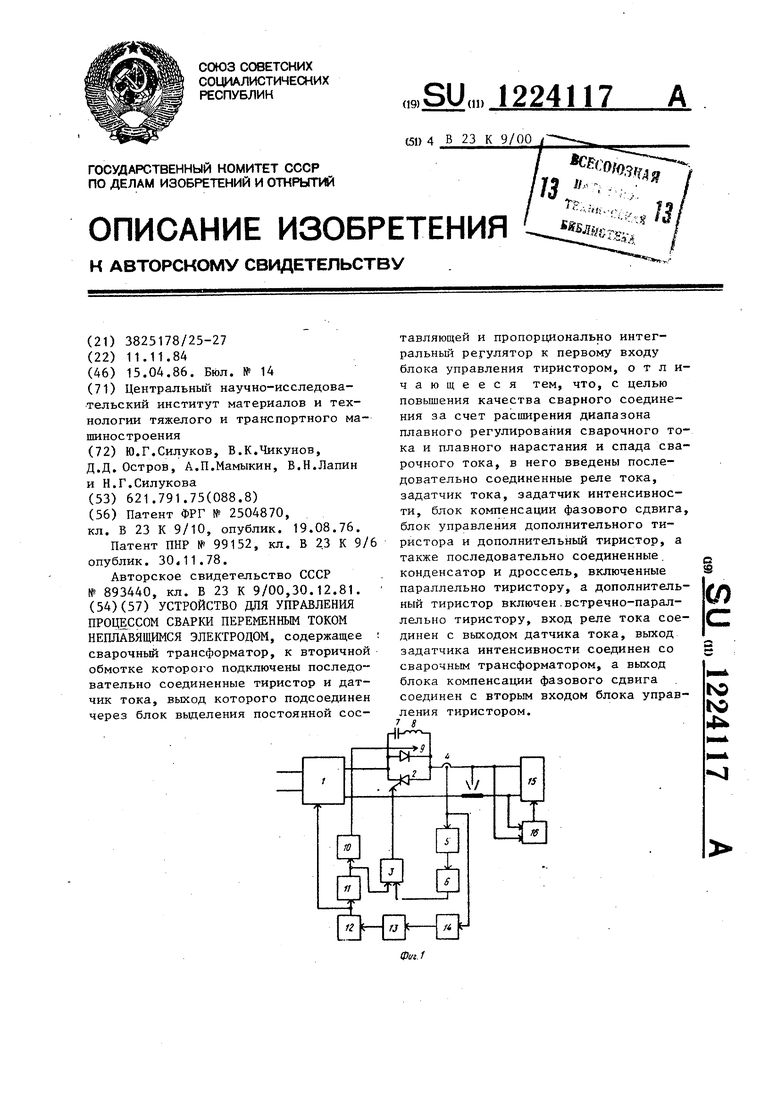
На фиг, 1 представлена структурная схема устройства; на фиг,, 2 - осциллограмма сварочного тока после возбуждения дуги| на фиг. 3 - то же, в установившемся рабочем режиме.
Устройство для управления процессом сварки переменным током неплавящимся злектродЬЫ содержит сварочный трансформатор 1 с шунтом подмаг- ничивания. Последовательно с вторичной обмоткой трансформатора 1 включен тиристор 2. с блоком 3 управления и датчик 4 тока,; Блок 5 вьщеления постоянной составляющей соединен своим входом с датчиком 4 тока, а выходом через пи-регулятор 6 подключен к -схеме 3 управления тиристором. Последовательно соединенные конденсатор 7 и дроссель 8 включены параллельно тиристору 2, Дополнительньш тиристор 9 включен встречно-параллельно тиристору 2, а управляющий- вход, дополнительного тиристора 9 включен на выход блока 19 управления дополнительным тиристор ом.
Вход блока 10 управления дополнительного тиристора и вход схемы 3 управления тиристора подключены к выходу блока 11 компенсаций фазовр- г о сдвига, вход которого соединен с выходом задатчика 12 интенсивности,, который подключен к входу управления сварочным .трансформатором 1. Вход задатчика 12 интенсивности подключен через блок 13 задания тока и реле тока 14 к датчику 4 тока. Выход стабилизатора 15 дуги подключен к дуго- ному промежутку, вход через блок 16 задержки также подключен к дуговому промежутку.
Устройство для сварки переменном - током работает следующим образом, При пуске блок 13 задания тока формирует с-игнал управления, соответствующий сварочному току, В с.оот- ветствии с этим сигналом задатчик
0
5
0
5
0
5
0
5
12 интенсивности подает напряжение управления через блок 11 компенсации фазового сдвига на -блоки 3 и 10 уп- , равления тиристорами, и тиристоры 2 и 9 открываются с некоторьпч углом, обеспечивающим протекание. нача.пьно- го сварочного тока. Одновременно стабилизатор 15 дуги начинает генерировать импульсы повышенного напряжения в моменты перехода.через нуль напряжения на дуге с Синхронизация работы стабилизатора осуществляется от напряжения на дуговом промежутке,, которое через блок задержки 16 подается с запаздыванием (0,5-0,75) от-, носительно момента перехода напряжения через нуль на вход стабилизатора М5 дуги, обеспечивая стабильное го- . рение дуги. Как только появляется .сварочный ток, срабатьгоает реле тока 14 и блок 13 задания тока меняет сигнал управления на сигнал, соответст- ре1бочему току, Задатчик 12 интенсивности плавно .изменяет напряжение управления. Темп изменения напряжения выбирается сварщиком в зависимости от рабочего тока и толщины свариваемых изделий, В соответствии с изменяющимся напряжением.на выходе за,цатчика 12 интенсивности изменяется угол открытия тиристоров 2 и 9. Блок 11 фазового сдвига обеспечивает плавное изменение сварочного тока при изменении управляющего .напряжения с задатчика 12 интенсиврости. Блок 11 компенсации фазового сдвига .настраивается так, чтобы компенсировать нелинейную зависимость-выходного напряжения тиристорного регулятора от угла открытия тиристоров и с учетом фазового сдвига между напряжением и током. До момента открытия тиристоров сварочный .ток течет через конденсатор 7 и дроссель 8, обеспечивая устойчивое горение дуги при малых углах проводимости тиристоров, благодаря отсутствию бестоковых пауз (фиг, 2),. Когда, тиристоры 2 и 9 полностью открыты, дальнейшее изменение напряжения на выходе задатчика 12 интенсивности вызывает изменение то-. ка шув;та подмагничивания трансформатора 1, а следовательно, и сварочного тока, .
При появлении постоянной составляющей в сварочном Токе на выходе 5 выделения постоянной составляющей появляется напряжение, которое через ПИ-регулятор подается на второй вход блока 3 управления тирис- TQpoM, и на тиристоре 2 угол открытия меняется так, что обеспечивается отсутствие постоянной составляющей 5 в сварочном токе (фиг, 3).
В конце сварки блок 13 задания тока по сигналу реле тока 14 формирует сигнал управления, соответствующий : нулевому току, и задатчик 12 интенсив- ности изменяет напряжение управления, обеспечивая уменьшение сварочного тока сначала за счет изменения тока подмагничивания шунта трансформатора 1, а затем з а счет изменения угла 5 открытия тиристоров 2 и 9. Темп уменьшения сварочного тока задается сварпщкомо
При апробировании на установке для плазменной сварки предлагаемое 20 устройство функционировало нормально и показало высокую надежность в ра боте. При этом при возбуждении дуги I
устройство обеспечивало плавное нарастание сварочного тока от 30 А до рабочего значения.
В моментt( ti) через 0,5 мс относительно момента перехода напряжения на дуге (и тока) через ноль (фиг. 2) стаб1-шизатор 15 дуги гене- 30 рирует импульсы повьшзенного напряжения, обеспечивая стабильное зажигание дуги в каждый полупериод при напряжении холостого хода не вьппе 70 В. С момента t,(t3) по момент 35 t (t ) сварочный ток протекает через конде нсатор 7 и дроссель 8, обеспе- чивая устойчивую работу устройства при малых сварочных токах благодаря отсутствию бестоковых пауз между ра- 40 ботой тиристоров. В момент tj(-tj) включается тиристор 9 (2), обеспечивая величину начального сварочного тока 30 А. Затем происходит плавное изменение угла открытия тиристоров, 45 так как изменение момента t(t) включения тиристоров происходит до тех пор, пока тиристоры не будут полностью открыты.
После этого сварочный ток меняет- 50 ся за счет изменения тока шунта подмагничивания трансформатора. Таким образом, обеспечивался диапазон плавного регулирования тока от 30 до 630 А. Начальньм ток и значение сва- 55 рочного тока могли быть установлены любые в этом диапазоне.
В установившемся рабочем режиме (фиг. 3) тиристор 9 полностью открыт,, а тиристор 2 включается в момент t , обеспечивая таким образом компенсацию постоянной составляющей сварочно-. го тока. Момент t определяется напряжением управления, поступающим с пи-регулятора 6 на вход блока управления 3.
Диапазон регулирования времени нарастания сварочного тока составлял от О до 20 с. Плавное нарастание сварочного тока предотвратило выплескивание металла из сварочной ванны в начале сварки и попадание его на вольфрамовьй электрод и, следовательно, его интенсивный износ. Практически прекратился режим двойного дугообразования, благодаря чему уменьшился износ электрода и сопла. Все это позволило увеличить ресурс работы вольфрамового электрода до перезаточки до 8 ч, а ресурс работы сопла - до 24 ч. Кроме того, отсутствие режима двойного дугообразования исключило попадание вольфрама с электрода в сварочный шов, что улучшило качество сварочного соединения.
В конце сварки сварочный ток плавно уменьшается от рабочего значения
до 30 А. Сначала сварочный ток меня «
ется за счет изменения тока шунта подмагничивания трансформатора, а затем - за счет изменения момента включения тиристоров 2 и 9 аналогично нарастанию тока при пуске.
Диапазон регулирования времени заварки кратера составлял от О до 20 с. Это позволило улучшить формирование шва в конце с варки, благодаря чему отпала необходимость в последующей заварке дефектов, что важно при сваре кольцевых швов.
Таким образом, больш- ч диапазон регулирования тока (от 30 до 630 А), плавное регулирование тока в начале и конце сварки существенно расширили технологические возможности устройст- ва по сравнений) с прототипом, а ввеение стабилизатора дуги позволило повысить устойчивость горения дуги и. стабил ность процесса сварки, а таке снизить напряжение холостого хоа сварочного трансформатора до 70 В, то повышает безопасность работы.
Фиг.З
Редактор А.Гулько
Составитель Г.Чайковский
Техред А,Ал:иев Корректор Е.Сирохман
1872/14 Тираж 1001 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-35, Раушская наб., д„ 4/5
Ф И1иал ППП Патент, г„ Ужгород, ул. Проектная, 4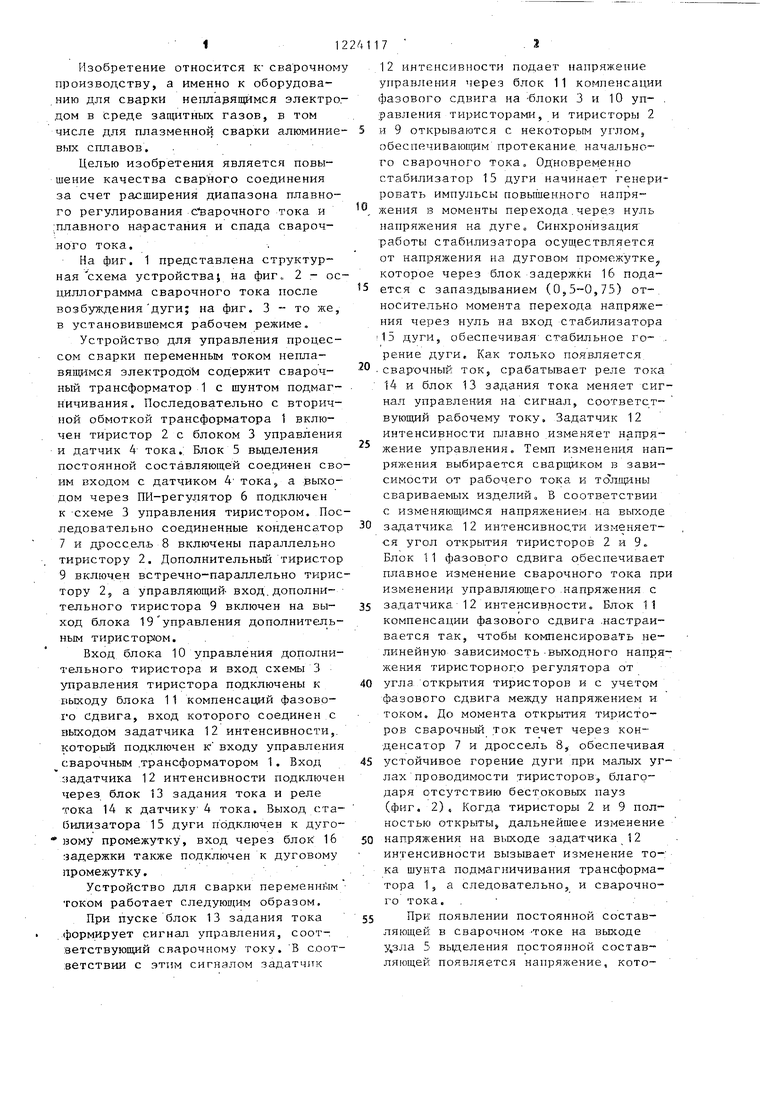
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для электродуговой сварки | 1987 |
|
SU1480991A1 |
| Способ аргонно-дуговой сварки асимметричным током неплавящимся электродом алюминия и его сплавов и устройство для его осуществления | 1988 |
|
SU1694360A1 |
| Источник типания для дуговой сварки | 1969 |
|
SU446163A1 |
| Сварочный выпрямитель | 1984 |
|
SU1171245A1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| Устройство для дуговой сварки переменным током | 1985 |
|
SU1299725A1 |
| Устройство для стабилизации сварочного тока при сварке постоянным током с периодическими короткими замыканиями | 1981 |
|
SU1087282A1 |
| Устройство для питания сварочной дуги и управления процессом сварки | 1983 |
|
SU1178557A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ КОНТАКТНОЙ СВАРКИ | 2008 |
|
RU2389590C2 |
| Источник питания сварочной дуги | 1986 |
|
SU1333495A1 |