Изобретение относится к устройству для сборки, регулировки и испытания автомобилей.
На автомобильных заводах используются так называемые сборочные линии. Вдоль этих сборочных линий к изготавливаемому автомобилю подают компоненты, собирают их и при необходимости подвергают дальнейшей обработке. Дальнейшая обработка осуществляется людьми или роботами. Непрерывное продвижение изготавливаемых автомобилей на колесах осуществляется в конце сборочных линий посредством пластинчатых конвейеров с цепным, канатным или ременным приводом, или на передвижных платформах, или в висячем положении в транспортной подвеске. Эти пластинчатые конвейеры или установки с передвижными платформами могут быть утоплены в полу, причем они захватывают либо левые, либо правые, либо все колеса автомобиля. При использовании только одного пластинчатого конвейера автомобиль движется тогда на двух других колесах.
Из DE 19911861 С2 известен конвейер для линий окончательной сборки автомобилей с передающим участком с выходной стороны, который присоединяет конвейер к расположенному за ним в направлении транспортировки транспортному тракту, содержащий не только просто и тем самым надежно работающие скребки для мелких деталей, но и образующий также предохранительное устройство, срабатывающее тогда, когда, например, нога движущегося заодно с конвейером рабочего попадает между конвейером и передающим участком.
В DE 19858989 А1 описан сборочный и/или транспортный конвейер для сборки или транспортировки автомобилей, причем предусмотрены соответственно отдельные несущие элементы, каждый из которых установлен с возможностью движения и предназначен для размещения одного автомобиля. Надежность повышается, а затраты на сборку уменьшаются за счет того, что несущие элементы выполнены и расположены друг за другом с возможностью выполнения конвейера в виде бесконечного конвейера.
В DE 20111684 U1 раскрыто устройство для транспортировки автомобилей при окончательной сборке, причем автомобили с надутыми шинами передних и задних колес соответственно на установленных с возможностью синхронного движения по отношению друг к другу транспортерных лентах для шин передних и задних колес имеют соответственно опорные участки, которые, по меньшей мере, частично адаптированы к контуру протекторов, надутых с контрольным давлением шин.
Из DE 4442155 A1 известен способ выполнения окончательной сборки или разборки автомобилей, причем собираемые автомобили соответственно после прохождения одного или двух сборочных участков транспортируют на выше- или нижележащий уровень к следующему сборочному участку.
У установки для окончательной сборки или разборки автомобилей, раскрытой в DE 4309501 A1, вдоль доводочной линии расположен направляющий рельс электрической подвесной дороги, на котором расположены ходовые тележки, причем каждая ходовая тележка через тягу соединена с напольным транспортным средством для транспортировки автомобиля.
Все эти известные транспортные устройства имеют, однако, тот недостаток, что их необходимо закреплять на потолке сборочного цеха и/или они требуют наличия выемок в полу цеха. При закреплении на потолке нередко приходится усиливать статику потолка цеха в зоне подвешивания, что также отнимает много времени и средств, как и выполнение выемок в зоне сборочной линии. Гибкая быстрая переналадка сборочных линий внутри цеха или на другом участке производства при этом невозможна. К тому же у существующих сборочных линий нередко возникает необходимость замены системы в отношении техники транспортировки (например, с напольных конвейеров на подвесные), что требует передающего участка.
Кроме того, возникает та проблема, что у подобных сборочных линий транспортировка автомобиля в висячем положении заканчивается самое позднее перед концом конвейера, где осуществляется конечный контроль автомобилей. Поскольку автоматическая транспортировка автомобиля заканчивается перед зоной конца конвейера, рабочему приходится перевозить автомобили от одного испытательного стенда к другому, что требует большого числа персонала и приводит также к выбросам токсичных веществ, которые следует откачивать. Далее, например, на роликовом испытательном стенде недостаток состоит в том, что шины установлены на автомобиле, поскольку при испытании автомобиля на роликовом испытательном стенде они могут быть повреждены и, следовательно, на роликовом испытательном стенде существуют ограничения в отношении максимальной скорости колес и вида шин (например, запрет на использование зимних шин).
Задачей изобретения является создание устройства для сборки автомобилей, которое выполнено с возможностью установки в ровном цеху в любом месте без изменений на потолке или полу и выполнено транспортабельным.
Эта задача решена согласно изобретению посредством устройства, которое выполнено с возможностью сборки из транспортабельных, соединяемых между собой отдельных модулей, которые выполнены с возможностью установки на ровной поверхности без выемок или потолочной нагрузки, причем устройство содержит транспортно-сборочные устройства для собираемых автомобилей.
Отдельные модули выполнены в виде закрытых, встроенных функциональных узлов, которые стандартизированы и оптимизированы. Их поставляют, по возможности, в сборе и протестированными, а затем через их стандартные сопряжения («места стыковки») соединяют в систему. С помощью подобного устройства можно без конструктивных изменений сборочного цеха (не требуется подвески и тем самым усиления статики потолка или подвешенной стальной конструкции, а следовательно, не требуется выемок) в короткое время собрать сборочную линию из отдельных стандартизированных модулей или проложить такую сборочную линию из одного сборочного цеха в другой (или на большие расстояния, например от одного завода к другому). Следовательно, комплексные и протестированные модули (в отношении электроснабжения, передачи данных, освещения, манипулирования, транспортной техники, оборудования рабочих мест, логистики, устройств управления Andon, приложений типа Poka Yoke) могут быть в кратчайшее время собраны в сборочную линию, или сборочная линия может быть расширена или разделена без необходимости принятия для этого конструктивных мер.
Для этого целесообразно, если отдельные модули имеют величину, обеспечивающую их перевозку также на большие расстояния (перевозка по дорогам). За счет подобной модульной конструкции существенно повышается гибкость производства, и в короткое время из уже предварительно оснащенных отдельных модулей, которые требуется лишь соединить между собой, можно соорудить сборочную линию в любом заводском цеху без специальных требований к статике потолка или наличию выемок иди изменить ее (в случае смены модели).
Создан, следовательно, комплексный модульный завод, который содержит транспортную технику, рабочие участки, конец конвейерной линии, сборку агрегатов, транспортировку и монтаж автомобильных узлов (двери, панели приборов, двигатели, сиденья, передок, колеса и т.д.), а также социальные устройства и логистику. За счет этого реализуется высокая гибкость, поскольку сборочные процессы могут осуществляться последовательно и гибко в соответствии с требованиями к изделиям и отпадают ограничения в отношении транспортной техники (например, при смене модели), ограничения в отношении наличия выемок (например, при «высшем уровне»), а также ограничения в отношении здания (например, касательно статики, потребности в площадях). Также потребность во времени для реализации подобной сборочной линии значительно ниже, поскольку модули поставляются уже предварительно собранными, не требуется предварительного пуска стальной конструкции и планирования или выполнения выемок, отпадают передающие узлы в транспортной технике (только транспортная система), имеет место небольшая комплексность с малым числом сопряжении, вследствие чего достаточно короткого времени планирования. Меньшая комплексность приводит к большей прозрачности, лучшему обзору и лучшей коммуникации без опасения негативных воздействий на качество.
В одном варианте выполнения изобретения предусмотрены средства для соединения проходящих в отдельных модулях питающих линий.
Это дополнительно ускоряет монтаж сборочной линии. Если в результате соединения отдельных модулей соединяются также проходящие в осевом направлении питающие линии (для тока, сжатого воздуха и т.д.), то отпадают и длительное подключение отдельных, расположенных в сборочной линии агрегатов к подобным питающим линиям, и связанные с этим опасности ошибочного или неправильного подключения, а также опасность травматизма этими линиями.
Один предпочтительный вариант выполнения изобретения состоит в том, что транспортное устройство выполнено в виде устройства для транспортировки автомобилей в висячем положении.
При этом средства для висячей транспортировки автомобилей выполнены уже в отдельных модулях, так что отпадает закрепление этих транспортных устройств на потолке цеха.
Согласно изобретению предусмотрено, что устройство содержит участок окончательной сборки.
На участке окончательной сборки на автомобиль устанавливают обычно колеса и проводят, в том числе, функциональные испытания (испытания на ускорение, переключения, торможение, а также световые испытания и т.д.). Это можно реализовать также в пределах устройства согласно изобретению.
В одном предпочтительном варианте выполнения изобретения предусмотрено, что устройство содержит испытательный стенд, причем автомобиль расположен на испытательном стенде в висячем положении, а колеса автомобиля выполнены с возможностью приведения во вращение или с возможностью затормаживания посредством воздействующих сбоку на колеса снабженных электроприводом элементов стенда для испытания на качение, торможение и АБС.
Таким образом, также при транспортировке автомобилей в висячем положении участок окончательной сборки может быть пройден с предусмотренными там функциональными испытаниями, причем к тому же отпадают описанные выше недостатки роликовых испытательных стендов.
Согласно одному варианту выполнения изобретения элементы с электроприводом воздействуют на шины.
Согласно другому варианту выполнения изобретения элементы с электроприводом выполнены с возможностью воздействия на ободы.
Также возможно воздействие элементов с электроприводом на ступицы колес.
Целесообразным является выполнение средств для автоматического осуществления процессов ускорения и торможения.
Предпочтительным является выполнение средств для автоматического осуществления других функциональных испытаний.
Это может быть, например, испытание автомобиля на вибропрочность или световое испытание.
Предпочтительным является выполнение средств для транспортировки готовых автомобилей в висячем положении из сборочного цеха.
При этом целесообразно выполнение ответвления к соседнему рабочему участку.
Средства для висячей транспортировки автомобилей из сборочного цеха имеют то преимущество, что автомобили вслед за окончательной сборкой могут, оставаясь в висячем положении, транспортироваться из сборочного цеха к месту складирования. За счет этого предотвращаются выбросы токсичных веществ за счет запуска и выезда автомобилей из сборочного цеха, и в конце висячей транспортировки может осуществляться упорядоченная автоматизируемая и контролируемая постановка готовых автомобилей. При необходимости в пределах транспортировки в висячем положении быть выполнено также ответвление к соседнему рабочему участку, где устраняются недостатки.
Изобретение поясняется примерами его выполнения.
На чертежах представлено:
фиг.1а: отдельный модуль согласно изобретению, в сечении;
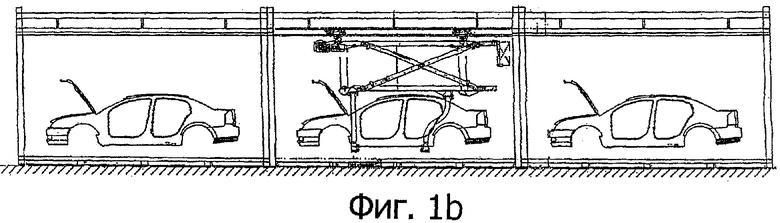
фиг.1b: вид сбоку согласно фиг.1а;
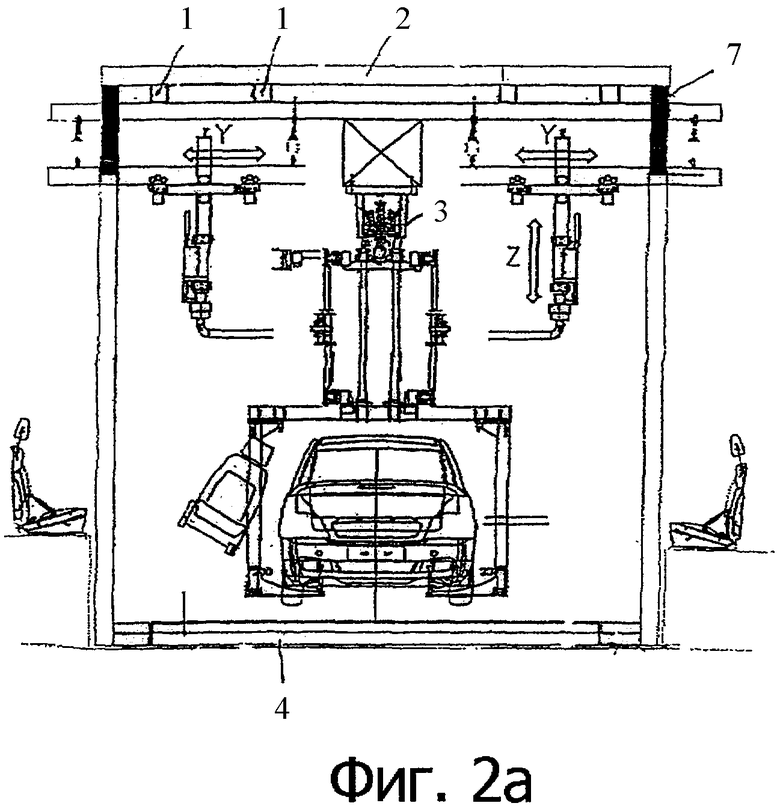
фиг.2а: в сечении отдельный модуль согласно изобретению на участке манипулирования сиденьями с адаптацией по высоте;
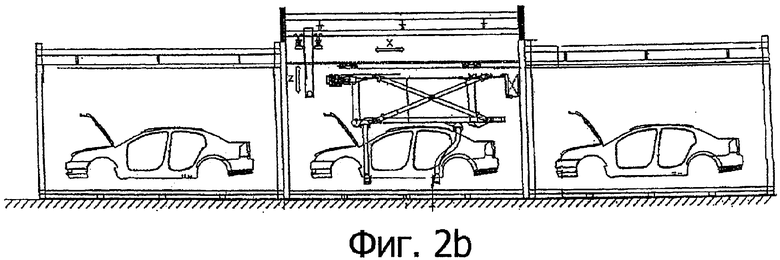
фиг.2b: вид сбоку согласно фиг.2а;
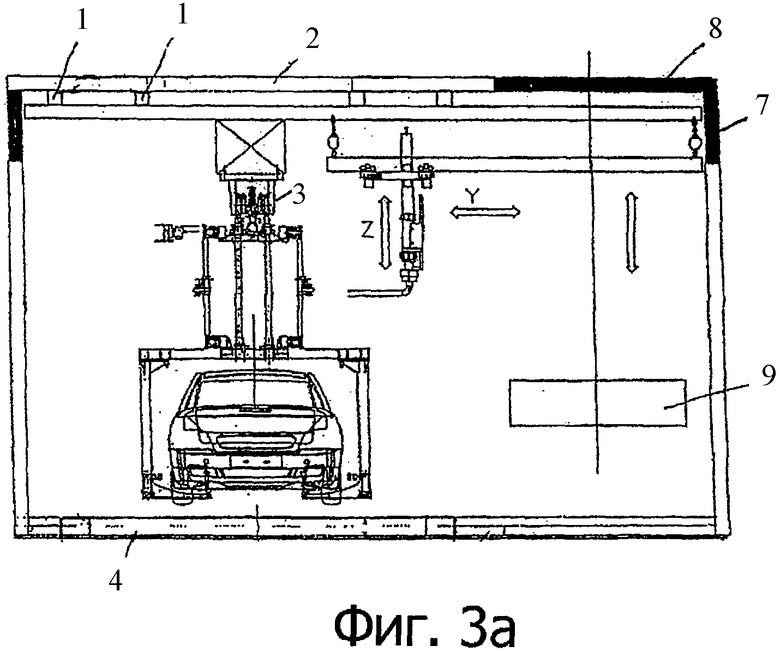
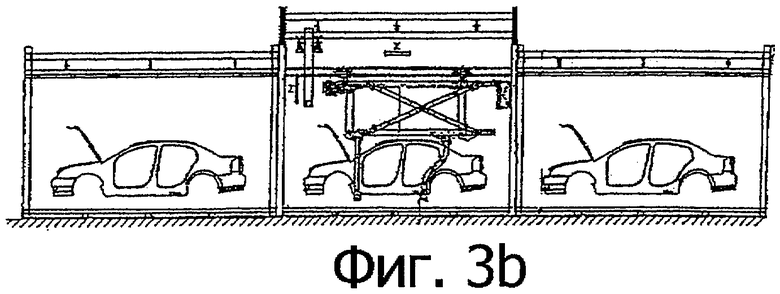
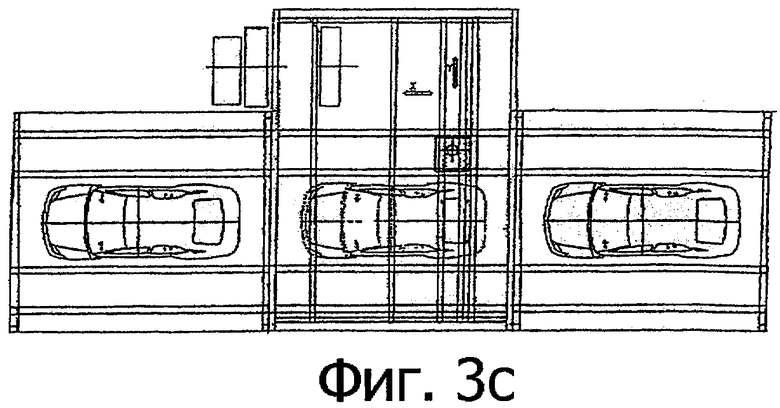
фиг.3а: отдельный модуль согласно изобретению, в сечении с адаптацией по высоте и боковой адаптацией при манипулировании панелью приборов;
фиг.3b: вид сбоку согласно фиг.3а;
фиг.3 с: вид сверху согласно фиг.3а, 3b;
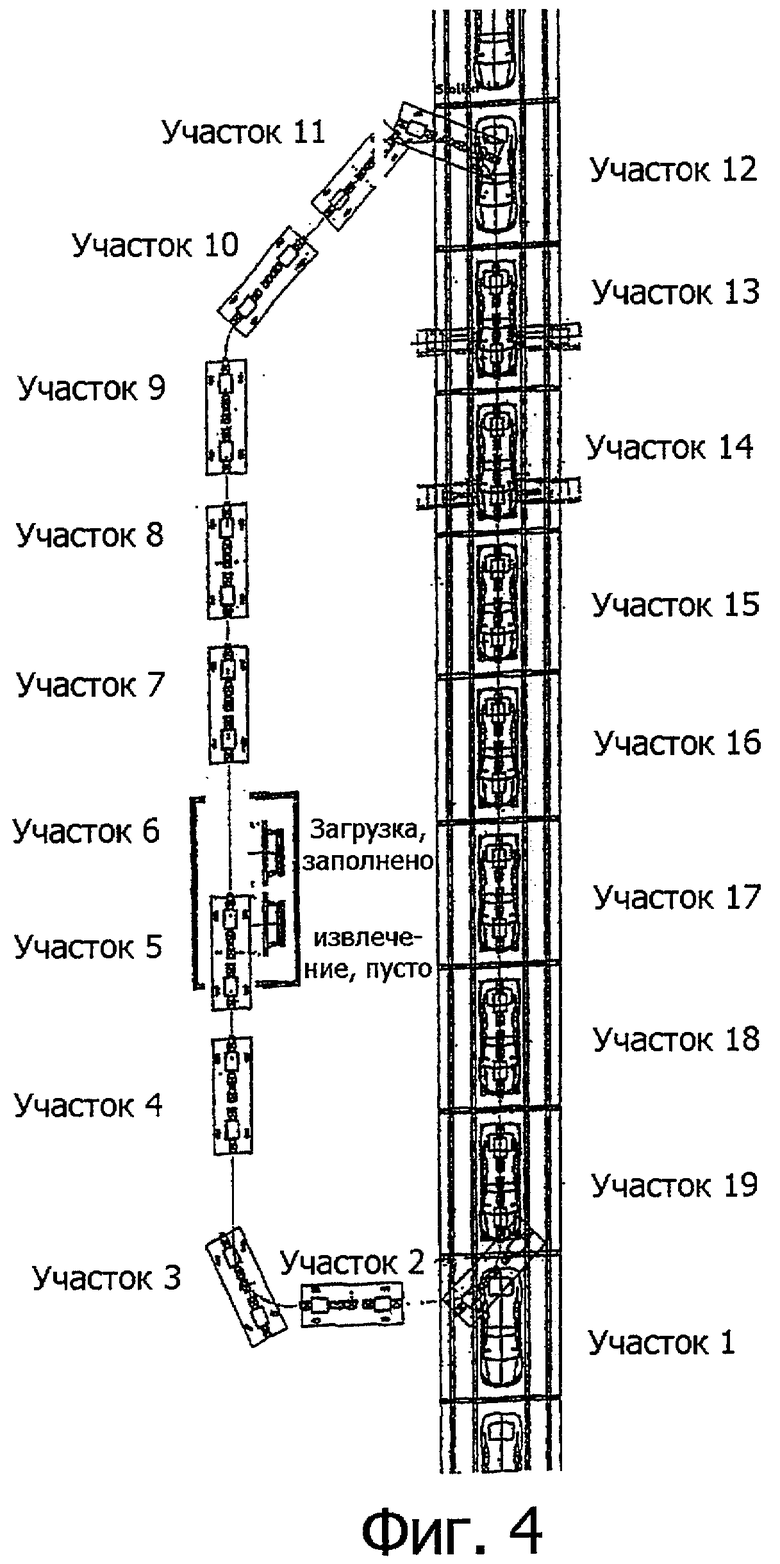
фиг.4: устройство согласно изобретению для сборки агрегатов;
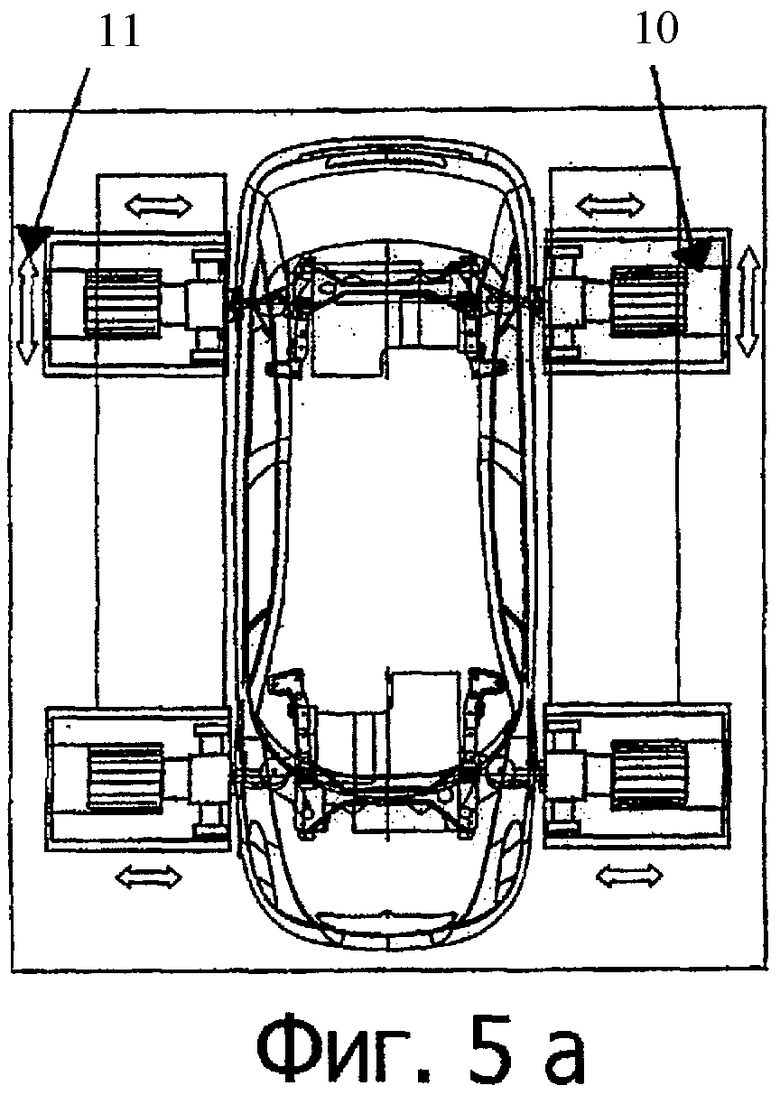
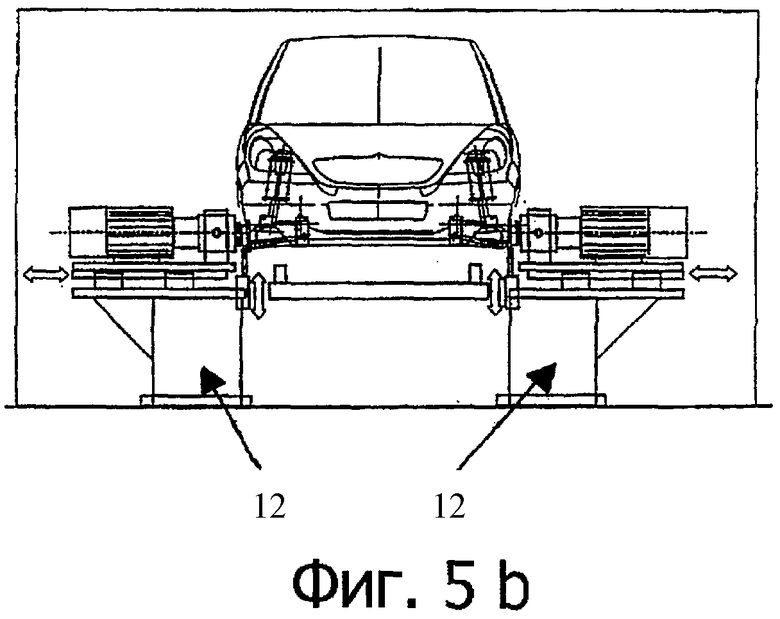
фиг.5а: вид сверху на стенд для испытаний на качение, торможение и АБС в подвеске;
фиг.5b: вид сбоку согласно фиг.5а;
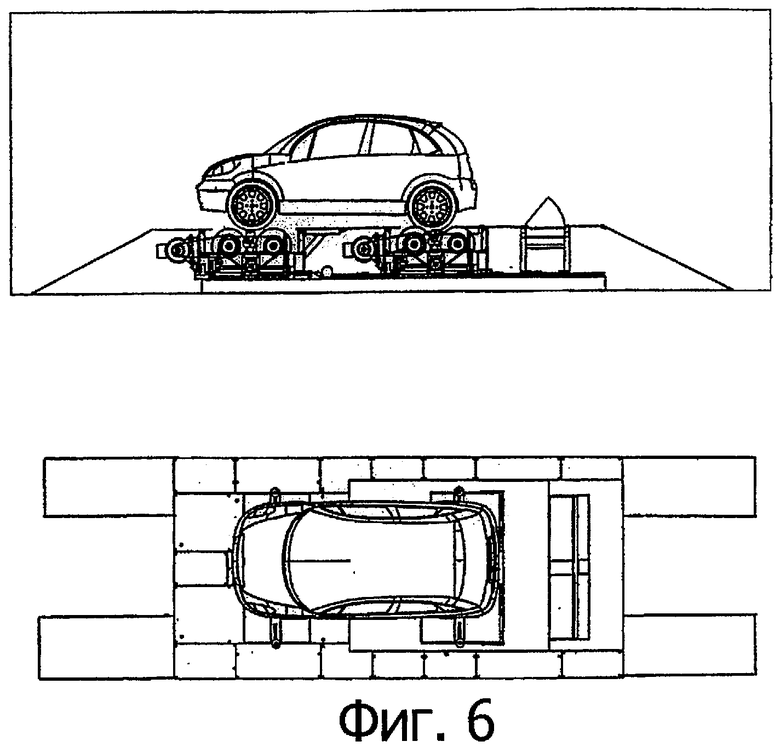
фиг.6: «X-Road" с минимальной конструктивной высотой.
Как представлено на фиг.1а,1b, отдельные модули (модульные «рабочие участки») содержат несущую конструкцию из продольных 1 и поперечных 2 балок, на которой расположены транспортные устройства 3 для собираемого автомобиля и питающие линии, например токовые кабели и кабели передачи данных, пневмоснабжение и прочие устройства, такие как канаты для указателей и рельсы для троллей и пневмоустройства. Для питающих линий, в частности для энергоснабжения, в местах соединения двух отдельных модулей выполнены быстродействующие соединения, которые обеспечивают энергоснабжение от одного отдельного модуля к другому. Таким образом, один из отдельных модулей выполнен с возможностью подключения к питающим линиям в цеху, а через быстродействующие соединения могут снабжаться заодно и другие отдельные модули без необходимости для этого сложного индивидуального подключения всех отдельных модулей. Возможно также подключение отдельных модулей к питающим линиям порознь.
Далее отдельные модули содержат также движущуюся ленту 4 для рабочих или в качестве альтернативы платформу. Предусмотрена возможность подачи материала сбоку в тележках 5 или извлечения его со стеллажей 6.
На фиг.2а, 2b показан отдельный модуль с высотным адаптером 7, посредством которого можно достичь высоты, превышающей нормальную конструктивную высоту. Это может быть достигнуто также за счет сверхдлинных опор.
Соответственно на фиг.3а,3b показан отдельный модуль с высотным адаптером 7 и боковым адаптером 8, посредством которых также может быть достигнута ширина, превышающая нормальную конструктивную ширину.
На фиг.4 представлено устройство согласно изобретению в виде установленных в ряд отдельных модулей для сборки агрегатов, причем отдельные участки обозначены как участки 1-19.
На фиг.5а,5b представлен стенд для испытаний на качение, торможение и АБС в подвеске (при транспортировке автомобиля в висячем положении), причем сбоку снаружи к колесам автомобиля подводятся нагрузочные узлы 10, которые воздействуют на шины, ободы или ступицу колеса, и предусмотрены средства 11 для перемещения колесного стенда. Далее под каждым нагрузочным узлом 10 установлены вибраторы 12, с помощью которых можно создавать вибрирующее движение.
На фиг.6 представлен «X-Road" с минимальной конструктивной высотой.
Изобретения относятся к устройствам для сборки, регулировки и испытания автомобилей и транспортируемому отдельному модулю. Устройство для сборки, регулировки и испытания автомобилей содержит средства для транспортировки в висячем положении предназначенных для сборки, регулировки и испытания автомобилей и средства для транспортировки готовых автомобилей в висячем положении из сборочного цеха, а также сборочные устройства для автомобилей. Транспортно-сборочные устройства выполнены с возможностью сборки из транспортабельных, соединяемых между собой отдельных модулей, которые предназначены для установки на ровной поверхности без выемок или потолочной нагрузки. Достигается возможность создания устройства, которое может быть установлено в ровном цеху в любом месте без изменений на потолке или полу и выполнено транспортабельным. 2 н. и 8 з.п. ф-лы,11 ил.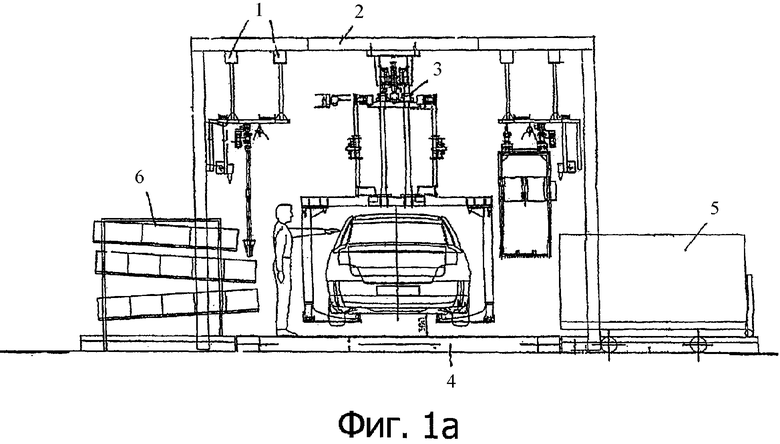
| JP 61021872 А, 30.01.1986 | |||
| Бандаж рабочего колеса осевой турбомашины | 1982 |
|
SU1059222A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СКОРОСТИ ТЕЧЕНИЯ МЕТАЛЛА ВНУТРИ ОЧАГА ДЕФОРМАЦИИ | 0 |
|
SU204279A1 |
| DE 4002414 А1, 01.08.1991 | |||
| US 2001015003 А, 23.08.2001. | |||

