Область техники
Изобретение относится к производственной линии для изготовления автомобилей.
Уровень техники
В области серийного автомобилестроения известны изготовление или сборка автомобилей различных модельных рядов на одной и той же производственной линии. Внутри производственной линии используются, как правило, различные средства транспортировки. Так, обычно кузова транспортируются на тележках, салазках или подвесных тележках, то есть тельферах. Выбор подходящего средства транспортировки зависит от работ, которые должны выполняться на кузове на различных рабочих местах. Так, например, используют тельферы, когда работы производят под кузовом; салазки используют, например, для работ внутри кузова. Тележки часто используют, когда кузова должны транспортироваться от одного до другого рабочего места на большие расстояния.
При изготовлении автомобилей различных модельных рядов может случаться, что они различаются конструкцией своей нижней части кузова и, следовательно, приемными точками для средств транспортировки. Для компенсации различия приемных точек между кузовом и средством транспортировки помещают адаптеры (переходники).
Раскрытие изобретения
Задача изобретения состоит в создании производственной линии для изготовления автомобилей, в которой обеспечивается возможность того, что адаптер (переходник) после его использования на кузове с небольшими затратами подается для нового использования.
В соответствии с изобретением решение задачи достигается за счет признаков, по пункту 1 формулы изобретения. Предпочтительные примеры осуществления изложены в зависимых пунктах.
Основная идея изобретения состоит в том, чтобы в конце производственной линии, когда автомобиль ставится на собственные колеса, адаптер, который остается на последнем средстве транспортировки, например, на тельфере, мог передаваться на посту возврата на освободившееся средство транспортировки, на которое на начальном посту должен устанавливаться кузов, подлежащий вводу в производственную линию. За счет этого участок возврата, который в любом случае должен быть предусмотрен для средства транспортировки, принимающего кузов на начальном посту первым, может использоваться также для возврата адаптеров.
Соответственно, в производственной линии по изобретению на начальном посту, в особенности на разгрузочном посту, кузова устанавливаются на первое средство транспортировки. При этом между кузовом и средством транспортировки предусмотрен адаптер, который остается на кузове в течение почти всего процесса изготовления. В конце производственной линии, когда почти готовый автомобиль ставится на собственные колеса, адаптер остается на последнем средстве транспортировки и в подходящем месте, в котором и без того пересекаются последнее средство транспортировки и первое средство транспортировки, он передается на порожнее первое средство транспортировки. На нем адаптер направляется к начальному посту. При этом не требуется отдельного кругового пути для адаптеров к начальному посту.
В рамках изобретения следует понимать, что средство транспортировки, обозначенное как первое средство транспортировки, не обязательно должно использоваться только на начальном посту. Возможен вариант осуществления, при котором конструктивно идентичное средство транспортировки используется в другом месте, например на промежуточном складе. В этом случае может быть целесообразно передавать адаптер на этом конструктивно идентичном средстве транспортировки на пост возврата, на котором последнее средство транспортировки пересекается с конструктивно идентичным средством транспортировки. Важно то, что адаптер передается на средство транспортировки, которое также используется на начальном посту, так что для адаптера создается замкнутый круговой путь.
Может быть предусмотрено, что между первым и последним средствами транспортировки предусмотрены другие средства транспортировки, на которые кузов передается вместе с адаптером. При этом могут быть предусмотрены средства транспортировки, которые конструктивно идентичны первым средствам транспортировки и поэтому могут также использоваться на начальном посту.
В предпочтительном примере выполнения изобретения первое средство транспортировки может представлять собой тележку, которая на участке подачи направляется обратно к разгрузочному посту. В контексте изобретения под разгрузочным постом имеется в виду пост, на котором кузова, предварительно изготовленные на пространственно удаленном месте производства, разгружаются с транспортных средств и вводятся в производственную линию.
Производственная линия содержит сортировочный модуль, в котором корпуса выстраиваются в желаемой очередности сборки. В сортировочном модуле для транспортировки кузовов используются тележки, которые используются также на начальном посту. Предпочтительно участок подачи проходит от поста возврата через сортировочный модуль до разгрузочного поста. За счет этого, например, освободившиеся в сортировочном модуле тележки могут направляться по участку подачи обратно к разгрузочному посту.
В предпочтительном примере выполнения последнее средство транспортировки может представлять собой тельфер, который перемещается посредством электрической тельферной транспортной системы. С помощью электрической тельферной транспортной системы обеспечивается в особенности проведение рабочих этапов окончательной сборки, таких как так называемое сочетание.
Кузова на тележках, которые транспортируются от сортировочного модуля в направлении окончательной сборки, могут передаваться на тельферы на передаточном посту. Передаточный пост расположен перед постом возврата, причем освободившаяся тележка подается к посту возврата.
Краткий перечень чертежей
Далее со ссылками на прилагаемые чертежи будут подробно описаны другие предпочтительные примеры осуществления изобретения. На чертежах:
фиг.1 изображает схему процесса перемещения кузовов в производственной линии,
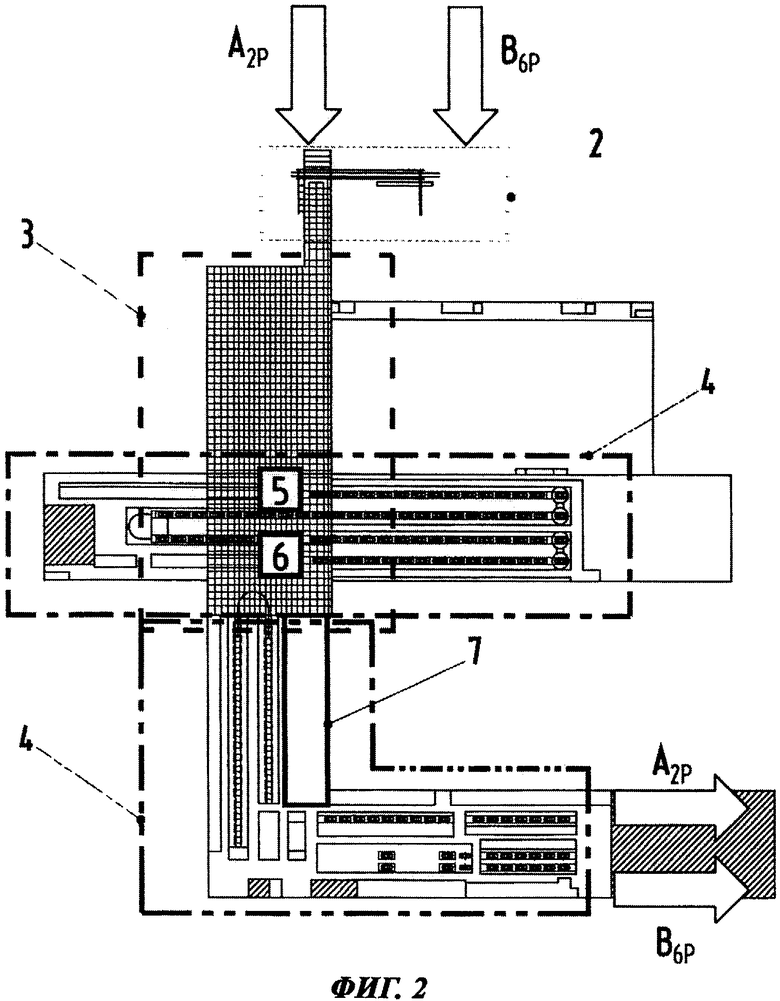
фиг.2 изображает пространственную схему производственной линии,
фиг.3 изображает сортировочный модуль производственной линии,
фиг.4 изображает участок поступательного перемещения производственной линии,
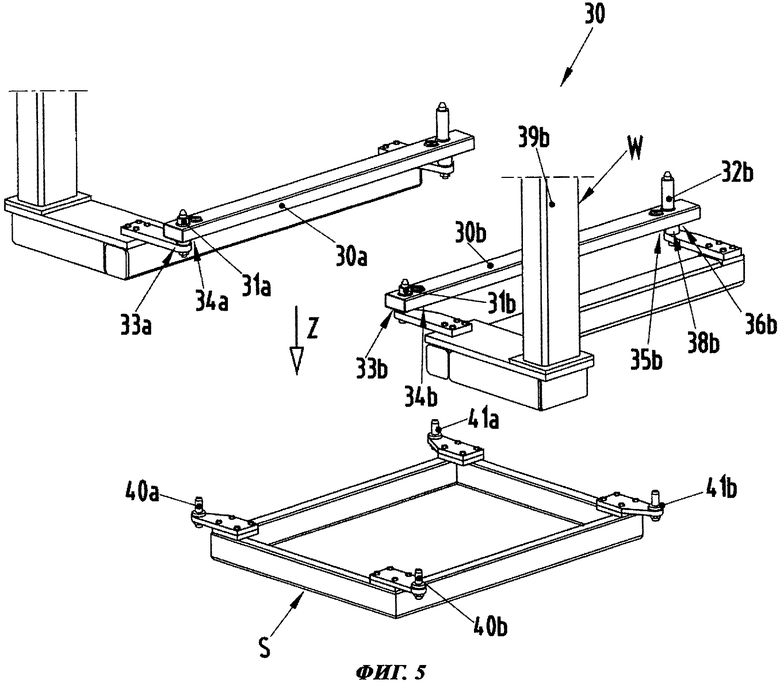
фиг.5 изображает передачу адаптера с тельфера электрической тельферной транспортной системы на салазки в первом положении,
фиг.6 изображает передачу адаптера с тельфера на салазки по фиг.5 во втором положении,
фиг.7 изображает передачу адаптера с тельфера на салазки по фиг.5 в третьем положении,
фиг.8 изображает передачу адаптера с тельфера на салазки по фиг.5 в четвертом положении,
фиг.9 изображает передачу адаптера с тельфера на салазки по фиг.5 в пятом положении.
Осуществление изобретения
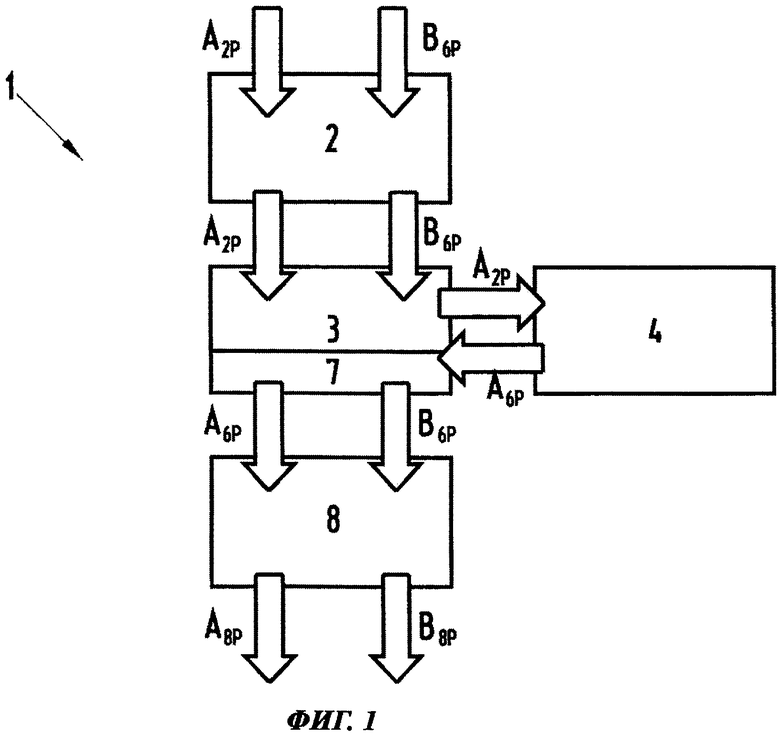
На фиг.1 показана схема процесса перемещения в производственной линии 1 для изготовления легковых автомобилей А и В на одной и той же производственной линии. Позиции А и В обозначают легковые автомобили двух различных модельных рядов. Пространственная схема производственной линии 1 представлена на фиг.2.
Изготовление автомобилей характеризуется тем, что легковые автомобили до определенного состояния готовности (или сборки) предварительно изготавливаются на пространственно удаленном месте производства и с помощью транспортных средств, предпочтительно по железной дороге, в плановой последовательности транспортировки доставляются на разгрузочный пост производственной линии 1. При этом предусмотрено, что легковые автомобили А в так называемом состоянии 2Р готовности (или сборки), то есть в виде окрашенных кузовов А2P, доставляются от первого места производства, а легковые автомобили B в так называемом состоянии 6Р готовности (или сборки), то есть в виде кузовов В6P с внутренним оснащением, доставляются от второго места производства.
Разгрузочный пост 2 поочередно разгружает транспортные средства, загруженные либо кузовами А2P, либо кузовами В6P, и помещает каждый кузов А2P или В6P на его собственную тележку или так называемую грузовую платформу. При этом предусмотрено, что каждый кузов A2P и В6P крепится на тележке G с помощью адаптера. На фиг.1-4 адаптеры не показаны. Их конструкция и принцип действия будут описаны со ссылками на фиг.5-9.
После разгрузочного поста 2 каждая тележка с адаптером и кузовом A2P или В6P транспортируется вертикальным конвейером на соответствующем подъемно-транспортном оборудовании в сортировочный модуль 3.
В сортировочном модуле 3 кузова А2P подаются в сборочную линию 4, которая расположена по существу поперечно сортировочному модулю 3 и на другом уровне. В сборочной линии 4 кузова А2Р приводятся в состояние 6Р готовности. Для работ в пределах сборочной линии 4 необходимо, чтобы кузова А транспортировались выборочно на салазках и электрических тельферах. Поэтому кузова A2P вместе со своими адаптерами при передаче на сборочную линию 4 перемещаются со своей тележки на салазки и опускаются первым вертикальным конвейером 5 на другой уровень. При обратной передаче оснащенных кузовов А6P со сборочной линии 4 в сортировочный модуль 3 они вместе со своими адаптерами перегружаются с салазок на порожнюю тележку и с помощью второго вертикального конвейера 6 поднимаются на уровень сортировочного модуля 3, так что кузова A6P уходят с сборочной линии 4 в направлении к сортировочному модулю 3.
От сортировочного модуля 3 кузова А6P и В6P ранжируются, то есть передаются на участок 7 последовательной подачи в запланированном порядке подачи. Здесь производится передача кузовов A6P и В6P, опять же вместе с их адаптерами, на электрические тельферы, используемые на участке 8 окончательной сборки.
На участке 8 окончательной сборки кузова А6P и В6P приводятся в свою степень 8Р готовности и уходят с производственной линии 1 как кузова A8P и В8P, причем для этого адаптеры должны быть сняты с соответствующих легковых автомобилей А и В.
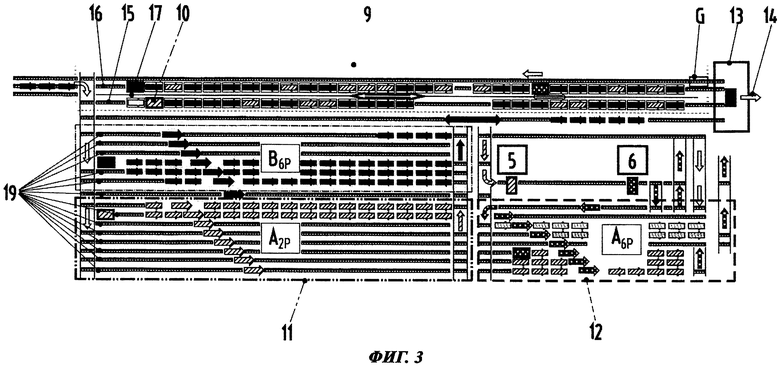
На фиг.3 представлен сортировочный модуль 8. При этом кузова А2Р заштрихованы косыми линиями, кузова А6P отмечены серым фоном, а кузова В6P затушеваны черным. Сортировочный модуль 3 содержит накопитель 9 свободной выборки, приспособленный для приема тележек с кузовами каждого типа (А2P, А6P, В6P). Кроме того, предусмотрены проходной накопитель 10 для кузовов В6P, проходной накопитель 11 для кузовов А2P и проходной накопитель 12 для кузовов А6P. Обозначенный позицией 13 пост служит для установления последовательности или очередности и передачи кузовов А6P и В6P на участок 7 последовательной подачи и далее называется постом 13 очередности. Другими словами, здесь кузова А6P и В6P подаются на участок 14 подачи в той последовательности, в которой они должны приводиться в готовность на участке 8 окончательной сборки.
В накопителе 9 свободной выборки уложенные на свои тележки G корпуса могут переводиться из любой позиции на два наружных боковых рельсовых пути 15 и 16 и на средний рельсовый путь 17 и перемещаться по ним в одну или другую сторону. Так, например, тележки G с кузовами могут подаваться непосредственно к посту 13 очередности или к вертикальному конвейеру 5. Другими словами, каждый из кузовов в накопителе 9 свободной выборки может быть выбран по требованию и направлен на любое место в производственном процессе.
В накопителе 9 свободной выборки параллельно за рельсами 15, 16 и 17 проходит участок подачи 18 для транспортировки оснащенных адаптерами тележек G обратно к разгрузочному посту 2, где на них могут быть снова установлены вновь доставленные кузова.
В проходном накопителе 10 предусмотрены шесть накопительных проходов 19, в которых кузова В6P заложены в той очередности, в которой они по плану должны подаваться на участок 8 окончательной сборки. Проходной накопитель 11 принимает кузова A2P в общей сложности в девять накопительных проходов 19 в той очередности, в которой они должны подаваться в сборочную линию 4. Очередность кузовов А6P в шести накопительных проходах 19 проходного накопителя 12 определяется последовательностью, в которой эти кузова должны перемежаться с кузовами В6P на участке 8 окончательной сборки. Стрелки, вписанные в накопительные проходы 19, указывают предусмотренное направление подачи.
Проходные накопители 10, 11, 12, накопитель 9 свободной выборки и пост 13 очередности связаны между собой поперечно проходящими участками 20 подачи. Стрелки, вписанные в участки 20 подачи, указывают допустимое направление транспортировки.
За крайним накопительным проходом 18 проходного накопителя 10 предусмотрен обходной участок 21 подачи, по которому кузова B6P могут подаваться непосредственно от разгрузочного поста 2 в очередности доставки к посту 13 очередности.
Между проходным накопителем 12 и накопителем 9 свободной выборки расположены два вертикальных конвейера 5 и 6, с помощью которых кузова А2P подаются от проходного накопителя 11 в сборочную линию 4 и вновь отводятся из сборочной линии 4 в проходной накопитель 12 в качестве доработанных кузовов A6P. Из проходного накопителя 12 кузова А6P поступают по стрелкам к посту 13 очередности.
С помощью представленного сортировочного модуля 3 пост 13 очередности в состоянии из поступающих объемов продукции точно составить последовательность или очередность, которая требуется при смешанной обработке кузовов A6P и В6P на участке 8 окончательной сборки.
Сортировочный модуль 3 связан через посредство поста 13 очередности с участком 7 последовательной подачи. Кузова А6P и В6P, поданные в плановой очередности на примыкающий к участку 14 подачи участок 22 подачи, на передаточном посту 23 передаются со своих тележек G с адаптерами на тельферы W электрической тельферной транспортной системы 24.
Непосредственно рядом с передаточным постом 23 расположен пост 25 возврата. От передаточного поста 23 только что освободившаяся тележка G передается на пост 25 возврата. На ней освободившийся на участке 8 окончательной сборки тельфер W, теперь несущий только адаптер автомобиля, который уже поставлен на собственные колеса на участке 8 окончательной сборки, автоматически передает этот адаптер на порожнюю тележку G. Эта тележка G вместе с уложенным на нее адаптером подается на участок 18 подачи обратно к разгрузочному посту 2. На разгрузочном посту 2 вновь поступающие кузова А2P или В6P устанавливаются на тележках G с помощью адаптеров.
Таким образом, в ходе всего производственного процесса в пределах производственной линии 1 кузова А и В транспортируются, подаются и передаются вместе с адаптерами до тех пор, пока автомобиль не будет поставлен на собственные колеса с тельфера W. Адаптер остается на тельфере W до тех пор, пока он не поступит к посту 25 возврата. При передаче адаптера на также освободившуюся тележку G тельфер W освобождается для приема кузова A2P или В6P с соответствующим адаптером.
Конструкция и принцип действия адаптера будет подробно описана далее со ссылками на фиг.5-9.
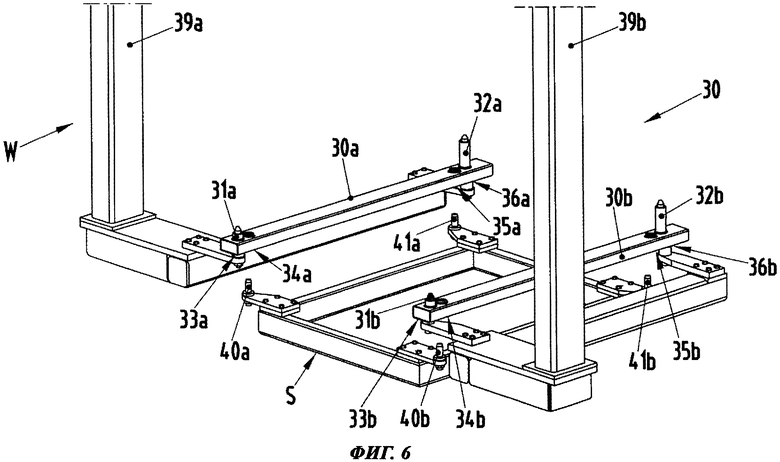
Поскольку легковые автомобили А и В могут различаться по конструкции своей нижней деталей кузова, что может в особенности оказывать влияние на расположение приемных точек, предусмотрен адаптер 30, который остается на кузовах А или В до того момента времени, пока они не будут поставлены на собственные колеса.
Адаптер 30 содержит две зеркально симметричные половины 30а и 30b адаптера. Каждая из них снабжена на своей верхней стороне двумя шипами, соответственно 31а и 32а или 31b и 32b. Положение этих шипов 31a, 31b и 32а, 32b находится в соответствии с приемными точками на нижней детали легкового автомобиля А. Может быть предусмотрено, что шипы 31а, 31b и 32а, 32b выполнены эксцентричными, так что при повороте шипов 31 и 32 вокруг их продольных осей осуществляется их фиксация на приемных точках. Этот поворот может производиться автоматически. Преимущество такой фиксации заключается в том, что подвешенный на тельфере W кузов А может быть дополнительно повернут вокруг продольной оси автомобиля без риска выпадения шипов.
Каждая половина 30а, 30b адаптера снабжена спереди двумя захватными гнездами, соответственно, 33a, 33b и 34а, 34b и сзади также двумя захватными гнездами, соответственно, 35а, 35b и 36а, 36b. Положение этих гнезд определено в соответствии с ответными им пальцами подъемно-транспортного оборудования.
В представленном примере выполнения захватные гнезда 33a, 33b, 36а и 36b расположены соответственно пальцам 37а, 37b, 38а и 38b тельфера W тельферной транспортной системы, причем на чертеже показаны только две захватные лапы 39а и 39b тельфера.
Захватные гнезда 34а, 34b, 35а и 35b расположены на нижней стороне половин 30a и 30b адаптера соответственно пальцам 40а, 40b, 41а и 41b салазок S.
В описываемом примере выполнения адаптеры для кузовов В идентичны адаптерам 30 для кузовов А, поскольку приемные точки для кузовов А и В одинаковы. Однако возможен вариант, при котором приемные точки кузовов А отличаются от приемных точек кузовов В. В этом случае половины 30а и 30b адаптеров отличаются только тем, что шипы для приемных точек расположены в соответствии с конструкцией нижней детали кузова. Захватные гнезда 33, 34, 35 и 36 для подъемно-транспортного оборудования остаются в тех же местах, так что пальцы подъемно-транспортного оборудования всегда занимают одно и то же положение независимо от принимаемого кузова. Преимущество решения заключается в том, что кузова различных модельных рядов, то есть с различными приемными точками на нижней детали кузова могут транспортироваться в общей производственной линии 1. Кроме того, за счет наличия передних захватных гнезд 33 и 34 и задних захватных гнезд 35 и 36 кузова могут передаваться с одного подъемно-транспортного оборудования на другое без необходимости выполнения затратных процессов перестановки или захвата.
Оптимальный процесс передачи с помощью адаптера может быть проиллюстрирован на примере процесса передачи от тельфера на салазки следующим образом.
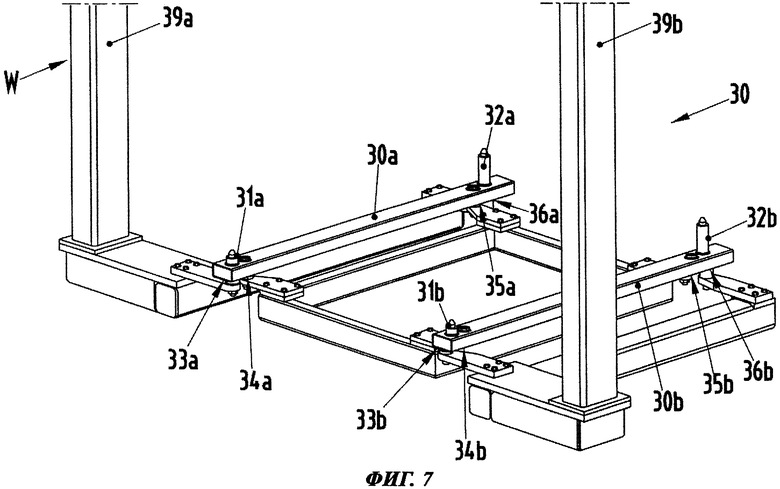
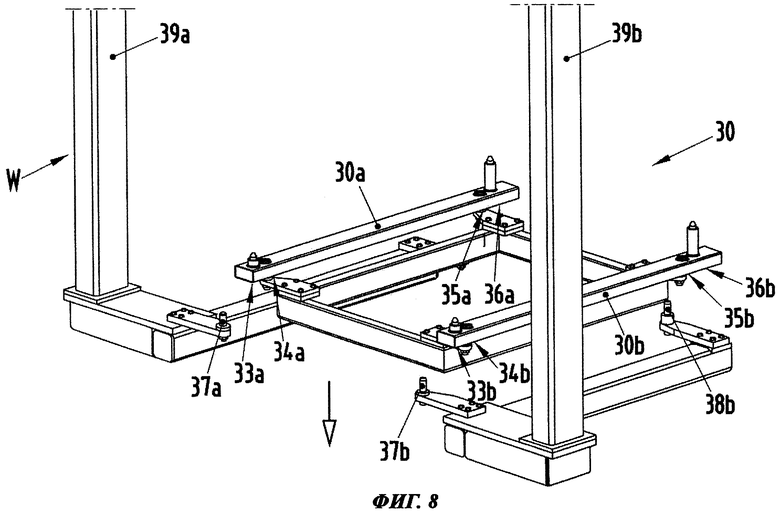
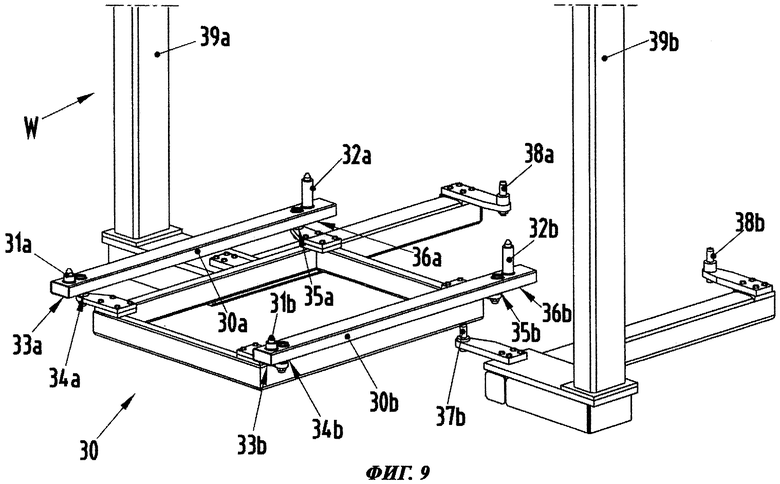
Тельфер W опускается по стрелке Z на салазки S таким образом, что пальцы 40а, 40b, 41а и 41b находятся напротив захватных гнезд 34а, 34b, 35а, 35b (фиг.6). Как только пальцы 40а, 40b, 41а и 41b войдут в захватный контакт с гнездами 34а, 34b, 35а, 35b (фиг.7), тельфер опускают еще ниже настолько, что пальцы 37а, 37b, 38а и 38b выходят из контакта с захватными гнездами 33а, 33b, 36а и 36b (фиг.8). Теперь салазки S с принятым адаптером 30 и не показанным кузовом А могут быть продвинуты по стрелке Х вперед из области, перекрываемой захватными лапами 39а, 39b тельфера (фиг.9).
Альтернативно описанному процессу передачи вместо опускания тельфера W может осуществляться подъем салазок S в направлении навстречу стрелке Z и отвод тельфера W по стрелке Х или в противоположном направлении.
Далее, согласно тому же принципу, можно передавать адаптер с соответствующим кузовом с салазок S на тельфер W или с тележки G на салазки S и наоборот. Поскольку адаптер 30 всегда имеет четыре свободных захватных гнезда, также и в том случае, когда он удерживается первым подъемно-транспортным оборудованием, кузов всегда может быть передан на второе подъемно-транспортное оборудование без операций перегрузки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКАЯ СТРУКТУРА ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ТРАНСПОРТНЫХ СРЕДСТВ РАЗНЫХ ТИПОВ | 2013 |
|
RU2582424C2 |
| СКЛАД-НАКОПИТЕЛЬ ДЛЯ КУЗОВОВ АВТОМОБИЛЕЙ | 2004 |
|
RU2281898C1 |
| СПОСОБ СБОРКИ АВТОМОБИЛЕЙ | 2009 |
|
RU2415046C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АВТОМОБИЛЯ И ЗАЖИМНОЕ УДЕРЖИВАЮЩЕЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АВТОМОБИЛЯ | 2019 |
|
RU2712722C1 |
| АВТОМОБИЛЬНОЕ ПОДЪЕМНОЕ УСТРОЙСТВО ТРАНСПОРТИРОВОЧНОГО ОБОРУДОВАНИЯ, ИСПОЛЬЗУЕМОГО ПРИ ПРОИЗВОДСТВЕ АВТОМОБИЛЕЙ, И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 2011 |
|
RU2547664C2 |
| Поточная линия для производства трикотажного полотна | 1981 |
|
SU1306991A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Устройство для сварки подсборок кузова автомобиля | 1991 |
|
SU1838070A3 |
| Поточная линия для сборки и сварки кузовов автомобилей | 1987 |
|
SU1524984A1 |
| СПОСОБ УТИЛИЗАЦИИ ОТХОДОВ ЗДРАВООХРАНЕНИЯ | 2021 |
|
RU2779544C1 |
Изобретение относится к области транспортного машиностроения. Производственная линия для изготовления автомобилей содержит начальный разгрузочный пост, на котором кузов устанавливается на первом средстве транспортировки - тележке. Между кузовом и средством транспортировки предусмотрен адаптер, который в конце производственной линии остается на последнем освободившемся средстве транспортировки - тельфере. На посту возврата, на котором пересекаются первое и последнее средства транспортировки, адаптер передается на первое средство транспортировки для обратного направления на начальный пост. Достигается повышение универсальности. 5 з.п. ф-лы, 9 ил.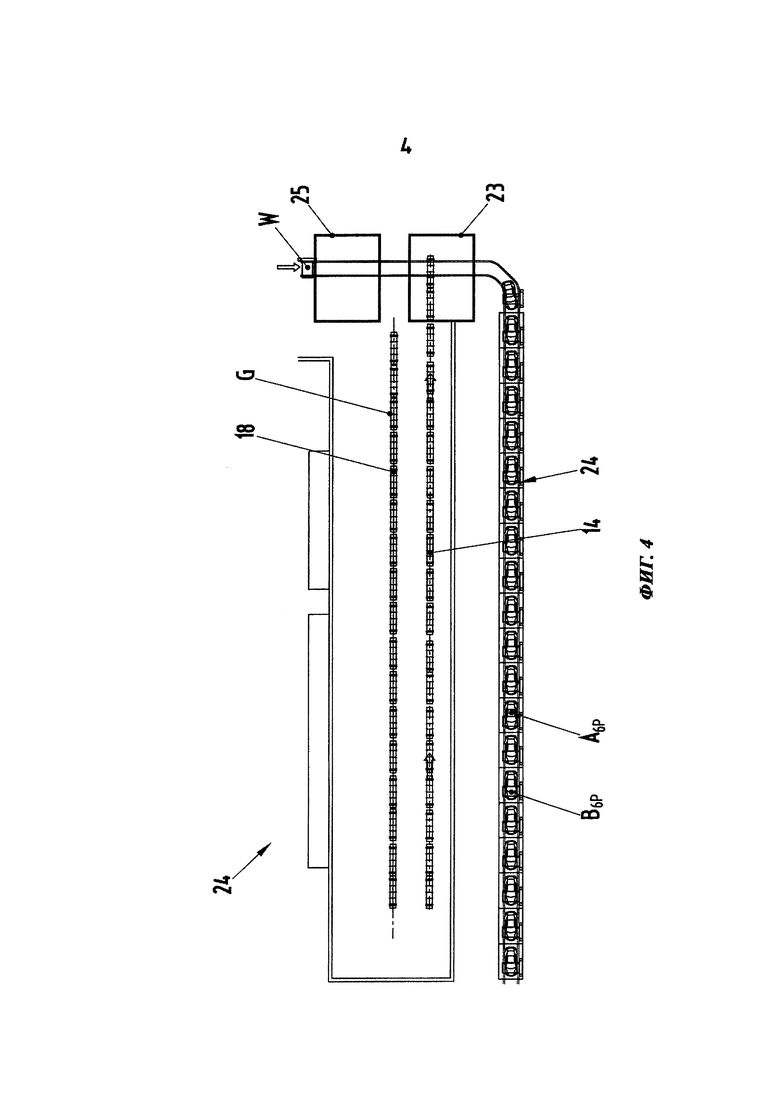
1. Производственная линия для изготовления автомобилей, в которой кузов (A2P, B6P) на начальном посту, в особенности на разгрузочном посту (2) устанавливается на первом средстве транспортировки, в особенности на тележке (G), причем между кузовом и средством транспортировки предусмотрен адаптер (30), который в конце производственной линии остается на последнем освободившемся средстве транспортировки, в особенности на тельфере (W), и на посту (25) возврата, на котором пересекаются первое и последнее средства транспортировки, передается на первое средство транспортировки для обратного направления на начальный пост.
2. Производственная линия по п.1, отличающаяся тем, что между первым средством транспортировки и последним средством транспортировки предусмотрены другие средства транспортировки, на которые кузов (A2P, A6P, B6P) передается вместе с адаптером.
3. Производственная линия по п.1 или 2, отличающаяся тем, что первое средство транспортировки представляет собой тележку (G), которая на участке (18) подачи направляется обратно к разгрузочному посту (2).
4. Производственная линия по п.3, отличающаяся тем, что участок (18) подачи проходит от поста (25) возврата через сортировочный модуль (3) до начального поста (2), в особенности до разгрузочного поста (2).
5. Производственная линия по любому из пп.1, 2, 4, отличающаяся тем, что последнее средство транспортировки представляет собой тельфер (W), который перемещается посредством электрической тельферной транспортной системы (24).
6. Производственная линия по любому из пп.1, 2, 4, отличающаяся тем, что перед постом (25) возврата расположен передаточный пост (23), в котором кузов передается с тележки (С) на тельфер (W), причем порожняя тележка (G) подается к посту (25) возврата.
| Планетарная коробка передач | 1985 |
|
SU1293419A1 |
| US 2004206605 A1, 21.10.2004 | |||
| СПОСОБ ПОДАЧИ И УДАЛЕНИЯ ДЕТАЛЕЙ, В ЧАСТНОСТИ АВТОМОБИЛЬНЫХ КУЗОВОВ, А ТАКЖЕ УСТРОЙСТВО И УСТАНОВКА ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2192316C2 |

